Изобретение относится к измерительной технике и может найти применение в металлургии для измерения размеров и формы горячих и холодных изделий, а также в машиностроении и других областях промышленной технологии, связанной с необходимостью бесконтактного контроля линейных размеров.
Известны способы измерения размеров сечения сортового проката труб (см., например, [1] , с.36 - 39). Способ заключается в том, что на телевизионном приемнике формируют изображения краевых зон объекта (в режиме самосвечения или подсветки) и измеряют отклонения размера от предварительно уставленного номинала. Недостатком является погрешность изменений, возникающая при продольных колебаниях объекта вследствие изменений коэффициента передачи проекционной оптической системы.
Известен другой способ ([1], с. 32 - 33). Способ заключается в последовательном сканировании исследуемого объекта в прямом и обратном направлении лазерным пучком, параллельно перемещающимся с известной скоростью, фотоэлектрическом преобразовании оптического сигнала, формировании и измерении длительности импульсов затемнения. Недостатком являются большие погрешности, возникающие при сканировании горячих изделий из-за оптического влияния тепловых градиентов, а также сложность, низкая надежность и дороговизна операции лазерного сканирования.
Ближайшим аналогом предлагаемого изобретения является способ оптического измерения поперечного размера металлургического проката, описанный в том же источнике [1] на с.19. Способ заключается в фотокомпенсационном сравнении двух световых потоков, один из которых частично перекрывается изделием, а другой - подвижной заслонкой, по положению которой при равенстве потоков определяется размер проката. Основным недостатком этого способа являются очень высокие требования к равномерности и стабильности световых потоков, которым невозможно удовлетворить в реальных условиях металлургического прокатного производства.
В основу настоящего изобретения положена задача разработки метода, позволяющего измерить с высокой точностью, быстродействием и надежностью поперечный размер металлургического проката, используя самосвечение или внешнее, без каких-либо требований к стабильности и равномерности освещение изделия. Это обеспечивает возможность создания простых и надежных бесконтактных дистанционных измерителей для определения в реальном времени габаритных размеров сортового, листового и трубного проката, а также заготовок и блюмов на всех стадиях технологического процесса.
Задача решается тем, что в способе оптического измерения поперечного размера металлургического проката, заключающемся в том, что регистрируют величину световых потоков от двух участков с измеряемым и заданным размерами соответственно, проводят сравнение зарегистрированных величин и используют результаты при определении измеряемого размера проката, согласно изобретению, анализируют световые потоки от самосветящейся или освещенной поверхности проката, участки имеют область перекрытия с заданными размерами и отношение площадей, связанное с измеряемым размером заданной функциональной зависимостью, величины световых потоков регистрируют в течение интервала времени τ, а размер проката определяют, используя известную функциональную зависимость между сравниваемыми световыми потоками от участков, отношением их площадей и измеренным размером.
На фиг. 1 приведена функциональная схема, реализующая предлагаемый способ. На схеме показано прокатываемое изделие 1 и измерительное устройство, содержащее объектив 2, расщепитель светового потока 3, полевые диафрагмы 4 и 5, расположенные в плоскостях изображения поверхности прокатываемого изделия. Далее на пути расщепленных пучков помещены фотоприемные устройства 6 и 7, выходы которых подключены соответственно к измерителям 8 и 9 сигнала, интегрированного в заданном временном окне. Выходы измерителей подключены к измерителю отношения сигналов 10, выход которого подсоединен к входу измерителя поперечного размера проката 11.
Устройство действует следующим образом. Изображение заданной области движущейся поверхности прокатываемого изделия формируется объективном 2 через расщепитель светового потока 3 в плоскости полевых диафрагм 4 и 5. Световой поток, формирующий изображение, образуется за счет самосвечения поверхности горячего проката либо в случае холодного проката за счет стороннего освещения поверхности когерентным или некогерентным источником. Полевая диафрагма 4 ограничивает в плоскости изображения площадку, оптически сопряженную площадке на поверхности изделия, ограниченной контуром ABDE. Полевая диафрагма 5 выделяет площадку, оптически сопряженную участку поверхности, ограниченному контуром ACDE.
Контуры ABDE и ACDE выбираются таким образом, чтобы отношение площадей, ограничиваемых этими контурами, определялось известной функцией f текущего поперечного размера изделия:
S1 / S2 = f(b).
Здесь S1 - площадь фигуры, ограниченной контуром ACDE; S2 - площадь фигуры, ограниченной контуром ABDE; b - текущий размер прокатываемого изделия. Световой поток I1 от площадки S1 определяется пространственно-временным распределением энергетической светимости, интегрированной по пространственному окну S1 и заданному временному окну τ
Здесь ϕ[x-vt,y] - энергетическая светимость поверхности площадки S1 как функция пространственных координат x,y и времени t; v - скорость движения поверхности изделия; i - индекс, обозначающий порядковый номер временного интервала, в пределах которого осуществляется отсчет i-го измерения;N - общее число отсчетов в выборке. Для определенности направление движения изделия совмещено с направлением координатной оси ox.
По аналогии для светового потока I2 от площадки S2, ограниченной контуром ABDE, имеем:
Здесь g[x-vt, y] - энергетическая светимость поверхности в пределах площадки S2 как функция пространственных координат x,y и времени t.
Выбор формы и расположения площадок S1, S2, а также выбор временного окна τ осуществляются исходя из требования, чтобы энергетические светимости, устраненные по пространственным окнам S1, S2 и временному окну τ были одинаковы. Это требование реализуется, если площадки S1 и S2 выбраны так, чтобы при движении они пересекались одними и теми же элементами пространственной структуры поверхности движущегося изделия, а усреднение по временному окну τ и пространственным окнам S1 и S2 сглаживало влияние различий в форме и расположении выделенных участков.
Тогда
I1i/S1 = I2i/S2 (4)
где I1i и I2i - световые потоки от площадок S1 и S2, интегрированные во временном окне (ti, ti + τ).
Отсюда S1/S2 = I1i/I2i (5)
Поскольку S1/S2 есть известная функция от размера bi,можно записать
S1/S2 = f(bi),(6)
где bi i-й отсчет линейного размера изделия, соответствующий временному интервалу (ti ti + τ ) и определенный по длине vτ.
Из (5) и (6) имеем:
f(bi) = ηi′ (7)
где ηi = I1i/I2i.
Решая уравнение (7) относительно bi, получаем искомый отсчет поперечного размера проката, определенный по заданной области.
На функциональной схеме, показанной на фиг.1, в качестве примера площадка S1 выбрана в виде трапеции, высота которой AE = b, малое основание ED = a и угол между высотой и стороной DC равен ψ.
Для площадки S1 имеем:
Соответственно площадка S2 выбрана в виде прямоугольника ABDE со сторонами AE = BD = b, AB = DE = a:
S2 = ab,
где a - известный заданный размер, b - размер, подлежащий измерению.
Рассмотрим обычный в металлургической практике случай, когда нижняя кромка изделия не колеблется по оси oy и перемещается только по оси ox на фиксированном уровне y = 0. На фиг.1 эта ситуация обозначена с помощью заштрихованных опор.
Из выражений (8) и (9) получаем для отношения площадей:
Подставляя (10) в (7), получаем:
Решая уравнение (11) относительно bi, находим
Например, для ψ = 30o
Таким образом мы определили отсчет поперечного размера прокатываемого изделия на i-ом интервале длины.
Рассмотрим ситуацию, когда прокат подвержен колебаниям по оси oy. В этом случае предлагаемый способ реализуется применением двух измерительных каналов, действующих по функциональной схеме, представленной на фиг.1.
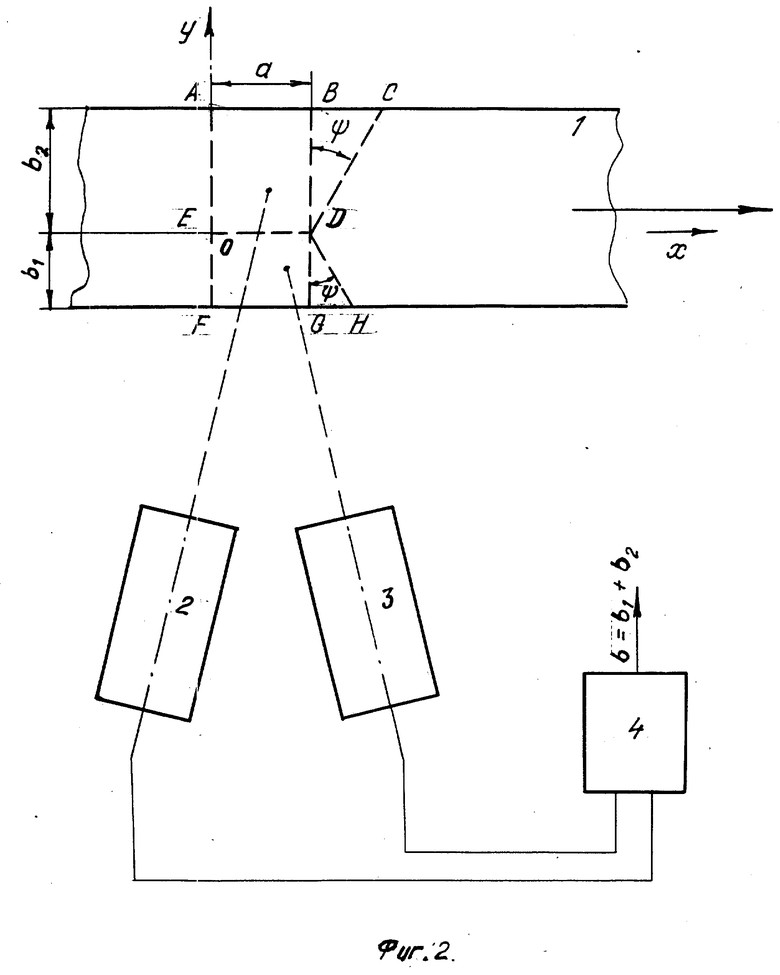
На фиг. 2 показана функциональная схема, реализующая способ в случае поперечных колебаний проката. Схема содержит изделие 1, измерительные устройства 2 и 3, идентичные измерительному устройству, приведенному на фиг.1. К выходам измерителей 2 и 3 подключена суммирующая схема 4. Измерительное устройство 2 сравнивает световые потоки от площадок, ограниченные контурами ACDE и ABDE, и измеряет величину b1i, представляющую часть искомого поперечного размера bi. Измеритель 3 сравнивает световые потоки от площадок, ограниченных соответственно контурами EDHF и EDGF, определяя часть b2i искомого размера bi. Сумма величин b1i и b2i дает значение измеряемого поперечного размера bi:
bi = b1i + b2i.
Пусть как и в случае, показанном на фиг.1, в каждом измерительном канале сравниваются световые потоки от площадок, ограниченных прямоугольником и трапецией. В первом измерительном канале это соответственно ABDE и ACDE. Во втором измерительном канале по аналогии имеем измерительную площадку в контуре EDGF и трапецию в контуре EDHF. Отсюда на выходе измерителя 2, соответствующего первому каналу, согласно выражению (12), имеем для величины b1i:
b1i= 2a(ηi-1)ctgψ. (14)
На выходе измерителя 3, соответствующего другому каналу, имеем по аналогии:
Здесь  - световые потоки соответственно от трапецеидальной и прямоугольной площадок во втором измерительном канале.
- световые потоки соответственно от трапецеидальной и прямоугольной площадок во втором измерительном канале.
Из (14) и (15) получаем для полного поперечного размера проката:
Например, для ψ = 30o,
Таким образом, даже в случае колебаний прокатываемого изделия предлагаемое изобретение выполняет поставленную задачу.
Очевидное достоинство предлагаемого способа - возможность его реализации простыми техническими средствами,исключающими необходимость в механических или оптических лазерных сканаторах. Тем самым обеспечивается надежная длительная эксплуатация измерителей в технологических процессах для контроля габаритных размеров горячего и холодного металлургического проката.
Предлагаемое изобретение реализовано в виде действующего макета измерительного устройства с обработкой сигналов на персональном компьютере. Работоспособность измерительного устройства успешно подтверждена на станах горячей прокатки в реальных производственных условиях металлургического завода.
Источники информации:
1. В.Я. Ободан. Автоматический контроль размеров сечения сортового проката и труб: М.: Метрология, 1985, с.36 - 39.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И ФОРМЫ МЕТАЛЛУРГИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2098755C1 |
| СПОСОБ ЛАЗЕРНОГО ИЗМЕРЕНИЯ ВЕКТОРА СКОРОСТИ | 1995 |
|
RU2108585C1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ И РАЗМЕРОВ ЧАСТИЦ В ПОТОКЕ | 1992 |
|
RU2029307C1 |
| Лазерный анемометр | 1990 |
|
SU1789932A1 |
| Лазерный измеритель вектора скорости | 1988 |
|
SU1638625A1 |
| УСТРОЙСТВО ОБРАБОТКИ СИГНАЛА ЛАЗЕРНОГО ДОПЛЕРОВСКОГО АНЕМОМЕТРА | 1988 |
|
RU2006867C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО РАЗМЕРА ПРОКАТА | 1994 |
|
RU2104483C1 |
| Лазерный доплеровский измеритель скорости | 1988 |
|
SU1569715A1 |
| Устройство для измерения скорости и длины объекта | 1988 |
|
SU1610438A1 |
| Способ измерения поля скорости движущихся сред | 1976 |
|
SU567141A1 |
Использование: область измерительной техники и может найти применение в черной и цветной металлургии для измерения габаритных размеров сортового, листового или трубного проката, а также в других отраслях промышленности, связанных с необходимостью бесконтактного контроля линейных размеров. Сущность изобретения: способ оптического измерения поперечного размера металлургического проката заключается в том, что регистрируют величину световых потоков от двух участков и измеряемым и заданным размерами соответственно проводят сравнение зарегистрированных величин и используют результаты при определении измеряемого размера проката. Анализируют световые потоки от самосветящейся или освещенной поверхности проката, участки имеют область перекрытия с заданными размерами и отношение площадей, связанное и измеряемым размером заданной функциональной зависимостью, величины световых потоков регистрируют в течение интервала времени, а размер проката определяют, используя известную функциональную зависимость между сравниваемыми световыми потоками от участков, отношением их площадей и измеренным размером. 2 ил.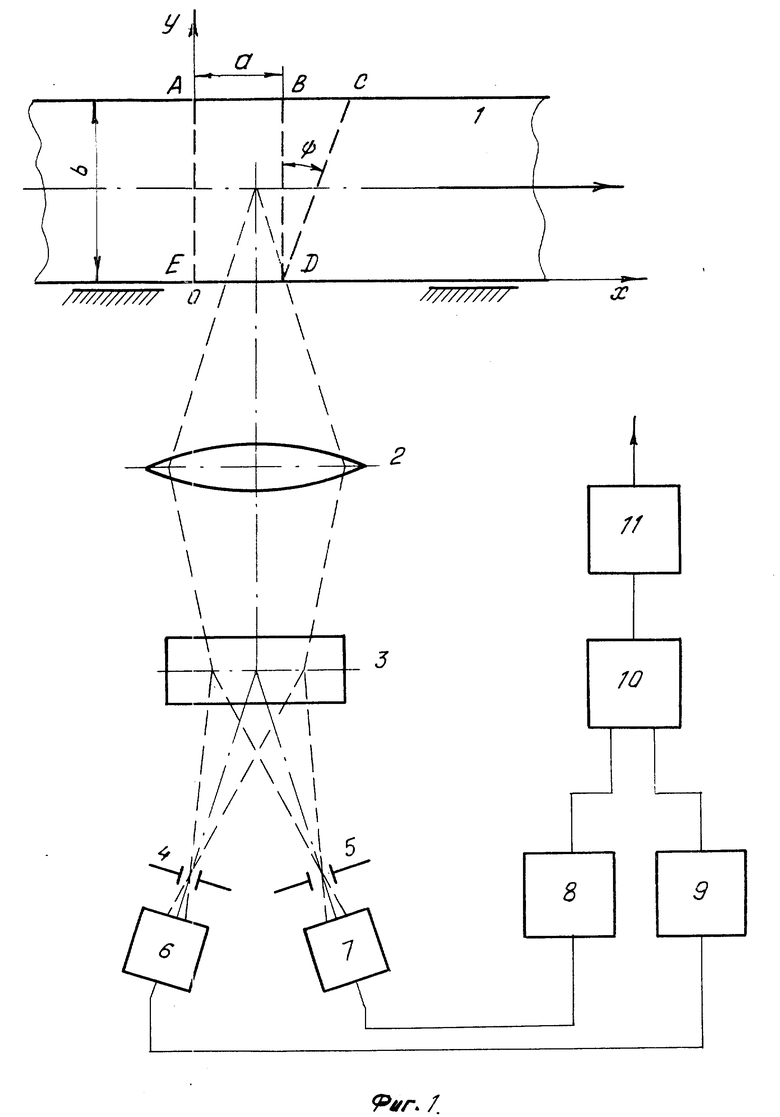
Способ оптического измерения поперечного размера металлургического проката, заключающийся в том, что регистрируют величину световых потоков от двух участков с измеряемым и заданным размерами соответственно, проводят сравнение зарегистрированных величин и используют результаты при определении измеряемого размера проката, отличающийся тем, что анализируют световые потоки от участков самосветящейся или освещенной поверхности проката, участки имеют область перекрытия с заданными размерами и отношение площадей, связанное с измеряемым размером заданной функциональной зависимостью, величины световых потоков регистрируют в течение интервала времени τ, а размер проката определяют, используя функциональную зависимость между сравниваемыми величинами световых потоков от участков, отношением их площадей и измеряемым размером.
| Ободан В.Я | |||
| Автоматический контроль размеров сечения сортового проката и труб.- М.: Метрология, 1985, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
