Изобретение относится к измерительной технике и может найти применение в металлургии для измерения размеров и формы горячих и холодных изделий, а также в машиностроении и других областях промышленной технологии, связанной с необходимостью бесконтактного контроля линейных размеров.
Известен способ измерения размеров сечения сортового проката труб [1, c. 36-39] Способ заключается в том, что на телевизионном приемнике формируют изображения краевых зон объекта (в режиме самосвечения или подсветки) и измеряют отклонения размера от предварительно установленного номинала. Недостатком является погрешность измерений, вследствие изменений коэффициента передачи проекционной оптической системы, возникающая при продольных колебаниях объекта.
Известен другой способ [1, с. 32-33] Способ заключается в последовательном сканировании исследуемого объекта в прямом и обратном направлении лазерным пучком, параллельно перемещающимся с известной скоростью, фотоэлектрическом преобразовании оптического сигнала, формирования и измерения длительности импульсов затемнения. Недостатком этого способа является невозможность измерения размеров и формы металлургических изделий со сложным профилем.
Ближайшим аналогом предлагаемого изобретения является способ измерения наружного размера проката [1, с. 31-32] Способ заключается в сканировании объекта параллельно перемещающимся тонким лазерным пучком, фотоэлектрическом преобразовании оптического сигнала, измерения длительностей импульсов затенения и умножения измеренных интервалов на скорость сканирования лазерного пучка, невозможность измерения размеров и формы металлургических изделий со сложным профилем (например, цельнокатаных железнодорожных колес).
В основу изобретения положена задача разработки бесконтактного метода, позволяющего измерять с высокой точностью и быстродействием линейные размеры и форму металлургических изделий. Это обеспечивает повышение эффективности технологических процессов, повышение качества продукции и экономию материала в металлургии и других отраслях промышленности. Особенно важно измерение размеров и формы на стадии контроля отливок, заготовок и продукции в горячем состоянии.
Задача решается тем, что в способе измерения размеров и формы металлургических изделий, заключающемся в том, что изделие сканируется световым лучом, выполняется фотоэлектрическое преобразование оптического сигнала, возникающего при взаимодействии зондирующего светового поля и поверхности изделия, и измеряются параметры электрического сигнала во временных интервалах, зависящих от взаимной ориентации изделия и зондирующего светового поля, согласно изобретению конфигурацию зондирующего светового поля в области пересечения с поверхностью изделия выполняют в виде пространственно-периодической амплитудой или фазовой структуры с известным вектором решетки, осуществляют относительное вращательное движение изделия и зондирующего светового поля так, чтобы центр вращения находился на нормали к вектору решетки, измеряют угловое положение сечения вращающегося изделия в плоскости, проходящей через вектор решетки и центр относительного вращения ортогонально к оси вращения, измеряют перемещение или скорость движения поверхности изделия вдоль вектора решетки зондирующего поля путем измерения параметров электрического сигнала во временных интервалах, определяемых заданным шагом угловых измерений, и делят результат измерений перемещения поверхности вдоль вектора решетки на соответствующий угловой интервал. Сканирование изделия зондирующим полем осуществляют в направлении, параллельном оси относительного углового вращения. Измеряют отношение линейной скорости движения поверхности вдоль вектора решетки к угловой скорости относительного вращения изделия в заданном интервале угловых измерений. Осуществляют многоканальное сканирование внешних и внутренних поверхностей изделия.
На фиг. 1 приведена схема устройства, реализующего предлагаемый способ. Устройство содержит оптический датчик 1 со сканатором 2, состоящий из формирователя оптического зондирующего поля 3 и фотоприемного устройства 4. К фотоприемному устройству 4 подключен блок обработки сигнала 5, который, например, включает в себя следящий процессор, содержащий схему сравнения 6, управляющую схему 7 и управляемый генератор 8. Входы схемы сравнения подключены соответственно к выходу фотоприемного устройства 4 и выходу управляемого генератора 8. Выход управляемого генератора подключен также к сигнальному входу стробируемого счетчика 9, выход которого подсоединен к ЭВМ 10. Стробируемый вход счетчика 9 подсоединен к выходу датчика угла поворота или угловой скорости 11 платформы 12, на которой помещено измеряемое изделие 13. Параллельно выход датчика 11 подключен к входному порту ЭВМ 10. К входу ЭВМ подсоединен также выход датчика 14, контролирующего позицию сканера 2.
Устройство действует следующим образом. Оптический датчик 1 посредством формирователя 3 создает зондирующее оптическое поле с периодической структурой, которая представляет собой амплитудную или фазовую решетку, локализованную в заданном объеме. Ориентация и структура полос этой решетки описывается вектором решетки  Модуль вектора решетки определяется величиной 2π/Λ где L пространственный период чередования параллельно ориентированных полос, селектированных по амплитудному или фазовому признаку. Направление вектора решетки
Модуль вектора решетки определяется величиной 2π/Λ где L пространственный период чередования параллельно ориентированных полос, селектированных по амплитудному или фазовому признаку. Направление вектора решетки  ортогонально направлению эквидистатных параллельных полос в амплитудной или фазовой структуре зондирующего поля, пересекающего поверхность измеряемого изделия в заданном сечении. Зондирующее поле может быть сформировано в некогерентном или в когерентном свете. Некогерентная решетка создается путем проектирования периодического растра на поверхность изделия в заданном сечении. Когерентное зондирующее поле формируется за счет интерференции лазерных пучков известными методами лазерной анемометрии. И в том, и в другом случае зондирующее поле можно представить как оптическую линейку (решетку) с амплитудными или фазовыми штрихами. Решетка может быть стационарная (с неподвижными полосами) или динамическая (с полосами, бегущими с заданной скоростью в направлении вектора решетки). В случае стационарной решетки направление вектора решетки задается по оси, ортогональной направлению полос, произвольно.
ортогонально направлению эквидистатных параллельных полос в амплитудной или фазовой структуре зондирующего поля, пересекающего поверхность измеряемого изделия в заданном сечении. Зондирующее поле может быть сформировано в некогерентном или в когерентном свете. Некогерентная решетка создается путем проектирования периодического растра на поверхность изделия в заданном сечении. Когерентное зондирующее поле формируется за счет интерференции лазерных пучков известными методами лазерной анемометрии. И в том, и в другом случае зондирующее поле можно представить как оптическую линейку (решетку) с амплитудными или фазовыми штрихами. Решетка может быть стационарная (с неподвижными полосами) или динамическая (с полосами, бегущими с заданной скоростью в направлении вектора решетки). В случае стационарной решетки направление вектора решетки задается по оси, ортогональной направлению полос, произвольно.
Измеряемое изделие 13 устанавливается на вращающейся платформе 12, угол поворота или угловая скорость которой измеряются датчиком 11. Измеряемое сечение задается ориентацией зондирующего поля и определяется пересечением изделия плоскостью, проходящей через вектор решетки и ортогональной оси вращения. Центр O вращения измеряемого сечения определяется пересечением с осью вращения нормали к вектору решетки.
Изображение зондирующего поля в свете, рассеянном поверхностью изделия, формируется в фотоприемном устройстве, осуществляющем фотоэлектрическое преобразование оптического сигнала. При пересечении зондирующего поля движущейся поверхностью происходит модуляция интенсивности рассеянного излучения и соответственно модуляция фотоэлектрического сигнала. При этом число характерных параметров (например, максимумов) электрического сигнала за заданный временной интервал соответствует перемещению поверхности:
S(τ) = n(τ)Λ. (1)
Здесь S(τ)- перемещение за время τ участка поверхности, пересекающего зондирующего поля; t - временной интервал; n(τ) - число характерных амплитудных или фазовых признаков (например, максимумов амплитуды) сигнала в реализации, соответствующей временному интервалу τ, Λ - пространственный период периодической структуры зондирующего поля. В случае вращения с постоянной угловой скоростью (Ω = const)n(τ) - число периодов электрического сигнала на временном интервале τ Соответственно, частота электрического сигнала на интервале t определяется как величина, обратная времени пересечения поверхностью пространственного периода L зондирующего поля
Здесь vΦ проекция вектора скорости движения поверхности на направление вектора решетки 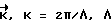 пространственный период зондирующего поля в направлении вектора решетки. В общем случае, частота модуляции электрического сигнала определяется скалярным произведением вектора скорости поверхности
пространственный период зондирующего поля в направлении вектора решетки. В общем случае, частота модуляции электрического сигнала определяется скалярным произведением вектора скорости поверхности  и вектора решетки
и вектора решетки 

Выражение (2) является скалярной формой выражения (3).
Измерение перемещения S(τ) и частоты f, являющейся, согласно (2), однозначной известной функцией линейной скорости vΦосуществляется в электронном блоке обработки сигнала 5. В следящем процессоре осуществляется известным образом привязка фазы или частоты сигнала управляемого генератора 8 к фазе и частоте фотоэлектрического сигнала. Схема сравнения 6 формирует сигнал ошибки, а схема управления 7 вырабатывает управляющий сигнал, подстраивающий фазу и частоту сигнала управляемого генератора к фазе и частоте фотоэлектрического сигнала.
Сигнал с выхода управляемого генератора 8 поступает на сигнальный вход счетчика 9. На стробируемый вход этого счетчика поступает сигнал с датчика угла поворота и угловой скорости 11. На выходе стробируемого счетчика 9 формируется сигнал, соответствующий перемещению (1) или линейной скорости (2) за временной интервал tопределяемый шагом угловых измерений DvЭВМ 10 осуществляет представление результатов измерения размеров и формы в графическом и табличном виде, документирует их, а также корректирует по необходимости технологический процесс производства изделия. Получение информации о форме достигается за счет сканирования датчика в направлении, параллельном оси вращения изделия и введения отсчетов позиционирования с датчика 14 в ЭВМ 10. Пример графического представления результата измерения сечения изделия, соответствующего фиг. 1, показан на фиг. 2. Контур сечения показан в полярной системе координат. Модуль радиуса вектора, описывающий контур измеряемого сечения, определяется отношением перемещения поверхности вдоль вектора решетки  к соответствующему шагу углового измерения:
к соответствующему шагу углового измерения:
Здесь
ri обозначает i-й отсчет радиуса, соответствующего угловой координате v, S(ΔΦ) - перемещение поверхности в угловом интервале ΔΦ, Dv шаг угловых измерений. Si(ΔΦ) определяется выражением (1).
При известной угловой скорости относительного вращения измеряется линейная скорость движения поверхности в угловом интервале ΔΦ. Согласно выражению (2):
vΦ = f(ΔΦ)Λ. (5)
В этом случае модуль радиуса вектора находится как отношение линейной скорости в угловом интервале Dv угловой скорости:
Здесь ri обозначает i-й отсчет радиуса, соответствующего угловой координате v; vΦi - отсчет линейной скорости в i-м угловом интервале ΔΦ W - угловая скорость. Таким образом осуществляется измерение контуров сечений изделия с шагом дискретизации, соответствующим шагу дискретизации угловых измерений.
Измерение размеров и формы сложных изделий осуществляется многоканальным сканированием характерных внешних и внутренних поверхностей. В качестве примера на фиг. 3 и в таблице показана схема, реализующая предлагаемый способ для измерения размеров и формы такого типичного изделия металлургической промышленности, как колеса железнодорожных вагонов. До сих пор задача бесконтактного контроля такого рода изделий, особенно в горячем состоянии, стоит очень остро [1] Железнодорожные колеса являются геометрически очень сложным объектом, проходящим в процессе изготовления разнообразную многостадийную обработку (прессование, прокатку, обточку, термообработку). Измерение размеров колес требуется на всех стадиях. Предлагаемое изобретение впервые решает эту проблему.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПТИЧЕСКОГО ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО РАЗМЕРА МЕТАЛЛУРГИЧЕСКОГО ПРОКАТА | 1995 |
|
RU2104479C1 |
| СПОСОБ ЛАЗЕРНОГО ИЗМЕРЕНИЯ ВЕКТОРА СКОРОСТИ | 1995 |
|
RU2108585C1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ И РАЗМЕРОВ ЧАСТИЦ В ПОТОКЕ | 1992 |
|
RU2029307C1 |
| Лазерный анемометр | 1990 |
|
SU1789932A1 |
| Лазерный доплеровский измеритель скорости | 1988 |
|
SU1569715A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ И РАЗМЕРОВ ЧАСТИЦ В ПОТОКЕ | 1992 |
|
RU2044267C1 |
| Лазерный измеритель вектора скорости | 1988 |
|
SU1638625A1 |
| ЛАЗЕРНЫЙ ДОПЛЕРОВСКИЙ ИЗМЕРИТЕЛЬ СКОРОСТИ | 2016 |
|
RU2638110C1 |
| Устройство для измерения скорости и длины объекта | 1988 |
|
SU1610438A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО РАЗМЕРА ПРОКАТА | 1994 |
|
RU2104483C1 |



Изобретение относится к измерительной технике. Техническим результатом является повышение точности и быстродействия при измерении размеров и формы металлургических изделий. Результат достигается тем, что изделие сканируют световым лучом, выполняют фотоэлектрическое преобразование оптического сигнала при взаимодействия зондирующего светового поля и поверхности изделия, измеряют параметры сигнала во временных интервалах, зависящих от взаимной ориентации изделия и зондирующего поля, конфигурацию зондирующего светового поля в области пересечения с поверхностью изделия выполняют в виде пространственно-периодической амплитудной или фазовой структуры с известным вектором решетки, осуществляют относительное вращение изделия и зондирующего поля так, чтобы центр вращения находился на нормали к вектору решетки, измеряют угловое положение сечения вращающегося изделия в плоскости, проходящей через вектор решетки и центр относительно вращения ортогонально к оси вращения, измеряют перемещение или скорость движения поверхности изделия вдоль вектора решетки зондирующего поля путем измерения параметров электрического сигнала во временных интервалах, определяемых заданным шагом угловых измерений и делят результат измерений перемещения поверхности вдоль вектора решетки на соответствующий угловой интервал. Сканирование изделия зондирующим полем осуществляют в направлении, параллельном оси относительно углового вращения. Измеряют отношение линейной скорости движения поверхности вдоль вектора решетки к угловой скорости относительного вращения изделия, а линейную скорость движения поверхности определяют известной функцией частоты сигнала в заданном интервале угловых измерений. Осуществляют многоканальное сканирование внешних и внутренних поверхностей. 1 з.п. ф-лы, 1 табл. 3 ил.
| Ободан В.Я | |||
| Автоматический контроль размеров сечения сортового проката и труб | |||
| - М.: Метрология, 1985, с.31 - 32. |
