Изобретение относится к области микроэлектроники, а именно к технологии изготовления пластин-подложек из монокристаллического кремния с геттерирующими слоями.
В настоящее время для улучшения электрофизических, функциональных и надежностных характеристик полупроводниковых приборов широко используются различные методы очистки (геттерирования) исходных пластин-подложек от фоновых примесей и структурных дефектов с помощью слоев с кристаллографическими нарушениями, формируемыми вне областей расположения активных элементов приборов.
Известен способ изготовления кремниевых подложек, включающий механическую и химическую обработки поверхности рабочей и нерабочей сторон подложек и создание на нерабочей стороне структурно нарушенного слоя путем абразивной обработки или облучения потоками высокоэнергетических частиц (ионов) или фотонов (лазерным излучением) [1]. Этот способ позволяет геттерировать быстродиффундирующие примеси и собственные точечные дефекты во время высокотемпературных операций (окисление, эпитаксия и т.д.) и подавляет образование стабильных нарушений типа дефектов упаковки или частиц второй фазы.
Недостатками известного способа являются:
- макроскопический изгиб пластин вследствие неоднородного распределения связанных с геттерирующим слоем механических нарушений, приводящий к браку на этапе литографии;
- неконтролируемое загрязнение пластин примесями при формировании нарушенного слоя и последующее попадание этих примесей в активные области приборов;
- сложность в обеспечении воспроизводимости свойств геттерирующих слоев на подложках с различной степенью исходного (ростового) структурного совершенства.
Наиболее близким техническим решением к заявляемому является способ изготовления кремниевых подложек, включающий механическую и химическую обработки поверхности рабочей и нерабочей сторон подложек, трехстадийный отжиг при высоких и низких температурах для формирования внутреннего геттерирующего слоя из примесно-дефектных преципитатов, а также для очищения от кислорода приповерхностной зоны подложек, в которой будут создаваться активные области приборов [2]. Согласно этому способу кремниевые подложки с механически и химически подготовленной поверхностью подвергают отжигу в инертной (реже в окислительной) атмосфере, который проводят в три стадии. На первой, высокотемпературной, осуществляемой при температуре 1320±50 К, происходит экстрагирование междоузельного кислорода из приповерхностных слоев подложек и начинается зарождение примесно-дефектных преципитатов (комплексов из кислорода, углерода и других фоновых примесей с собственными точечными дефектами кремния) в объеме, т.е. внутри подложек. На второй стадии отжига при температурах 790-920 К активизируется процесс зарождения преципитатов и начинается их рост. Для интенсификации роста преципитатов и формирования термодинамически устойчивого "внутреннего" нарушенного слоя, который служит геттером, на третьей стадии отжиг проводят вновь при повышенной температуре порядка 1273 К. Длительность термообработки на каждой из стадий может колебаться от долей до десятков часов и определяется эмпирическим путем в зависимости от свойств исходного материала (в частности, каким способом выращивался слиток), особенности подготовки поверхности и задач, которые предстоит решать на подложках данного типа. Последние, например, определяют глубину очищенной от примесей приповерхностной области, требуемую для данного типа приборов, а следовательно, и длительность первой высокотемпературной стадии отжига.
Использование известного способа в технологии позволяет существенно снижать концентрацию фоновых быстродиффундирующих примесей в областях расположения активных элементов приборов, а также уменьшать содержание примесно-дефектных кластеров, ответственных за возникновение и рост эпитаксиальных или окислительных дефектов упаковки. Кроме того, этот способ не приводит к изгибу подложек в отличие от геттерирования структурно нарушенными слоями на нерабочей стороне, поскольку внутренний геттер расположен симметрично по толщине подложек и не вызывает появления изгибающего их момента. Применение внутреннего геттера уменьшает также вероятность загрязнения активных областей неконтролируемыми примесями.
Недостатком данного способа является то, что его эффективность, т.е. степень очистки приповерхностных слоев подложек от фоновых примесей и дефектов, в первую очередь зависит от концентрации и однородности распределения геттерирующих примесно-дефектных преципитатов в объеме пластин. Эффективность геттерирования тем ниже, чем меньше концентрация преципитатов и выше неоднородность их распределения в пределах области внутреннего геттера. Обе эти характеристики эффективности (т.е. емкости) внутреннего геттерирующего слоя определяются, главным образом, объемной концентрацией, типом и характером пространственного распределения примесей и дефектов (микродефектов), возникших при выращивании кремниевых слитков и являющихся основными центрами зарождения геттерирующих преципитатов. К настоящему времени экспериментально и теоретически доказано, что ростовые примесно-дефектные пластеры и фоновые примеси в слитках кремния (и других полупроводниковых материалов) имеют неравномерный и неоднородный характер распределения как в поперечном, так и в продольном сечениях слитков. Вследствие этого при использовании известного способа эффективность формируемого внутреннего геттера существенно изменяется как от подложки к подложке в пределах однотипной партии, полученной из одного слитка, так и по сечению (в первую очередь по поверхности рабочей стороны) каждой отдельной пластины. В результате из-за низкой воспроизводительности геттерирующих свойств внутреннего нарушенного слоя, формируемого по способу-прототипу, в приповерхностных слоях сохраняются зоны, в которых могут накапливаться фоновые примеси и возникать дефекты при окислении, эпитаксии и других технологических операциях.
Таким образом, основным недостатком известного способа является низкая воспроизводимость по степени структурного совершенства приповерхностных слоев подложек, в которых создаются активные области приборов.
Техническим результатом является повышение структурного совершенства приповерхностных слоев кремниевых подложек за счет повышения воспроизводимости и эффективности процесса внутреннего геттерирования фоновых примесей и кристаллографических дефектов.
Технический результат достигается тем, что в способе изготовления кремниевых подложек, включающем механическую и химическую обработки поверхности рабочей и нерабочей сторон подложек, трехстадийный отжиг при высоких и низких температурах для формирования внутреннего геттерирующего слоя, перед второй низкотемпературной стадией отжига подложки с рабочей стороны облучают потоком альфа-частиц от радионуклидного источника, фиксируют изменение периода кристаллической решетки приповерхностных слоев вблизи нерабочей стороны подложек и прекращают облучение после стабилизации периода решетки.
Известное (Волков А.Ф., Зайцев Н.А., Суровиков М.В. "Влияние термических операций на характеристики кремния" - Обзоры по электронной технике. Сер. 6, "Материалы", 1993, вып. 10 (992), с. 49) понятие "низкотемпературная стадия" относится к термообработкам кремния, проводимым до T≤ 920 К, а "высокотемпературная" - от 950 К до температуры плавления (1690 К).
Новым, не обнаруженным при анализе патентной и научно-технической литературы, в заявленном способе является то, что перед второй низкотемпературной стадией отжига подложки с рабочей стороны облучают потоком альфа-частиц от радионуклидного источника. Фиксируют изменение периода кристаллической решетки приповерхностных слоев вблизи нерабочей стороны подложек и прекращают облучение после стабилизации периода решетки. Эти признаки являются существенными и необходимыми для достижения поставленной цели.
Заявляемый способ осуществляют следующим образом. После резки слитков на пластины, удаления структурно нарушенных слоев механической и химической обработки, финишного химико-механического или химико-динамического полирования рабочей стороны, подложки подвергают отжигу в вакууме или атмосфере инертного газа. Отжиг проводят в три стадии. Сначала отжигают при высоких температурах в пределах 1273 - 1373 К в течение такого времени, которое достаточно для диффузии и экстракции кислорода и частично углерода из приповерхностных слоев подложек с глубин, определяемых конструктивно-топологическими параметрами создаваемых на последующих технологических этапах активных элементов дискретных приборов или интегральных микросхем. После охлаждения подложек любым из известных методов, например рентгенодифрактометрическим, определяют период решетки приповерхностных слоев вблизи нерабочей стороны и затем начинают облучение подложек с противоположной рабочей стороны потоком альфа-частиц от радионуклидного источника, например, на основе полония-210 или плутония-238. В процессе облучения непрерывно или с дискретным шагом фиксируют изменение периода кристаллической решетки или относительное приращение периода в сравнении с аналогичным параметром для эталонного, необлучаемого кристалла кремния, т. е. определяют изменение деформации приповерхностных слоев вблизи нерабочей стороны подложек. После того как значения деформации перестали изменяться, т.е. стабилизировались, облучение прекращают и подложки подвергают низкотемпературному отжигу при температуре из интервала 790-920 К в той же среде, как и на первой высокотемпературной стадии. Длительность отжига, найденная расчетным или экспериментальным методами, должна обеспечивать образование и рост зародышей преципитатов в слое внутреннего геттера до размеров и концентрации, устойчивых как при данном низкотемпературном, так и при последующем высокотемпературном отжигах. Обычно на практике подложки из промышленного кремния отжигают на второй стадии в течение 2 - 16 ч, определяя необходимое время по результатам предварительных экспериментов на подложках-спутниках. После низкотемпературной стадии подложки нагревают до температуры из диапазона 1273±50 К и отжигают до полного образования внутреннего геттерирующего слоя, т.е. до образования преципитатов такого размера и концентрации, которые при данной температуре остаются неизменными в течение всего периода термообработки на третьей стадии.
Необходимо отметить, что выбор и контроль необходимых значений длительности отжига на каждой из трех стадий можно осуществлять также по измерениям деформации кристаллической решетки приповерхностных слоев вблизи нерабочей стороны подложек спутников, идентичных по структуре и свойствам обрабатываемым пластинам, которые подвергаются в тех же режимах радиационному и термическому воздействиям, периодически прерываемым для проведения операции измерения.
Технический результат при реализации заявляемого способа достигается благодаря следующим факторам:
1. Облучение альфа-частицами подложек с рабочей стороны до начала низкотемпературной стадии отжига приводит к образованию дополнительных к исходным (ростовым) центров зарождения примесно-дефектных преципитатов. Такими центрами служат устойчивые при температурах проведения второй стадии отжига комплексы радиационных дефектов, а также их ассоциации с исходными нарушениями (в т.ч., с примесями), возникающими при облучении кремния.
2. Дополнительные центры преципитации образуются в области упругих потерь энергии альфа-частицами, т.е. в конце их пробега. При облучении кремния альфа-частицами от радионуклидных источников (энергия частиц в диапазоне 4 - 6 МэВ) величина пробега составляет 15,6 - 29,3 мкм (Коноплева Р.Ф., Остроумов В.Н. Взаимодействие заряженных частиц высоких энергий с германием и кремнием. - М.: Атомиздат, 1975, 128 с), что соизмеримо с толщиной очищенной на первой высокотемпературной стадии от кислорода приповерхностной области подложек.
3. Плотность потока альфа-частиц от радионуклидных источников не превышает 109 - 1010 см-1 с-1, что препятствует образованию стабильных комплексов радиационных дефектов вдоль их треков, т.е. в очищенной области подложки.
4. Достаточно высокая однородность распределения альфа-частиц по энергиям в потоках, излучаемых радионуклидными источниками, обеспечивает однородное и равномерное (в зоне упругих потерь энергии) пространственное распределение образующихся за счет радиационных дефектов центров преципитации в пределах слоя внутреннего геттера. Другими словами, облучение уменьшает степень разброса по концентрации геттерирующих примесно-дефектных преципитатов как по отдельно данной подложке, так и от пластины к пластине в пределах партии однотипного материала. Это повышает однородность геттерирования в любой из плоскостей очищенной от кислорода (углерода и пр.) приповерхностной зоне, параллельных рабочей поверхности подложек. Т.е. при облучении увеличивается воспроизводимость по степени структурного совершенства приповерхностных слоев подложек, в которых формируются активные области приборов.
5. Измерения периода или деформации кристаллической решетки вблизи нерабочей стороны подложки при облучении, во-первых, позволяют фиксировать процесс накопления геттерирующих центров во времени и ограничивать его длительность при достижении максимальной (для данного материала и условий облучения) концентрации таких центров, а во-вторых, дают возможность контролировать степень однородности распределения вводимых дефектов по геттерирующему слою путем сканирования зондирующего рентгеновского луча вдоль поверхности и, соответственно, по этим данным оптимизировать режимы и условия радиационной обработки.
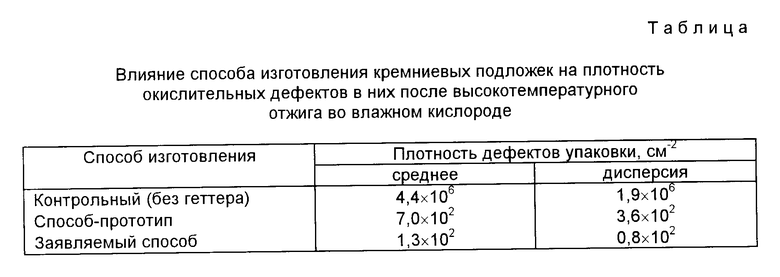
Пример. Исследовали влияние геттерирования по способу-прототипу и заявляемому на плотность дефектов упаковки в пластинах кремния марки КДБ-10 толщиной 350±10 мкм с ориентацией поверхности (III) после термического окисления во влажном кислороде при Т = 1400 К в течение 30 мин. Подложки готовили по стандартной технологии с финишным полированием нерабочей стороны алмазной пастой АСМ-0,5, а рабочую подвергали химико-динамическому полированию. Всего исследовали 12 подложек, каждую из которых разрезали на три части и из них формировали три партии образцов. Первую партию окисляли без предварительного формирования геттерирующего слоя в подложках (контрольные образцы). В подложках второй партии создавали слой внутреннего геттера по способу-прототипу: проводимый трехступенчатый отжиг в потоке осушенного аргона на первой стадии при 1273 К в течение 4 ч, на второй при 800 К в течение 6 ч и на третьей стадии - при 1273 К в течение 4 ч. В пластинах третьей партии внутренний геттер формировали по заявленному способу: трехстадийный отжиг проводили в тех же режимах, что и при реализации способа-прототипа, однако после окончания первой стадии высокотемпературного отжига подложки с рабочей стороны облучали потоком альфа-частиц с энергией 4,5±0,2 МэВ и плотностью потока (1,0 - 1,2)•109 см-2 с-1 от радионуклидного источника на основе полония-210. Облучение проводили в вакууме 10-7 мм рт.ст. при комнатной температуре. До и в процессе облучения периодически на рентгеновском трехкристальном спектрометре измеряли относительное приращение периода решетки в приповерхностных областях вблизи нерабочей стороны подложек. В качестве эталона при измерениях деформации использовали специально подготовленный структурно совершенный монокристалл кремния марки КДБ-20 (III). Точность определения деформации была не хуже ± 1,1•10-6 отн. ед. На всех облучаемых образцах было зафиксировано уменьшение остаточной деформации по сравнению с исходными значениями по мере набора дозы. Зафиксированное на различных образцах время стабилизации значений деформации составило 50 - 80 мин, т.е. длительность облучения перед второй ступенью отжига должна выбираться индивидуально, поскольку результат облучения (уменьшение остаточной деформации вблизи нерабочей стороны) зависит от особенностей спектра и концентрации примесно-дефектного состава каждой из обрабатываемых подложек.
После облучения альфа-частицами соответствующей длительности все подложки подвергали сначала низко-, а затем высокотемпературному отжигу в указанных выше режимах в аргоне.
Подложки всех трех партий окисляли в одинаковых режимах, и после этого на их рабочей стороне методами химического селективного травления в хромовом травителе Сиртла выявляли окислительные дефекты упаковки. Плотность дефектов упаковки измеряли на металлографическом микроскопе МИМ-7, рассчитывая среднее значение и дисперсию по 8 - 10 полям зрения с надежностью 0,95.
Результаты измерений плотности окислительных дефектов упаковки, усредненные по всем пластинам каждой из трех партий, приведены в таблице.
Из данных, представленных в таблице, видно, что:
1. Наличие внутреннего геттера существенно снижает плотность дефектов упаковки и их разброс по поверхности подложек по сравнению с аналогичными параметрами для контрольных образцов.
2. По сравнению с известным заявляемый способ более эффективно подавляет дефектообразование в кремниевых подложках при окислении и повышает воспроизведение дефектов подложек (уменьшение дисперсии почти в 4 раза).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 1996 |
|
RU2098887C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОДЛОЖЕК КРЕМНИЯ | 1997 |
|
RU2134467C1 |
| СПОСОБ ОБРАБОТКИ ПЛАСТИН МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 1996 |
|
RU2119693C1 |
| СПОСОБ ОБРАБОТКИ ПЛАСТИН КРЕМНИЯ | 1996 |
|
RU2105381C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1998 |
|
RU2137253C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ЭПИТАКСИАЛЬНЫХ СЛОЕВ ПОЛУПРОВОДНИКОВЫХ СТРУКТУР | 1999 |
|
RU2176422C2 |
| СПОСОБ ОБРАБОТКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 1997 |
|
RU2120682C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУР "КРЕМНИЙ НА ИЗОЛЯТОРЕ" | 1998 |
|
RU2139595C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2224330C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУР "КРЕМНИЙ НА ИЗОЛЯТОРЕ" | 2000 |
|
RU2193256C2 |
Использование: в области микроэлектроники, а именно в технологии изготовления пластин подложек из монокристаллического кремния с геттерирующими слоями. Сущность изобретения: производят механическую и химическую обработки поверхности рабочей и нерабочей сторон подложек, а затем трехстадийный отжиг при высоких и низких температурах для формирования внутреннего геттерирующего слоя, перед второй низкотемпературной стадией отжига подложки с рабочей стороны облучают потоком альфа-частиц от радионуклидного источника, фиксируют изменения периода кристаллической решетки приповерхностных слоев вблизи нерабочей стороны подложек и прекращают облучение после стабилизации периода решетки. 1 табл.
Способ изготовления кремниевых подложек, включающий механическую и химическую обработки поверхности рабочей и нерабочей сторон подложек, трехстадийный отжиг при высоких и низких температурах для формирования внутреннего геттерирующего слоя, отличающийся тем, что перед второй низкотемпературной стадией отжига подложки с рабочей стороны облучают потоком альфа-частиц от радионуклидного источника, фиксируют изменение периода кристаллической решетки приповерхностных слоев вблизи нерабочей стороны подложек и прекращают облучение после стабилизации периода решетки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лабунов В.А., Баранов И.Л., Бондаренко В.П., Дорофеев А.М | |||
| Современные методы геттерирования в технологии полупроводниковой электроники | |||
| Зарубежная электронная техника | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Немцев Г.З., Пекарев А.И., Чистяков Ю.Д | |||
| Очистка кремния от примесей с помощью внутреннего геттера | |||
| Микроэлектроника | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
