сп
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнековый пластикатор-дозатор для переработки термореактивных материалов | 1982 |
|
SU1052394A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1512788A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1500495A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1558690A2 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1987 |
|
SU1512787A1 |
| Шнековый пластикатор для переработки трудносыпучих материалов | 1989 |
|
SU1719237A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1983 |
|
SU1127776A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1987 |
|
SU1412980A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1989 |
|
SU1666308A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1985 |
|
SU1288084A1 |
Изобретение относится к шнековым пластикаторам для переработки термореактивных материалов и может быть использовано в химической промышленности. Цель изобретения - повышение производительности пластикатора. Для этого в вертикальном материальном цилиндре и загрузочном бункере расположен шнек. Бункер имеет цилиндрическую и коническую части. Концентрично шнеку в бункере расположена лопасть в виде цилиндра с криволинейной нижней кромкой. Лопасть может быть выполнена с профилем в виде одного витка или спирали Архимеда или логарифмической, или параболической спирали. Профиль спиралей и высота определяются по уравнениям в полярных координатах. При работе лопасть вращается противоположно шнеку. Максимальный угол давления лопасти на материал меньше, а уплотнение материала происходит на большей длине дуги. Это повышает производительность на 10-12%, в том числе при переработке коротковолокнистого наполнителя, материалов с малым и большим насыпным весом. 3 з.п. ф-лы, 8 ил.
Изобретение относится к оборудованию для переработки пластмасс и может быть использовано для пластикации и дозирования термореактивных материлов при их прессовании в изделия.
Цель изобретения - повышение производительности пластикатора.
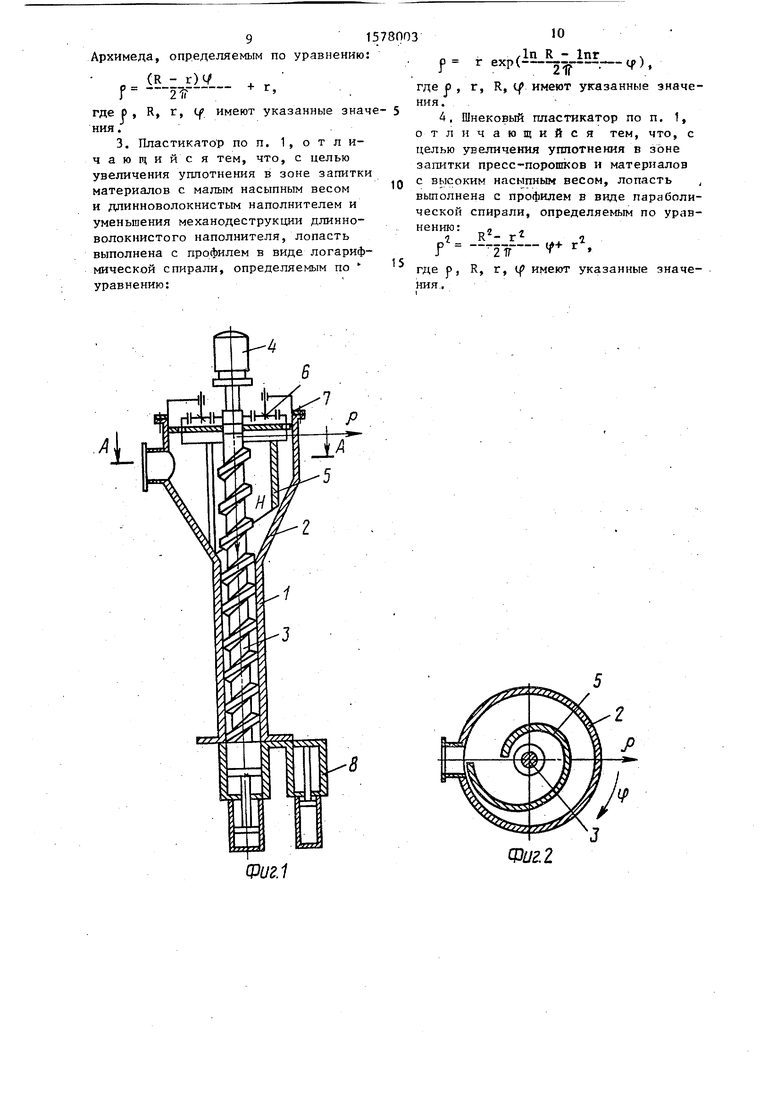
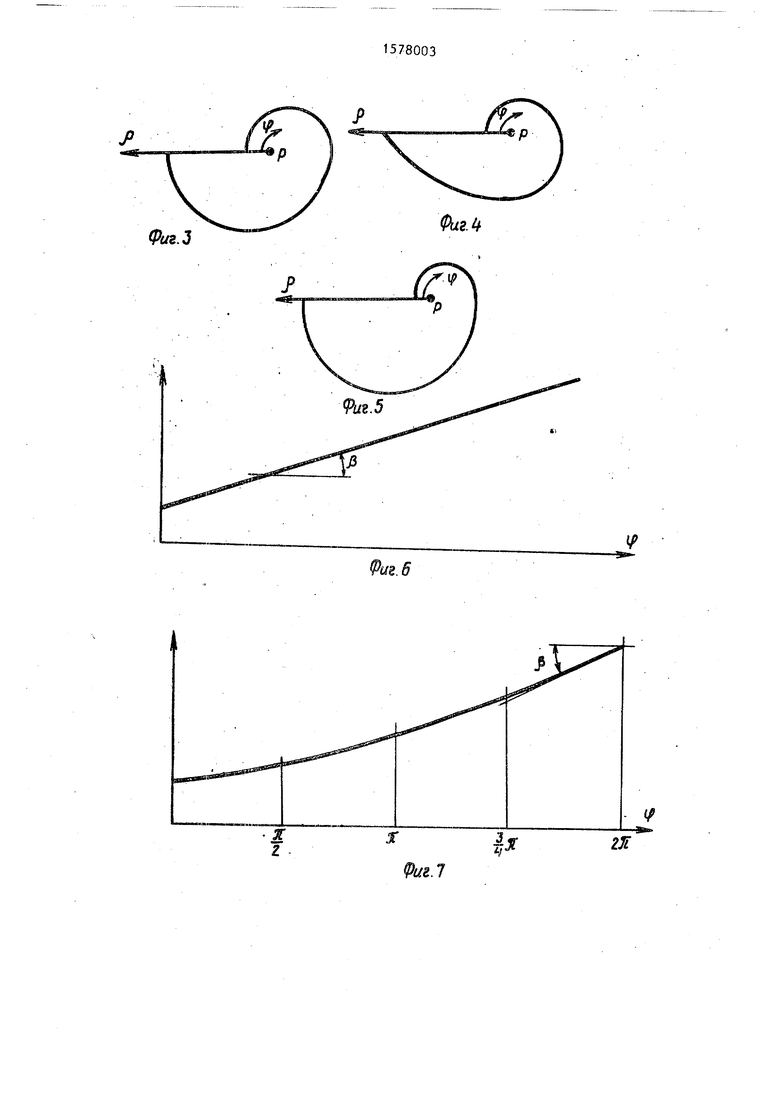
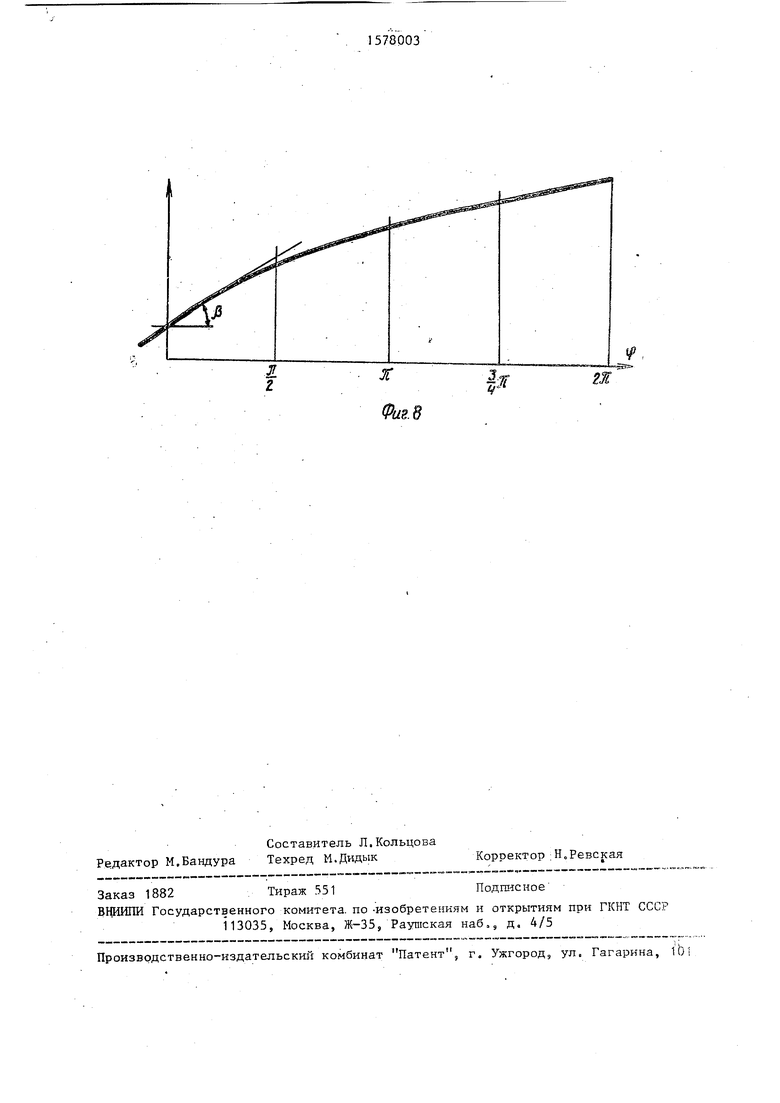
На фиг. 1 представлен пластикатор, общий вид; на фиг. 2 - сечение А-А на фиг. 1 (система координат для вычисления конфигурации лопасти); на фиг. 3, 4, 5 - лопасти предлагаемого устройства в полярных координатах; на фиг. 69 7, 8 - схема расчета угла давления лопасти на материал для предлагаемого устройства в линейных ортогональчьгх координатах, Ынековыч пластикатор VT-- ере- работки термореактивных материалов (фиг. 1, 2) содержит вертикально расположенный материальный цилиндр 1, загрузочный бункер 2, шнек 3, связан-- ный с приводом 4 вращения ч расположенный в материальном цтшштре 1 . лопасть 5, смонтированную в бункере 2 с возможностью вращения от присоца -, и соединенную г последним посредством зубчатых колес 6 п 7. Вращение лоил--- тн 5 осуществляете R протизополоА-
Э
1578003
ном направлении относительно шнека 3. опасть 5 выполнена в виде одного полного витка спирали, концентричной шнеку 3, загрузочный бункер 2 имеет цилиндрическую и коническую части, лопасть 5 выполнена в виде цилинда с криволинейной нижней кромкой, бразованной пересечением криволинейного цилиндра и конуса. Профиль спи- JQ рали лопасти 5 для,данной конструкции пластикатора с учатом ограничений, единых для каждой лопасти, определяют по уравнениям в полярных координатах,15
f ;
f (0) г, JP(21D - R,
де о - расстояние от полюса, распо- ложенного на оси шнека 3 до лопасти 5, м; г - радиус гребней шнека, м; R - внутренний радиус цилиндрической части бункера, м9 высота лопасти 5 определена из равнения
Нц + (R -f )ctg/j, (1) де h - высота лопасти, м;
Нц - высота цилиндрической части
бункера, MJ
ft - угол наклона образующей конической части бункера к оси шнека, рад.
Выполнение лопасти 5 в виде полного вигка спирали позволяет повысить производительность работы пластикатора за счет уменьшения угла давления лопасти 5 на материал и увеличения пространства взаимодействия лопасти 5 с материалом в бункере 2 путем увеличения угла захвата материа- ла в плоскости, перпендикулярной оси шнека 3.
20
25
30
35
10
р ми ци т
в 7
н с с с
в в 8
В предпочтительном варианте изобретения лопасть 5 может быть выполнена в виде одного полного витка спирали Архимеда (фиг. 3, 6), Конфигурация лопасти в этом случае описывается следующим уравнением в по- пярных координатах;
,. (2,
где R - внутренний ради/с цилиндрической части загрузочного бункера
г - радиус гребней витков шнека; о - расстояние от полюса, распо- ложенного на оси шнека|
Q 5
0
4
cf - угол, в пределах от 0 до 27Г, рад., и уравнением (1).
Такое исполнение пластикатора является оптимальным для переработки т ермореактивных материалов с ко- ротковолнистым наполнителем, так как лопасть в виде витка спирали Архимеда обладает постоянным по длине углом давления на материал и степенью уплотнения, что способствует минимальной механической деструкции коротковолокнистого наполнителя и не приводит к вращению материала совместно с лопастью.
В другом варианте изобретения лопасть 5 выполнена в виде одного витка логарифмической спирали (фиг. 4, 7). В этом случае ее конфигурация описывается уравнением
5
0
5
10
45
ЛпК - Inr ч ,„, р г.ехр ( ) (3)
и уравнением (1).
Такое исполнение пластикатора является оптимальным для термореактивных материалов с длинноволокнистым наполнителем, обладающих малым насыпным весом и низкой насыпной плотностью. Из всех возможных спиральных лопастей лопасть в виде витка логарифмической спирали обладает наименьшим максимальным углом давления на материал, что способствует снижению проскальзывания материала относительно стенки бункера и максимальной степени уплотнения на участке у стенки бункера, что является важным для достижения необходимой для пластикации длинноволокнистого материала плотности.
Кроме того, лопасть 5 может быть выполнена в виде одного полного витка параболической спирали (фиг,5, 8), конфигурация которой описывается уравнением
0
5
Ra tf + г
(4)
Р 2ТГ и уравнением (1).
Такое исполнение пластикатора является оптимальным для переработки пресс-порошков и гранулятов с небольшой возможной степенью уплотнения и относительно высокими насыпным весом и плотностью. Лопасть 5,
выполненная в виде витка параболической спирали, имеет в два раза меньший тангенс угла давления, чем у пластикатора-прототмпа, и наименьшую степень сжатия материала, что является необходимым для избежания проскальзывания пресс-порошка относительно стенки бункера 2 и работы пластикатора с высокой производитель ностью.
Для приема подготовленного материала предназначен узел 8 дозирования.
Пластикатор работает следующим образом.
Материал с помощью какого-либо загрузочного устройства (не показано) подается в бункер 2, где захватывается лопастью 5, уплотняется и поджимается к шнеку 3. Шнек 3 транспортирует материал по материальному цилиндру 1, где он разогревается и пластидируется, а затем поступает в узел 8 дозирования, где происходит формование доз определенной массы, формы и температуры.
Повышение производительности пластикатора объясняется следующим образом. Уплотнение материала спиральной лопастью 5 в отличие от полуци- линдрической осуществляется на два раза большей длине дуги, что не вызывает резкой разницы плотности материала по сечению, перпендикулярному оси шнека 3.Кроме того ,максимальный уг давления лопасти 5 на материал в предлагаемом устройстве меньше, чем в устройстве-прототипе. Этот угол находится ка-к угол между направление мгновенного перемещения лопасти 5 и касательной, проведенной к этой точке лопасти в плоскости, перпендикулярной оси шнека (фиг. 3-8).
Для устройства-прототипа максималный угол.давления находится при исследовании на максимум уравнения:
sin y -|- sing;; . 1TJ, (5)
где
f - угол давления;
Е - эксцентриситет лопасти относительно оси шнека;
R - радиус лопасти, выведенного из теоремы синусов для треугольника, образованного воображаемыми линиями радиус-вектора j, лин соединяющей центр вращения с центром полуокружности,и радиусом полуокружности в плоскости сечения, перпендикулярной оси шнека.
Очевидно, что максимальное значение угла -убудет соответствовать углу Г/2, а угол давления в этом
случае будет равен:
Т
arcsin --- к.
(6)
что полуцилиндрическая
или, приняв, лопасть 5 находится одним концом вплотную к шнеку 3, а другим к стенке бункера 2,
(7)
R - г
r arcsin спиральной лопасти, выполненной в виде полного витка спирали Архимеда, логарифмической или параболической спирали максимальное значение угла давления лопасти на ма териал можно найти исследуя производную dp/dLf уравнений, описывающих зависимость О (If).
Для лопасти, выполненной в виде витка спирали Архимеда, описываемой уравнениями (1) и (2):5
ЈЈ d4
R
cpnst. (8)
Из уравнения (8) видно, что угол давления лопасти, выполненной в виде витка спирали Архимеда, является пэ- стоянным и вычисляется по формуле
(9
R - г Г arctB-y
Для лопасти, выполненной в виде витка логарифмической спирали, описываемой уравнениями (3) и (1), производная будет равна
R
г In г 2lf
Ef
dg
,lnR - Inr ... exp(ip).
(10)
Максимальное значение производной, вычисленной по уравнению (10) в интервале значений ц от 0 до 2, попадает на конец указанного интервала. Следовательно, максимальный угол давления лопасти на материал будет создаваться на конце лопасти у стенки бункера, а его значение будет равно:
arctg(
R
R In r
(11)
55
Для лопасти, выполненной в виде витка параболической спирали, описываемой уравнениями (4) и (1), производная будет равна
if
dq
JI3ZIF
V 21Г
(/+ r
(12)
Очевидно, что ее максимальное значение будет соответствовать значени
I/ 0 и угол давления лопасти 5 на материал в этой точке будет равен
гг Г 2ТГ (13)
Получив выражения для максимального угла давления в виде арктанген для трех вариантов выполнения лопасти, приведем к тому же виду уравнение (7). Получим:
R2 - г Г arctg rfirT-. (14)
Зная, что большему значению угла соответствует большее значение тангса угла в пределах до 1F/2, сравним выражения, входящие в уравнения (9) (11), (13) и (14) под знак арктангеса,
Зная, что на практике при изготолении шнековых пластикаторов значение отношения r/R приблизительно составляет 1/5, получим для аргументов арктангенсов уравнений (9), (11)я (13) и (14) соответственно следующие выражения:
0,6362г
0,2560г
3,8191г
5,3667г
Выражение для уравнения (14) является максимальным, а значит, наименее выгодным, с точки зрения КПД и производительности является выполнение лопасти как у пластикатора- прототипа.
Как показали экспериментальные исследования, использование лопасти в виде спирали Архимеда наиболее эффективно для материалов с корот- коволокнистым наполнителем типа ДСВ и асбомасс. Она позволяет получить бтабильную запитку с высокой производительностью при минимальной механической деструкции наполнителя
Использование лопасти в виде логарифмической спирали наиболее эффективно при заяитке длинноволокнистых материалов АГ-4В с малым насыпным весом.
Лопасть в виде витка параболической спирали оказалась наиболее эффективной и производительной при
переработке пресс-порошков типа 020-210-75 с высоким насыпным весом и малой чувствительностью к переуп- лотнению.
По данным опытной проверки, выполнение предлагаемого пластикатора позволяет повысить его производительность на 10-12%,, повысить качество готовых изделий за счет улучшения их механических свойств путем снижения механодеструкции наполнителя при шнековой пластикации.
5 Формула изобретения
0 материальный цилиндр, загрузочный бункер с цилиндрической и конической частями, шнек с винтовой нарез- кой, связанный с приводом вращения, и размещенную в загрузочном бункере
5 с возможностью противоположного шнеку вращения лопасть в виде цилиндра с криволинейной нижней кромкой, образованной пересечением криволинейного цилиндра и конуса, о т0 личающийся тем, что, с целью повышения производительности пластикатоиа, лопасть выполнена с профилем в виде одного витка концентричной шнеку спирали, конфигурацию и высоту которой определяют по уравнениям в полярных координатах
р f (V), f(0) r, 5(21Г) R,
0 h Нц + (R -p)ctRp,
где jJ - расстояние от полюса, расположенного на оси шнека, до лопасти, м; ( - угон, в пределах от 0 до
5 2, рад;
г - радиус гребней шнека, м; R - внутренний радиус бунке
ра, м;
h - высота лопасти, м; Нц- высота цилиндрической части бункера, м; и - угол наклона образующей конической части бункера к оси шнека, рад. 2. Пластикатор по п. отличающийся тем, что, с целью уменьшения механодеструкции коротко- волокнистого наполнителя, лопасть выполнена с прогЬилеч в виде спирали
Архимеда, определяемым по уравнению:
где Р , R, г, tf имеют указанные знач ния.
Фиг.1
5
0
5
г exp(iL«-l«r
),
г, R, q имеют указанные значегде р ния.
--%Ј-
где р, R, r, if имеют указанные значения.
Фиг. 2
Фиг.З
Фаг if
6
г%
л
| Аппарат для обработки полимерных жидкостей | 1977 |
|
SU673306A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шнековый пластикатор-дозатор для переработки термореактивных материалов | 1982 |
|
SU1052394A1 |
| Солесос | 1922 |
|
SU29A1 |
