Изобретение относится к области переработки пластмасс и может быть использовано для пластикации и дозирования термореактивных материалов с волокнистым наполнителем при их прессовании в изделия.
Известен способ дозирования термоактивных материалов с волокнистым наполнителем, включающий загрузку материала в шнековый пластикатор, нагрев, пластикацию и выдавливание пластиката в приемную камеру, где происходит формование доз определенной массы и температуры [1]
Недостатком указанного способа является низкое качество получаемых изделий из-за сильной механодеструкции волокнистого наполнителя, вызванной значительными касательными напряжениями, возникающими в пластикате вследствие разности угловых скоростей выдавливаемого пластиката и неподвижной приемной камеры.
Наиболее близким к предлагаемому способу является способ дозирования термореактивных материалов с волокнистым наполнителем, включающий загрузку материалов в шнековый пластикатор, нагрев, пластикацию и выдавливание пластиката во вращающуюся приемную камеру, где происходит формование доз определенной массы и температуры [2]
Указанный способ позволяет частично повысить качество изделий за счет уменьшения тангенциальных напряжений в пластикате и некоторого снижения механодеструкции наполнителя за счет уменьшения разницы угловых скоростей выдавливаемого пластиката и приемной камеры, вращающейся со скоростью, равной скорости вращения шнека, однако не позволяет исключить это разрушение вообще.
Техническим результатом изобретения является повышение качества изделий за счет уменьшения механодеструкции наполнителя.
Указанный технический результат достигается тем, что в способе дозирования термореактивных материалов с волокнистым наполнителем, включающем загрузку материала в шнековый пластикатор, нагрев, пластикацию и выдавливание пластиката во вращающуюся приемную камеру, где происходит формование доз определенной массы и температуры, согласно изобретению скорость вращения приемной камеры устанавливают равной угловой скорости выдавливаемого пластиката.
Вращение приемной камеры со скоростью, равной угловой скорости выдавливаемого пластиката, позволяет ликвидировать касательные напряжения в пластикате и тем самым исключить механодеструкцию волокнистого наполнителя, за счет чего повысить качество изделий.
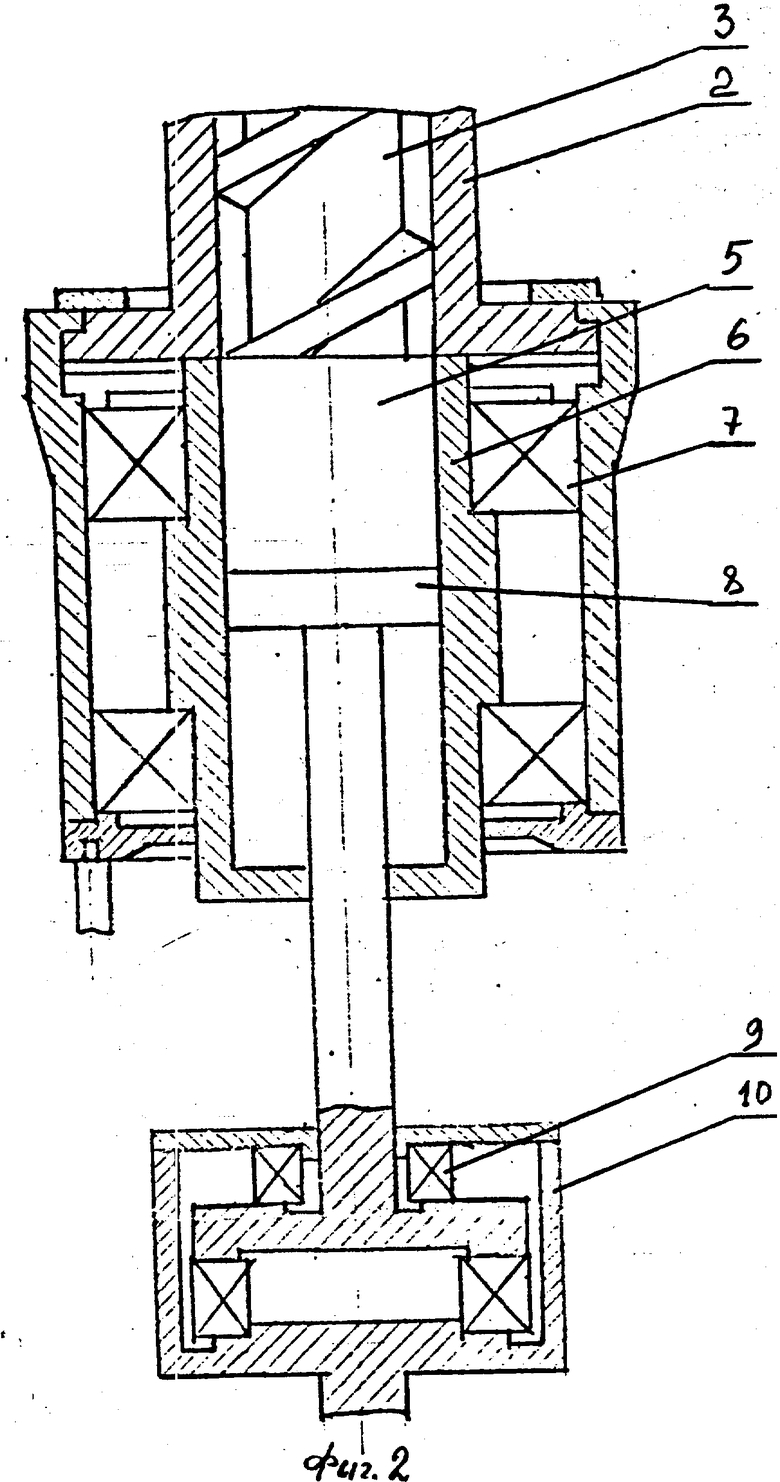
Способ может быть реализован в шнековом пластикаторе, общий вид которого дан на фиг. 1. На фиг.2 представлен разрез приемной камеры для реализации способа.
Пластикатор содержит бункер 1, в который загружают перерабатываемый материал, материальный цилиндр 2, в котором осуществляют нагрев и пластикацию материала, шнек 3 внутри материального цилиндра 2, вращаемый от привода 4 и выдавливающий пластикат в приемную камеру 5, где происходит формирование доз определения массы и температуры. Вращение приемной камеры 5 со скоростью, равной угловой скорости выдавливаемого пластиката шнеком 3 из материального цилиндра 2, осуществляют установив формующую оправку 6 в подшипниках 7 и поршень 8 в подшипниках 9 на штоке 10 гидроцилиндра противодавления. Причем скорость вращения приемной камеры определяют из известного выражения для производительности пластикатора:
где Vмат/шн скорость материала относительно шнека, и выражения для угловой скорости;
Приравняв правые части (1) и (2), выводим Vмат/шн и подставляем в (3), откуда получаем уравнение для угловой скорости ω скорости вращения приемной камеры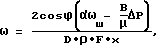
где ω угловая скорость приемной камеры;
v угол подъема винтовой линии шнека;
a, β коэффициенты формы шнека;
wш угловая скорость шнека;
μ вязкость пластиката;
DP перепад давления на входе и выходе пластикатора;
D диаметр шнека;
ρ плотность пластиката;
x коэффициент заполнения канала шнека;
F площадь поперечного сечения канала шнека.
При этом следует отметить, что достижение равенства угловых скоростей приемной камеры и выдавливаемого пластиката, обеспечивающее исключение механодеструкции волокнистого наполнителя, может быть достигнуто при установке приемной камеры и поршня гидроцилиндра противодавления в подшипниках с приводом от самого пластиката за счет сил трения между пластикатом и стенкой приемной камеры. Таким образом, независимо от условий переработки (wш, ΔP, x) и колебаний свойств материала (μ, ρ) угловая скорость выдавливаемого пластиката и приемной камеры совпадают или выравниваются автоматически, что и требуется для осуществления способа.
В итоге касательные напряжения в пластикате оказываются настолько низкими, что разрушения волокнистого наполнителя не происходит.
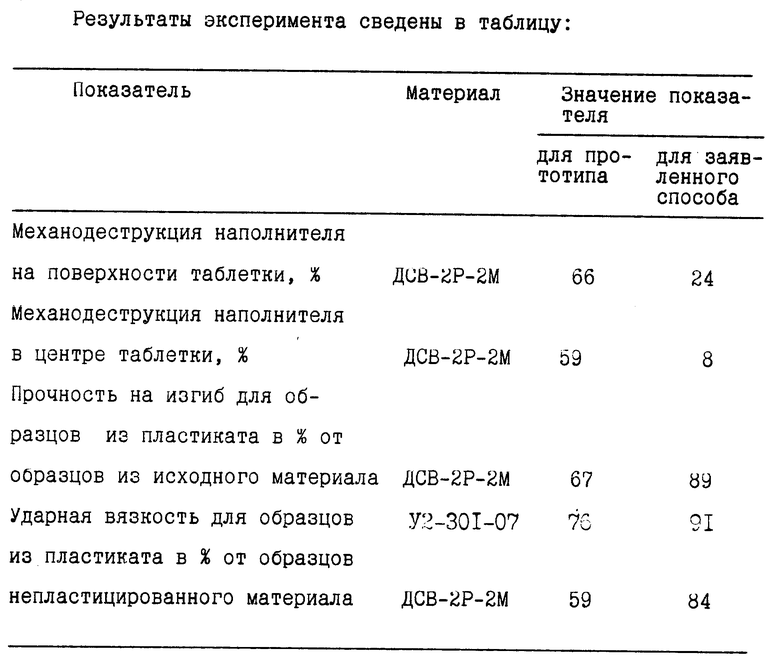
Использование предлагаемого способа по сравнению с прототипом позволяет сократить разрушение волокнистого наполнителя и повысить физико-механические свойства и качество готовых изделий.
Результаты эксперимента сведены в таблицу.
Таким образом, использование предлагаемого способа позволяет сократить механодеструкцию наполнителя, повысить физико-механические свойства готовых изделий, их качество и срок службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1989 |
|
SU1666308A1 |
| ШНЕКОВЫЙ ЭКСТРАКТОР ДЛЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1993 |
|
RU2056897C1 |
| ШНЕКОВЫЙ ПРОТИВОТОЧНЫЙ ЭКСТРАКТОР ДЛЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1993 |
|
RU2048621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1995 |
|
RU2099190C1 |
| ШНЕКОВЫЙ ЭКСТРАКТОР ДЛЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1993 |
|
RU2056896C1 |
| Шнековый пластикатор для переработки термореактивных материалов | 1988 |
|
SU1578003A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1983 |
|
SU1127776A1 |
| СУШИЛЬНАЯ УСТАНОВКА ДЛЯ ПЛОДОВО-ЯГОДНЫХ ВЫЖИМОК | 1995 |
|
RU2092092C1 |
| ШНЕКОВЫЙ ЭКСТРАКТОР | 1993 |
|
RU2053007C1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1985 |
|
SU1288084A1 |
Использование: для пластикации и дозирования термореактивных материалов с волокнистым наполнителем при их прессовании в изделия. Сущность изобретения: приемную камеру, в которой происходит формование доз заданной массы и температуры, вращают со скоростью, равной угловой скорости выдавливаемого пластиката. Вращение приемной камеры со скоростью, равной угловой скорости выдавливаемого пластиката, позволяет ликвидировать касательные напряжения в пластикате и тем самым исключить механодеструкцию волокнистого наполнителя. Благодаря чему происходит повышение качества изделий. 2 ил., 1 табл.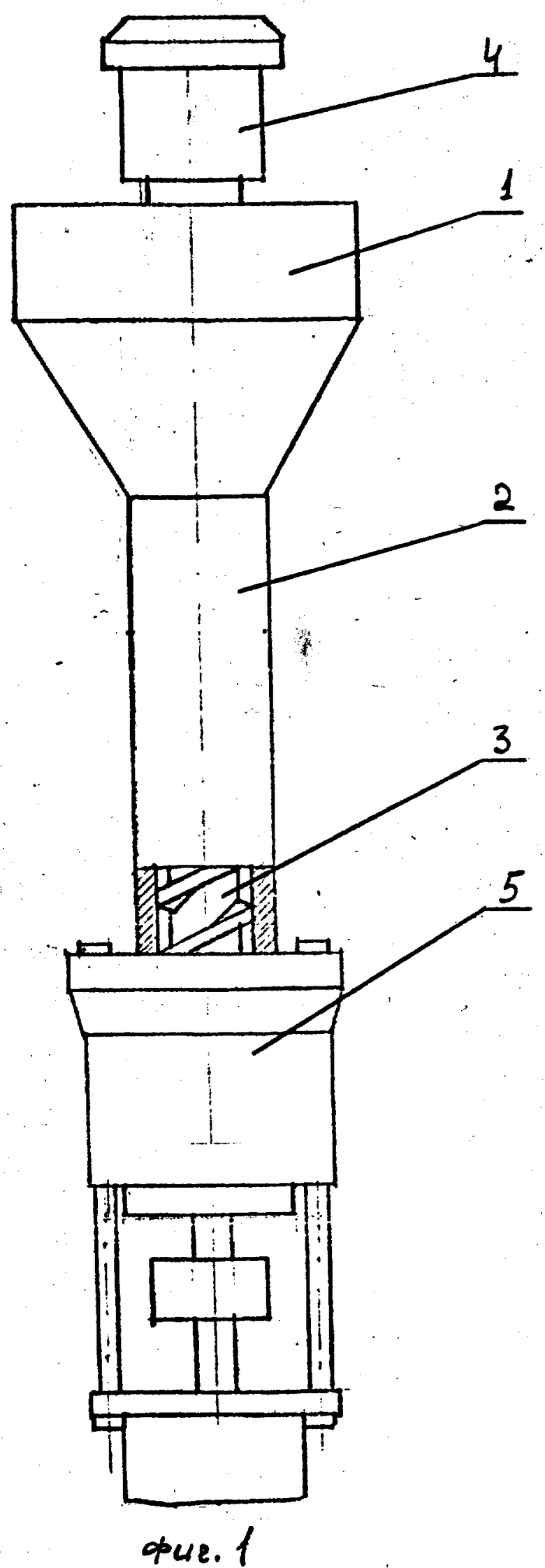
Способ дозирования термореактивных материалов с волокнистым наполнителем, включающий загрузку материала в шнековый пластикатор, нагрев, пластикацию и выдавливание пластиката во вращающуюся приемную камеру, в которой происходит формование доз заданной массы и температуры, отличающийся тем, что приемную камеру вращают со скоростью, равной угловой скорости выдавливаемого пластиката.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1344618, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 844342, кл | |||
| Солесос | 1922 |
|
SU29A1 |
