Изобретение относится к производству полупроводниковых приборов, а именно к технологии изготовления кремниевых пластин-подложек с низким содержанием структурных дефектов и фоновых примесей.
Наличие в исходных кремниевых подложках дефектов и фоновых примесей (прежде всего, кислорода, углерода, быстродиффундирующих атомов металлов Cu, Fe, Au и др.) в существенной мере ухудшает электрофизические, функциональные и надежностные характеристики, а также процент выхода годных дискретных полупроводниковых приборов и интегральных микросхем. Поэтому в технологии микроэлектроники широко используются различные методы геттерирования очистки или снижения концентрации нежелательных примесей и дефектов в исходных подложках и создаваемых на их основе элементах приборов.
Известен способ обработки кремниевых подложек, включающий их многократную циклическую термообработку при высоких (до 1470 К) и пониженных (до 870-900 К) температурах в инертной или окислительной атмосферах. При такой обработке, во-первых, очищается от примесей (главным образом, от кислорода) приповерхностный приборный слой подложек, а во-вторых, в объеме образуется область с повышенной концентрацией кристаллоорганических дефектов, которая является геттером для примесей и дефектов на всех технологических операциях. Эта область с нарушениями, называемая "внутренним геттером", возникает вследствие преципитации кислорода и частичного углерода с образованием частиц второй фазы (SiOx, x≅2 и SiC), которые при высоких температурах способны генерировать дислокационные петли, являющиеся стоком для примесей и неравномерных собственных точек дефектов.
Недостаток способа "внутреннего геттерирования" в том, что для формирования структурного нарушенного (геттерирующего) слоя в объеме кристаллов требуется проведение длительных (более 10 ч) термообработок, что сопряжено с большими энергозатратами. Другой недостаток этого способа низкая воспроизводительность геттерирующих свойств, которые определяются концентрацией и производственным распределением примесей и дефектов, накапливающихся в кристаллах при выращивании слитков и изготовлении подложек. Неравномерность распределения ростовых дефектов и примесей по слитку приводит к различиям в структуре геттерирующих слоев на пластинах или приборных композициях однотипных партий, т.е. снижению воспроизводимости при групповой технологии изготовления приборов.
Известны способы обработки кремниевых подложек и структур, включающие создание на нерабочей стороне кристаллографически нарушенных слоев путем механического, лазерного или ионного воздействия, а также нанесением пленок из материалов с отличными от кремния физико-механическими свойствами. Геттерирование в этих способах осуществляется за счет поглощения при высокотемпературных отжигах подложек и структур фоновых примесей и неравновесных собственных точечных дефектов нарушенными слоями или пленками. Из этой совокупности способов одним из перспективных считается технология геттерирования с помощью слоев пористого кремния, формируемого анодной обработкой на нерабочей стороне кремниевых подложек.
Наиболее близким способом обработки кремниевых подложек является способ, включающий формирование анодной обработкой в растворе фтористоводородной кислоты на нерабочей стороне подложек слоя пористого кремния, отжиг подложек в инертной атмосфере, окисление пористого кремния и удаление окислительного слоя. Пористый кремний обладает развитой поверхностью и поэтому является емким стоком для фоновых примесей и собственных точечных дефектов. Анодный процесс формирования пористого кремния (чаще всего в водных или спиртовых растворах фтористоводородной кислоты) достаточно хорошо контролируем, может проводиться на материалах с различным типом и величиной электропроводности (на кремнии с электронной проводимостью или высокоомных образцах анодные реакции дополнительно стимулируют освещением поверхности (и позволяет получать слои с разной плотностью (пористостью), т.е. варьировать геттерирующие свойства.
Основной недостаток известного способа в том, что необходимый для активации процесса геттерирования отжиг в инертной среде, проводимый при температурах до 1270-1300 К, сопровождается спеканием пористого кремния, т.е. частичным захлопыванием сквозных пор, а это приводит к снижению эффективности геттерирования примесей и дефектов. Другими словами, при использовании этого способа в подложках сохраняется достаточно высокая концентрация нежелательных примесей и дефектов, негативно влияющих на характеристики приборов.
Техническим результатом заявляемого способа является снижение концентрации фоновых примесей и дефектов за счет подавления процесса спекания пористого кремния при высокотемпературном отжиге.
Технический результат достигается тем, что производят формирование анодной обработкой в растворе фтористоводородной кислоты на нерабочей стороне подложки слоя пористого кремния, при этом во время анодирования подложки упруго деформируют изгибом, затем производят отжиг в инертной атмосфере, при этом также подложку упруго деформируют изгибом, меняя знак деформации на противоположный, производят окисление пористого кремния и удаление окисленного слоя.
Новым, необнаруженным при анализе научно-технической и патентной литературы, в заявленном способе является то, что во время анодной обработки и отжига в инертной атмосфере подложки упруго деформируют изгибом, создавая в слое пористого кремния противоположные по знаку механические напряжения.
Технический результат при реализации заявляемого способа достигается благодаря тому, что упругое деформирование изгибом подложек со сменой знаков механических напряжений (растяжение или сжатие на сжатие или растяжение), действующих в слое пористого кремния, во время анодной обработки и последующего отжига в инертной среде, препятствует спеканию пор при высоких температурах. Это происходит, во-первых, из-за изменения геометрических размеров микроструктуры пор во время смены знака деформации в слое пористого кремния при переходе от анодной обработки к отжигу, а во-вторых, вследствие дополнительной генерации неравновесных собственных точечных дефектов в поле упругих напряжений, которые подавляют процесс заростания пор и усиливают эффект геттерирования. Эффективность геттерирования по заявленному способу не зависит от того, какой знак напряжений был на операции анодирования или отжига. Важно, чтобы осуществлялась последовательная смена знаков деформации, т.е. если при анодной обработке формируемый слой пористого кремния находился в состоянии сжатия (анодируемая нерабочая сторона подложки вогнутая), то при последующем отжиге подложка прогибается в противоположную сторону и в пористом кремнии действуют растягивающие напряжения (нерабочая сторона-выпуклая).
Заявляемый способ осуществляют следующим образом. На нерабочем стороне (т.е. на стороне, где не будут создаваться активные области приборов) прошедших стандартную абразивную и химическую подготовку подложек путем анодной обработки в водном или спиртовом растворе фтористоводородной кислоты формируют слои пористого кремния. Концентрацию кислоты в электролите и режимы анодной обработки выбирают в соответствии с условиями получения слоев толщины и пористости (плотности). Технология формирования слоев пористого кремния с требуемыми свойствами хорошо известна и описана.
Для геттерирования обычно используют слой толщиной 8-10 мкм с пористостью 50-56% Корректировку режимов анодирования и параметров пористого кремния для партии однотипных подложек из конкретного материала (удельное электросопротивление, тип проводимости, особенности примесно-дефектного состава) проводят по результатам исследований, предварительно выполненных на подложках-спутниках из этого же материала. При анодировании подложки упруго деформируют симметричным изгибом с помощью известного устройства. Устройство состоит из кольцевой опоры и кольцевого пуансона, диаметр которого меньше диаметра опоры. Соединение опоры и пуансона осуществляется через микрометрическую резьбу. Деформирование изгибом проводят путем вворачивания пуансона в опору, на которой размещена подложка. В зависимости от того, какой стороной (рабочей или нерабочей) подложка ориентирована по отношению к пуансону, получают выпуклую или вогнутую анодирующую поверхность. Знак деформации (сжатие или расширение) и ее величину определяют любым из известных методов, например рентгеновским по имерениям кривизны или по замерам стрелы прогиба подложек, фиксируемой многооборотным индикатором часового типа МИГ-1. Предварительно до обработки подложек, предназначенных для проведения операций конкретного технологического маршрута, на подложках-спутниках определяют критические значения деформации (прогиба), при которых в материале данного типа при анодной обработке и последующем отжиге в упруго-напряженном состоянии начинается микропластическая деформация или локальное хрупкое разрушение. Для этого после деформации подложек-спутников в заданных режимах их структуру исследуют известными методами: металлографически с использованием избирательного химического травления, рентгеновской топографией и дифрактометрией, электронной микроскопией и др.
После формирования слоя пористого кремния заданной толщины и плотности подложки переворачивают в устройстве для деформирования и вновь нагружают вворачиванием пуансона в опору. При этом знак деформации пористого кремния будет обратным тому, который был при анодировании. В таком состоянии подложки отжигают в потоке аргона или азота при температурах до 1300 К в течение времени, достаточном для диффузии геттерирующих примесей и дефектов из объема к пористому кремнию. Температурный диапазон отжига и его длительность либо оценивают расчетным путем (как решение стандартных диффузионных задач), либо находят экспериментально по результатам исследований подложек-спутников. После отжига подложки вынимают из деформирующего устройства и подвергают термическому окислению при температуре 1100-1173 К в течение времени, необходимого для полного проокисления слоя пористого кремния данной толщины. Обычно это время не превышает 1 ч. Далее подложки обрабатывают в травителе (например, во фтористоводородной кислоте) до полного удаления слоя окисленного пористого кремния, после чего они подвергаются стандартной очистке, сушке и затем передаются на последующие технологические операции.
Заявляемый способ экспериментально апробирован при изготовлении подложек из кремния различных марок: КДБ-12, КДБ-0,01, КДБ-0,005, КЭС-0,01, КДА-0,06 с ориентацией поверхности [001] и [III]
Подложки подвергали стандартной механической и химической обработкам с финишным химико-динамическим полированием рабочей стороны и химико-механическим полированием нерабочей. Окончательная толщина подложек в зависимости от диаметра (40 и 100 мм) варьировалась от 250 до 500 мкм. Перед формированием пористого кремния поверхность подложек очищали и обезжиривали кипячением в толуоле. Слои пористого кремния на нерабочей стороне подложек формировали анодной обработкой в водном растворе фтористоводородной кислоты с концентрацией 20-25% при плотностях анодного тока в диапазоне 5-20 мА/см2. Режимы обработки для конкретного типа кремния определяли по результатам исследований подложек-спутников, на которых создавали слои пористого кремния толщиной 8-10 мкм (для подложек толщиной 250 мкм) и 20-25 мкм на пластинах толщиной 500 мкм. Упругое деформирование подложек осуществляли с помощью устройства, описанного выше. Предельное значение деформации при анодировании и отжиге в потоке аргона при 1270 К в течение 30-60 мин, начиная с которой в подложках начинается микропластическое течение, определяли по картинам селективного химического травления и рентгеновским топограммам "на прохождение" (метод Ланга).
Примесный и дефектный состав приповерхностных слоев подложек вблизи рабочей стороны (т.е. вблизи стороны, на которой должны формироваться активные области приборов до и после геттерирования) исследовали методами рентгеновской трехкристаллической дифракции, избирательным химическим травлением в травителе Сиртла и масс-спектрометрии вторичных ионов. Спектры ВИМС снимали на ионном микрозонде УАЗ.ОП.3-0,0001-008 с квадрупольным фильтром масс. В качестве первичных ионов использовали ионы кислорода с энергией 10 кВ с плотностью тока, обеспечивающей скорость ионного травления подложек не более 1 нм/с. Растр ионного пучка составлял 0,5-0,5 мм2. Спектр вторичных ионов снимали не менее, чем в 10 точках исследуемой поверхности подложек.
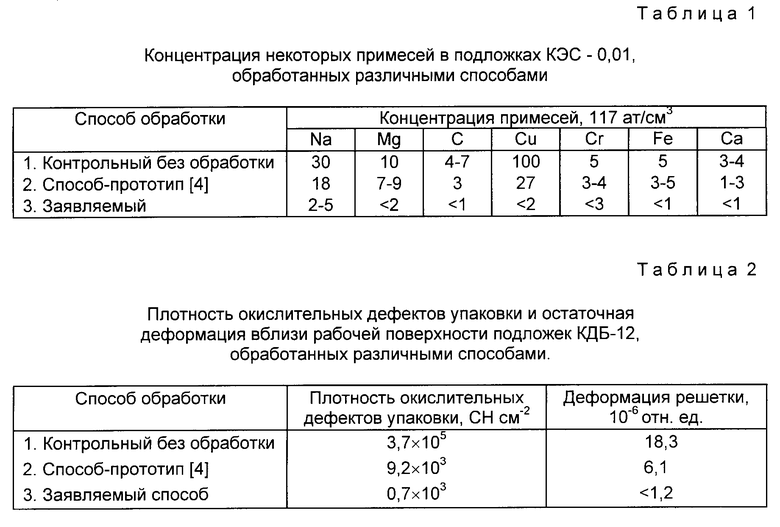
Пример 1. Исследовали примесный состав вблизи рабочей стороны подложек КЭС-0,01 (III), обработанных по способу-прототипу и по заявляемому способу. Слой геттерирующего пористого кремния имел толщину 10 мкм. При использовании заявляемого способа во время анодирования подложки деформировали изгибом так, чтобы в слое пористого кремния действовали сжимающие напряжения величиной 260-8 МПа, а при последующем отжиге в аргоне-растягивающие напряжения 90-11 МПа. После отжига и снятия деформации подложки окисляли в потоке кислорода при 1200 К в течение 30 мин, стравливали окисел и снимали спектры ВИМС. Полученные результаты приведены в табл. 1.
Как видно из табл. 1, заявляемый способ позволяет более эффективно по сравнению с известными удалять не только быстродиффундирующие примеси (Cu, Fe и др. ), но и обладающие сравнительно низкими коэффициентами диффузии, например, углерод. Для униполярной технологии важным оказывается и то, что заявляемый способ существенно снижает концентрацию вблизи рабочей поверхности щелочных и щелочно-земельных металлов, ответственных за низкие характеристики и деградацию МОП- и КМОП интегральных схем.
Пример 2. По способу-прототипу [4] и заявляемому способу обрабатывали подложки кремния КДБ-12(001). Толщина пористого кремния не нерабочей стороне составляла 22-25 мкм. При обработке по заявляемому способу во время анодирования в пористом кремнии создавали растягивающие напряжения величиной 300-16 МПа, а в потоке аргона напряжения сжатия 87-11 МПа. После геттерирующей обработки и стравливания окисленного пористого кремния подложки вновь окисляли во влажном кислороде при 1430 К в течение 30 мин. Затем на рабочей стороне подложек по картинам селективного травления определяли плотность окисленных дефектов упаковки, а на рентгеновском трехкристальном селектометре - деформацию кристаллической решетки вблизи поверхности, создаваемую этими дефектами. Точность определения деформации была не хуже 1,2•10.
Полученные результаты приведены в табл. 2.
Из данных табл. 2 видно, что геттерирование примесей, являющихся центрами зарождения окислительных дефектов упаковки, и возникающих при окислении кремния точечных дефектов (главным образом, собственных междоузельных атомов), ответственных за рост дефектов упаковки, наиболее эффективно происходит при использовании обработки подложек по заявленному способу. Необходимо отметить также, что уменьшением деформации подложек, обработанных по заявленному способу, обеспечивается повышение воспроизводимости результатов технологических воздействий на всех последующих этапах формирования активных элементов приборов, а в конечном итоге увеличение выхода годных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 1997 |
|
RU2120682C1 |
| СПОСОБ ПОДГОТОВКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 1996 |
|
RU2110115C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОДЛОЖЕК КРЕМНИЯ | 1997 |
|
RU2134467C1 |
| СПОСОБ ОБРАБОТКИ ПЛАСТИН МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 1996 |
|
RU2119693C1 |
| СПОСОБ ОБРАБОТКИ ПЛАСТИН КРЕМНИЯ | 1996 |
|
RU2105381C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1998 |
|
RU2137253C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ЭПИТАКСИАЛЬНЫХ СЛОЕВ ПОЛУПРОВОДНИКОВЫХ СТРУКТУР | 1999 |
|
RU2176422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕМНИЕВЫХ СТРУКТУР СО СКРЫТЫМ ДИЭЛЕКТРИЧЕСКИМ СЛОЕМ | 1998 |
|
RU2151446C1 |
| СПОСОБ ОБРАБОТКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 2000 |
|
RU2172537C1 |
| СПОСОБ КОНТРОЛЯ ОДНОРОДНОСТИ СЛОЕВ ПОРИСТОГО КРЕМНИЯ НА МОНОКРИСТАЛЛИЧЕСКОМ КРЕМНИИ | 1996 |
|
RU2119694C1 |
Использование: в производстве полупроводниковых приборов, а именно в технологии изготовления кремниевых пластин-подложек с низким содержанием дефектов и фоновых примесей. Сущность изобретения: производят формирование анодной обработкой в растворе фтористоводородной кислоты на нерабочей стороне подложки слоя пористого кремния, при этом во время анодирования подложки упруго деформируют изгибом, затем производят отжиг в инертной атмосфере, при этом также подложку упруго деформируют изгибом, меняя знак деформации на противоположный, производят окисление пористого кремния и удаление окисленного слоя. 2 табл.
Способ обработки кремниевых подложек, включающий формирование анодной обработкой в растворе фтористо-водородной кислоты на нерабочей стороне подложек слоя пористого кремния, отжиг в инертной атмосфере, окисление пористого кремния и удаление окисленного слоя, отличающийся тем, что во время анодной обработки и отжига в инертной атмосфере подложки упруго деформируют изгибом, создавая в слое пористого кремния противоположные по знаку механические напряжения.
| Лабунов В.А | |||
| и др | |||
| Современные методы геттерирования в технологии полупроводниковой электроники | |||
| - Зарубежная электронная техника | |||
| - М.: ЦНИИ "Электроника", 1983, N 11, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Лабунов В.А | |||
| и др | |||
| Пористый кремний в полупроводниковой электронике.- Зарубежная электронная техника | |||
| - М.: ЦНИИ "Электроника, 1978, N 15, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
