Изобретение относится к измерительной технике и может найти применение в металлургии для метрологического обеспечения производства горячего и холодного проката, а также в машиностроении и других областях промышленной технологии, связанных с необходимостью бесконтактного контроля линейных размеров.
Известны способы измерения размеров сечения сортового проката и труб (В. Я. Ободан. "Автоматический контроль размеров сечения сортового проката и труб". М. : Метрология, 1985, с. 36-39). Способ заключается в том, что на телевизионном приемнике формируют изображения краевых зон объекта (в режиме самосвечения или подсветки) и измеряют отклонения размера от предварительно установленного номинала. Недостатком является погрешность вследствие изменений коэффициента передачи проекционной оптической системы, возникающая при продольных колебаниях объекта, а также ошибка, получающаяся при измерении горячего проката из-за фазовых искажений оптического сигнала. Искажения вызваны случайной термической модуляцией светового поля, формирующего изображение краевой зоны в широкой полосе углового спектра.
Известен другой способ (там же, с. 32-33). Способ заключается в последовательном сканировании исследуемого объекта в прямом и обратном направлении лазерным пучком, параллельно перемещающимся с известной скоростью, в фотоэлектрическом преобразовании оптического сигнала, формировании и измерении длительности импульсов затемнения. Недостатком этого способа является погрешность измерений в случае неодинаковости движения (колебаний) объекта в соседних, прямом и обратном, циклах развертки, а также из-за большой длительности каждого цикла, поскольку сканируется полный поперечный размер проката.
Ближайшим аналогом изобретения является способ измерения наружного размера проката (там же, с. 31-32). Способ заключается в сканировании объекта параллельно перемещающимся тонким лазерный пучком, в фотоэлектрическом преобразовании оптического сигнала, измерении длительностей импульсов затенения и умножении измеренных временных интервалов на скорость сканирования лазерного пучка. Недостатком этого метода является погрешность измерений, возникающая из-за колебаний измеряемого объекта и сравнительно длительного цикла сканирования, поскольку сканируется полный наружный размер проката.
В основу изобретения положена задача повышения точности измерений за счет уменьшения влияния движений измеряемого объекта.
Задача решается тем, что в способе измерений поперечного размера проката, заключающемся в том, что формируют лазерный луч, пространственно сканируют этот луч путем параллельного перемещения с заданной скоростью в плоскости, проходящей через исследуемое сечение измеряемого проката, преобразуют оптический сигнал в электрический, фиксируют моменты перекрытия объектом лазерного луча, формируют импульсы, длительности которых равны времени между зафиксированными моментами, измеренные длительности используют при определении геометрического параметра объекта, согласно изобретению производят модуляцию лазерного луча с заданной частотой, расщепляют лазерный луч на две пары параллельных пучков с заданными, отличными от номинального размера объекта, базовыми расстояниями между первыми и вторыми пучками каждой пары, соответственно, сканирование производят путем параллельного перемещения пучков в паре во взаимно противоположных направлениях в пределах, превышающих допусковую зону и величину амплитуды колебаний измеряемого проката, формируют две последовательности электрических информационных импульсов, длительности каждого из которых пропорциональны времени перекрытия светового потока соответствующими краями проката, производят заполнение информационных импульсов счетными импульсами, частота следования которых задается частотой модуляции лазерного луча, и производят подсчет счетных импульсов каждой пары соответствующих информационных импульсов от каждого из краев объекта, а отклонение размера объекта от известного базового расстояния определяют как отношение числа счетных импульсов в четном числе пар информационных импульсов к числу пар информационных импульсов, умноженное на заданный пространственный интервал, соответствующий периоду последовательности счетных импульсов.
На фиг. 1 показано устройство, реализующее предложенный способ. Устройство содержит лазер 1 и последовательно расположенные по ходу лазерного луча модулятор интенсивности 2 с генератором модулирующего сигнала 3, формирователь тонкого лазерного луча 4, расщепитель лазерного луча на два параллельных 5, линейный сканер 6, установленную на пути одного из пучков пентапризму 7, на пути другого - прямоугольную призму 8. Расщепитель 5 и сканер 6 взаимно ориентированы так, что плоскость, в которой проходят параллельные расщепленные пучки, ортогональна плоскости сканирования. Отражательная плоскость прямоугольной призмы 8 проходит через точку поворота пучка в пентапризме 7 и ортогональна ее рабочему сечению. Далее на пути пучков расположен лучевой расширитель 7, зеркало 10, пентапризмы 11 и 12, измеряемый объект l3, приемные объективы 14 и 15 с фотоприемниками 16 и 17. К выходам фотоприемников подключены формирователи строб-импульсов 18 и 19. Выход генератора 3 через формирователь строб-импульсов 20 подсоединен параллельно к входам счетчиков 21 и 22, к стробируемым входам которых подключены выходы формирователей строб-импульсов 18 и 19. Выходы стробируемых счетчиков счетных импульсов 21 и 22 подсоединены к сумматору 23.
Измеритель действует следующим образом. Луч лазера 1 после прохождения модулятора 2 стробируется по интенсивности с известной частотой f0. Формирователь 4 формирует каустику лазерного пучка с заданным размером перетяжки в плоскости, где выполняются измерения. Расщепителем 5 лазерный луч расщепляется на два параллельных пучка и попадает в линейный сканер 6. На выходе сканера лазерные пучки совершают периодическое движение путем параллельного перемещения с известной скоростью. После прохождения одного из лучей через пентапризму 7, а другого - через прямоугольную призму 8, синфазное движение пучков преобразуется в противофазное. Далее оптической системой, содержащей полупрозрачный отражатель 9, зеркало 10, пентапризмы 11 и 12, расщепленные пучки трансформируются в две пары световых лучей, перемещающихся в противоположных направлениях в пространственных пределах, превышающих краевые зоны измеряемого объекта, включая амплитуду его колебания. Известное базовое расстояние L0 между пучками в каждой паре выбирают отличным от номинального размера объекта. Далее оптические сигналы от пар пучков, локализованных, соответственно, у противоположных краев измеряемого объекта объективами 14 и 15 направляются на соответствующие фотоприемники 16 и 17, где формирователями 18 и 19 преобразуются в электрические строб-импульсы, соответствующие интервалам затенения лазерных пучков краями объекта.
Для пары пучков I и II имеем длительность затенения, соответствующего одновременному перекрытию краем объекта пары пучков I и II:
t12 = (L-L0 + b) / V0 (1).
Для импульса затенения, соответствующего одновременному перекрытию III и IV пучков другим краем объекта, имеем
t34 = (L - L0 - b) / V0 (2).
Формирователи 18 и 19 образуют строб-импульсы с длительностями t12 и t34, поступающие, соответственно, на стробируемые счетчики 21 и 22. На выходе счетчиков получаются стробируемые последовательности счетных импульсов. Число счетных импульсов в стробируемых последовательностях, соответствующих интервалам t12 и t34, равно
N1 = t12f0, (3)
N2 = t34f0, (4)
где f0 - известная частота стробирования лазерного пучка.
Поскольку частота f0 однозначно связана со скоростью V0 и пространственным периодом стробирования Λ, получаем для стробируемых последовательностей счетных импульсов (3) и (4)
N1= t12V0/Λ = (L-L0+b)/Λ (5)
N2= t34V0/Λ = (L-L0-b)/Λ. (6)
Здесь учтены выражения (1) и (2).
Измеренные числа счетных строб-импульсов в стробированных сигнальных последовательностях поступают в сумматор 23. Результат суммирования умножается на значение пространственного периода. Из (5) и (6) имеем
(N1 + N2) = 2(L - L0) (7).
Или, если результат измерения вычисляется по 2М строб-импульсам
(N1 + N2) = 2М(L - L0) (8).
Отсюда получаем для допускового размера
L-L0= (N1+N2)Λ/2M. (9)
Или для полного размера объекта имеем
L = L0+(N1+N2)Λ/2M. (10)
Как следует из (7)-(10), влияние собственных колебаний объекта на результат измерений исключается. Очевидно, что при этом должен выполняться критерий Найквиста: частота сканирования выбирается не меньше удвоенной высшей частоты в спектре колебаний объекта.
Из (9) и (10) видно, что ошибка измерения в первую очередь определяется нелинейностью сканера. Допустимая нелинейность сканера должна удовлетворять условию
<δΛ/Λ>≤ε,
где ε - допустимая относительная погрешность измерения.
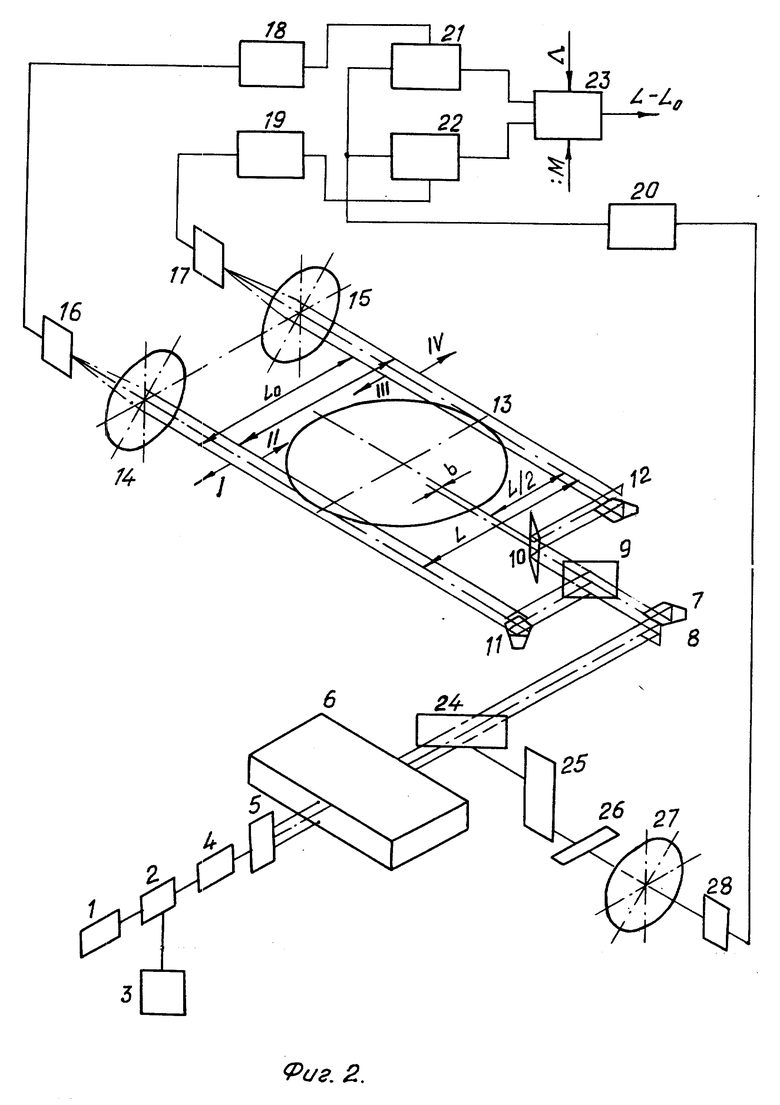
В случае, если нелинейность сканера превышает допустимую, предложенный способ может быть реализован в схеме, показанной на фиг. 2 (обозначения те же, что и на фиг. 1). Отличие заключается во введении опорного канала, осуществляющего стробирование перемещений луча на выходе сканера с заданным пространственным масштабом Λ. Этот канал содержит плоско-параллельную пластину с частично отражающим покрытием 24, установленную на пути одного из пучков на выходе сканера. Последовательно по ходу отраженного пластиной 24 луча установлены последовательно оптический согласующий элемент 25, оптический линейный растр с пространственным периодом Λ 26, объектив 27 и фотоприемник 28. Оптический согласующий элемент 25 выполняет совмещение перетяжки лазерного пучка с плоскостью, в которой расположен растровый преобразователь 26. Действие устройства показано на фиг. 2, аналогично действию схемы, представленной на фиг. 1. Только в данном случае сигнальная последовательность счетных импульсов образуется за счет пространственного стробирования перемещения сканируемого луча периодическим растром с известным пространственным масштабом Λ и фотоэлектрического преобразования стробированного оптического сигнала. Сформированная последовательность счетных импульсов поступает параллельно на входы стробируемых счетчиков 21 и 22. В этом случае влияние нелинейности сканера на результат измерения исключается, поскольку пространственный масштаб сканирования жестко задается растром 26.
Эффективность применения изобретения состоит в экономии металла, возможности выпуска проката в минусовых допусках, а также в оптимизации технологического процесса.
Изобретение реализовано в виде действующего макета измерителя. В настоящее время подготавливается к выпуску экспериментальный образец прибора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И ФОРМЫ МЕТАЛЛУРГИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2098755C1 |
| ЦВЕТНОЙ ВИЗУАЛИЗАТОР ПОЛЕЙ ОПТИЧЕСКОЙ ПЛОТНОСТИ | 1995 |
|
RU2101744C1 |
| СПОСОБ ОПТИЧЕСКОГО ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО РАЗМЕРА МЕТАЛЛУРГИЧЕСКОГО ПРОКАТА | 1995 |
|
RU2104479C1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ И РАЗМЕРОВ ЧАСТИЦ В ПОТОКЕ | 1992 |
|
RU2029307C1 |
| СПОСОБ ВИЗУАЛИЗАЦИИ ПОЛЕЙ ФАЗОВОЙ ОПТИЧЕСКОЙ ПЛОТНОСТИ В ГАЗОВЫХ И КОНДЕНСИРОВАННЫХ СРЕДАХ | 2018 |
|
RU2681672C1 |
| Способ визуализации полей фазовой оптической плотности в газовых и конденсированных средах и устройство для его осуществления | 2020 |
|
RU2752283C1 |
| УСТРОЙСТВО ОБРАБОТКИ СИГНАЛА ЛАЗЕРНОГО ДОПЛЕРОВСКОГО АНЕМОМЕТРА | 1988 |
|
RU2006867C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОЛЯ СКОРОСТЕЙ В ГАЗОВЫХ И КОНДЕНСИРОВАННЫХ СРЕДАХ | 2015 |
|
RU2621466C2 |
| Лазерный анемометр | 1990 |
|
SU1789932A1 |
| Устройство для измерения скорости | 1985 |
|
SU1302865A1 |
Изобретение относится к измерительной технике. Техническим результатом является повышение точности измерений за счет уменьшения влияния движений объекта. Способ измерения поперечного размера проката заключается во встречном сканировании двумя лучами противолежащих краев объекта и в подсчете счетных импульсов в каждой паре соответствующих информационных импульсов, отклонение размера от базового определяют как отношение числа счетных импульсов в четном числе пар информационных импульсов к числу пар информационных импульсов, умноженному на заданный пространственный интервал, соответствующий периоду последовательности счетных импульсов. 2 ил.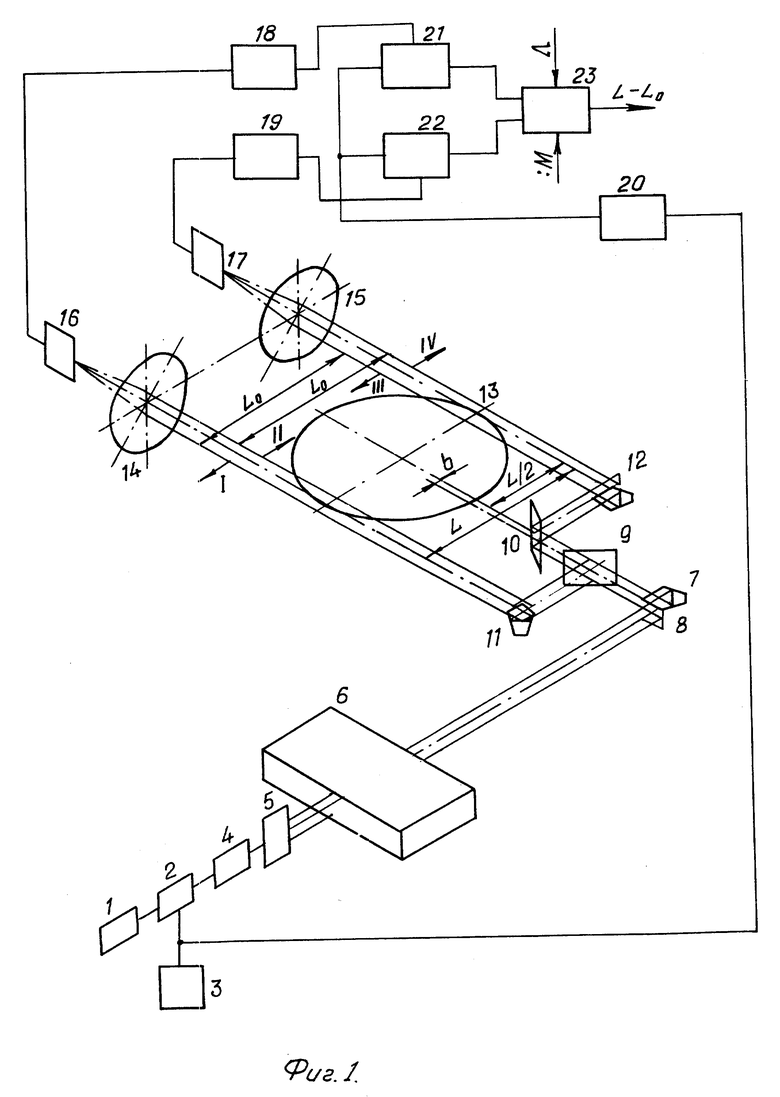
Способ измерения поперечного размера проката, заключающийся в том, что формируют лазерный луч, пространственно сканируют этот луч путем параллельного перемещения с заданной скоростью в плоскости, проходящей через исследуемое сечение измеряемого проката, преобразуют оптический сигнал в электрический, фиксируют моменты перекрытия объектом лазерного луча, формируют импульсы, длительности которых равны времени между зафиксированными моментами, измеренные длительности используют при определении геометрического параметра объекта, отличающийся тем, что производят модуляцию лазерного луча с заданной частотой, расщепляют лазерный луч на две пары параллельных пучков с заданными, отличными от нормального размера объекта, базовыми расстояниями между первыми и вторыми пучками каждой пары соответственно, сканирование производят путем параллельного перемещения пучков в паре во взаимно противоположных направлениях в пределах, превышающих допусковую зону и величину амплитуды колебаний измеряемого проката, формируют две последовательности электрических информационных импульсов, длительности каждого из которых пропорциональны времени перекрытия светового потока соответствующими краями проката, производят заполнение информационных импульсов счетными импульсами, частота следования которых задается частотой модуляции лазерного луча, и производят подсчет счетных импульсов каждой пары соответствующих информационных импульсов от каждого из краев объекта, а отклонение размера объекта от известного базового расстояния определяют как отношение числа счетных импульсов в четном числе пар информационных импульсов к числу пар информационных импульсов, умноженное на заданный пространственный интервал, соответствующий периоду последовательности счетных импульсов.
| Ободан В.Я | |||
| Автоматический контроль размеров сечения сортового проката и труб | |||
| - М.: Метрология, 1985, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
