Изобретение относится к непрерывным станам горячей прокатки для производства прутков, стержней и т.п. и, в частности, касается устройств для обрезки передних и задних концов горячекатаных прутков, поступающих из чистовых клетей высокоскоростных сортовых станов.
Передние и задние концы горячекатаных прутков обычно обрезают ножницами, расположенными вдоль линии прокатки впереди чистовых клетей, где изделие движется с меньшими скоростями [1] Некоторые обрезные ножницы работают прерывисто, в то время как другие ножницы непрерывно. Прерывисто работающие ножницы обязательно требуют применения сложных контрольных систем, которые при каждом разрезании точно устанавливают в требуемое положение ножи ножниц по сигналам от датчиков, определяющих положение концов прутков и установленных вдоль линии прокатки. С точки зрения сложности контроля непрерывнодействующие ножницы, как например, дисковые ножницы, значительно менее требовательные, но они обычно дают острокосые срезы с нежелательно зазубренными концами.
В любом случае никакие обычные дисковые ножницы, как полагают, не могут безопасно и надежно работать при скоростях подачи порядка 90 м/с и выше. Таким образом, передние и задние концы прутков, прошедших чистовую прокатку, приходится обрезать вручную после укладывающей головки либо во время транспортировки изделия в виде перекрывающих колец по охлажденному транспортеру, либо после сбора охлажденных колец в бухту на участке правки. Ручная обрезка является трудоемкой и часто неудобной операцией, а также потенциально опасна для обслуживания персонала.
Целью предлагаемого изобретения является создание усовершенствованного устройства для обрезки передних и задних концов прутков, выходящих с высокой скоростью из чистовых клетей сортовых станов.
Другой целью предлагаемого изобретения является создание непрерывнодействующего устройства для резания, которому присуще делать одиночный срез в ответ на отклонение изделия от его нормальной линии перемещения и которое не нуждается в сигнале с положением концов прутка для согласованного действия ножей ножниц устройства.
Еще одной целью предлагаемого изобретения является создание непрерывнодействующего устройства, ножницы которого чисто перерезают изделие под углом, исключающим образование нежелательных острых или зазубренных концов.
В предпочтительном варианте осуществления изобретения, который далее будет описан более подробно, эти и другие цели и преимущества достигаются созданием ножниц с парой винтовых ножей постоянного диаметра, которые установлены для вращения в противоположных направлениях вокруг осей, параллельных линии перемещения изделия. Направление вращения ножей ножниц и расстояние между их осями вращения являются такими, что части ножей совместно действуют вдоль линии резания, параллельной линии перемещения изделия. Ножи непрерывно вращаются в противоположных направлениях, благодаря чему их взаимодействующие части повторяющимся образом движутся вдоль линии резания в направлении линии перемещения изделий и со скоростью по крайней мере, равной скорости перемещения изделий вдоль этой линии. Переводная труба, расположенная перед ножницами, может быть включена в работу для отклонения изделий от их нормальной линии перемещения под углом к линии резания для резания воздействующими частями режущих ножей.
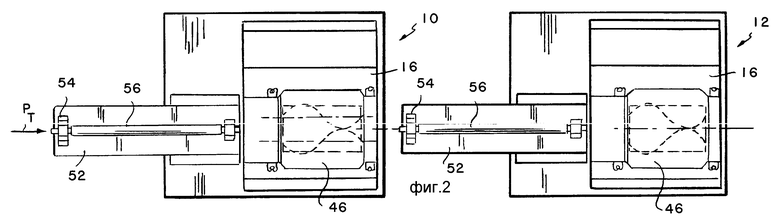
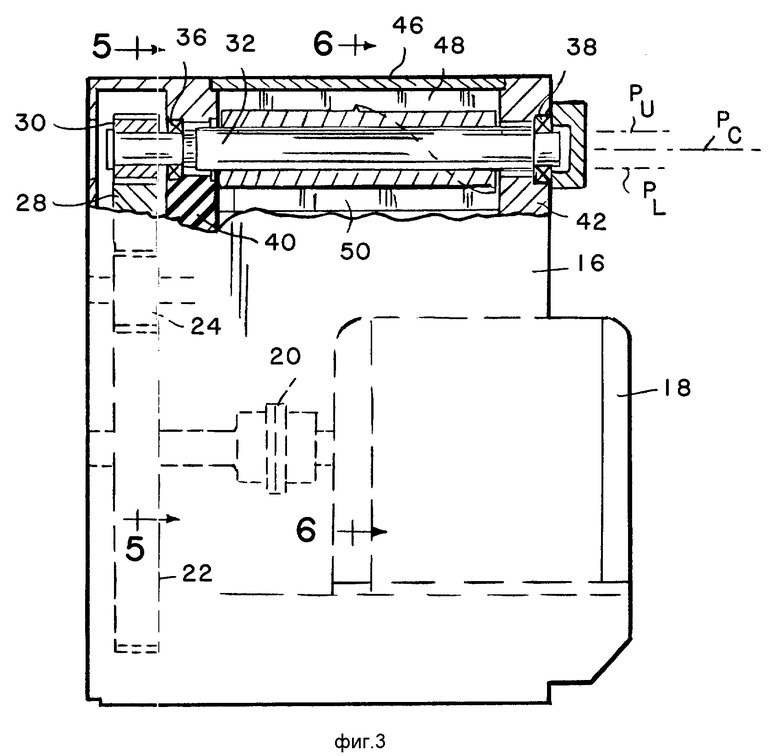
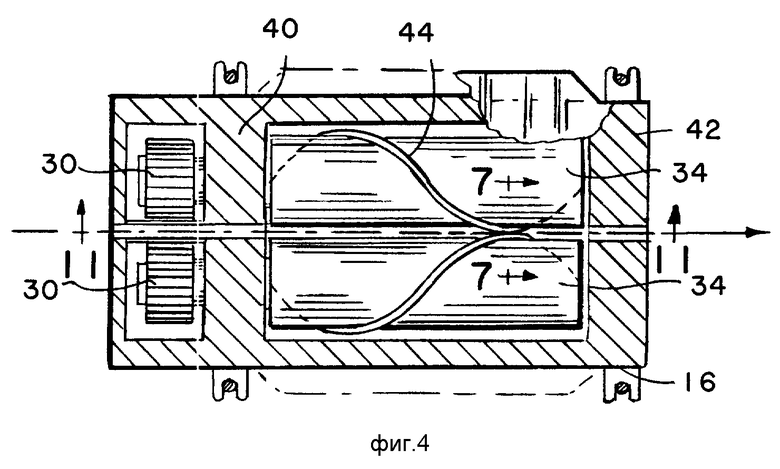
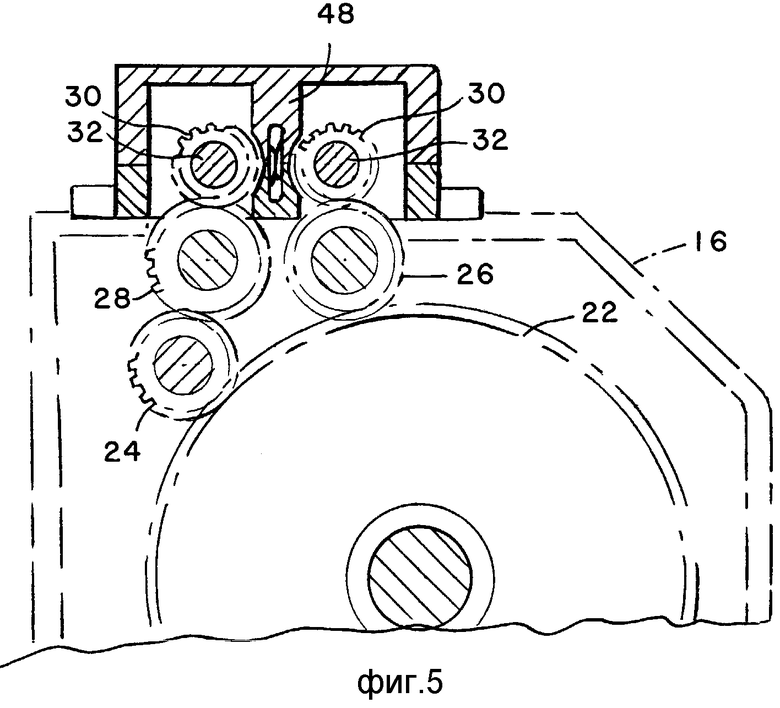
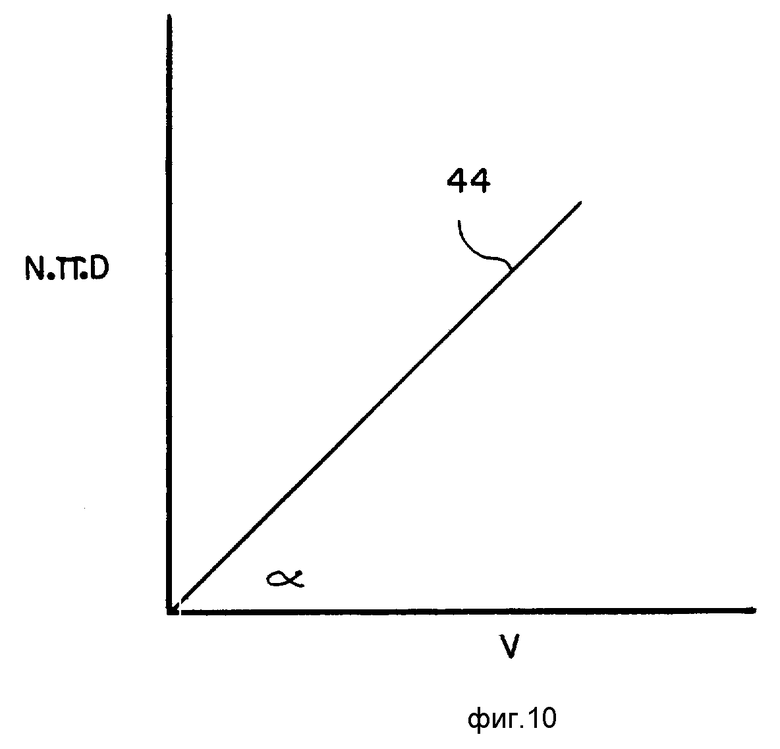
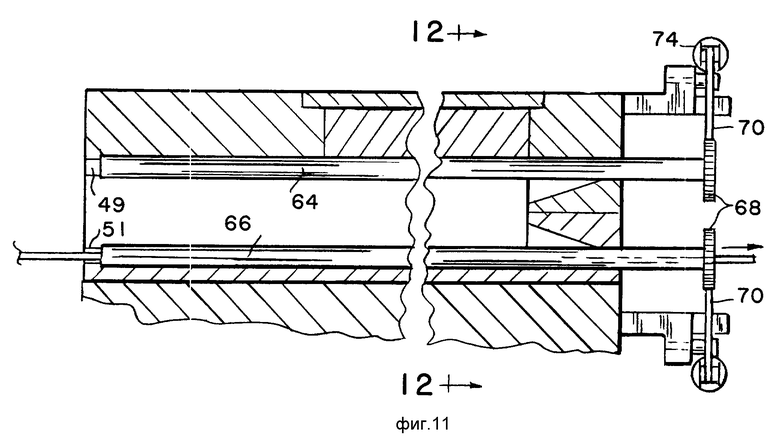
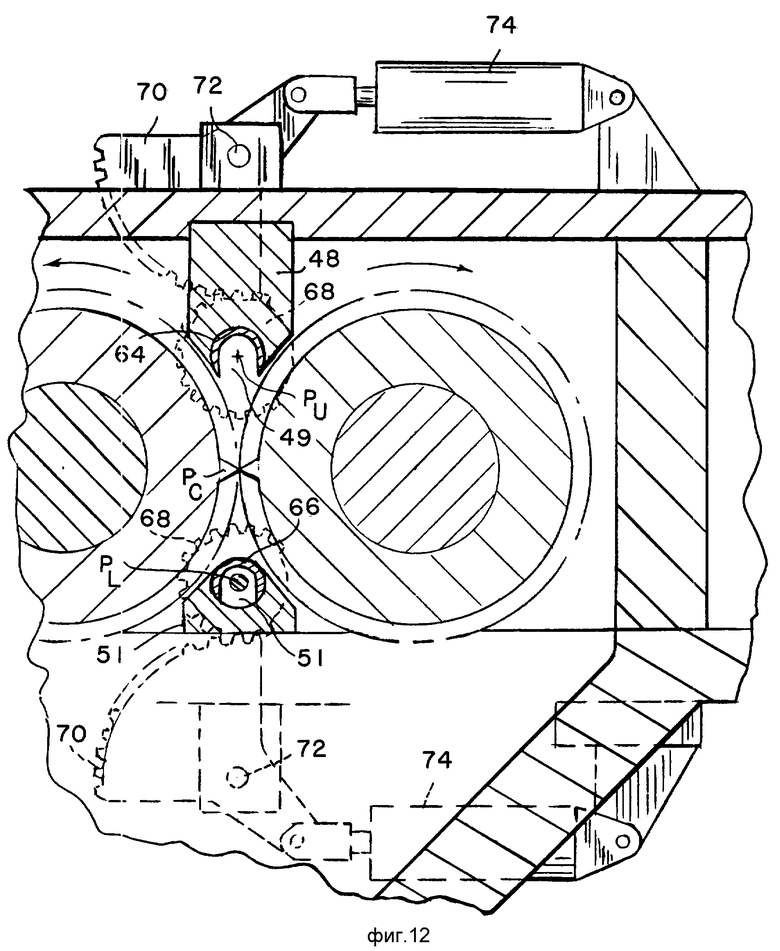
На фиг.1 изображен вид сбоку устройства с парой ножниц в соответствии с предлагаемым изобретением, последовательно расположенных вдоль линии перемещения изделия; на фиг.2 вид сверху устройства на фиг.1; на фиг. 3 - увеличенный вид сбоку одних ножниц, показанных на фиг.1, с частичным вырывом наружного корпуса; на фиг. 4 вид сверху ножниц, показанных на фиг. 3, с частичным вырывом корпуса и люковой крышки; на фиг. 5 и 6 частичный разрез по линии 5-5 и 6-6 на фиг. 3; на фиг. 7 значительно увеличенный разрез по линии 7-7 на фиг. 4; на фиг. 8A-8C схематическое изображение различных стадий операции образования переднего и заднего концов; на фиг. 9 - схематическое изображение винтового ножа ножниц; на фиг. 10 график, показывающий взаимозависимость угла подъема винтовой линии со скоростью изделия и частотой вращения винтовых ножей; на фиг. 11 разрез в увеличенном масштабе по линии 11-11 на фиг. 4, показывающий другой вариант осуществления изобретения; на фиг.12 другой разрез в увеличенном масштабе по линии 12-12 на фиг. 11.
На фиг. 1 и 2 показаны ножницы 10 и 12, выполненные в соответствии с предлагаемым изобретением, которые последовательно расположены вдоль линии перемещения изделия Pt. Ножницы 12 обрезают передний конец изделия, а ножницы 10, действуя подобным образом, образуют задний конец изделия. Ножницы 10 и 12 по существу одинаковы по конструкции и по изготовлению, причем ножницы 12 установлены на уровне несколько ниже уровня расположения ножниц 10.
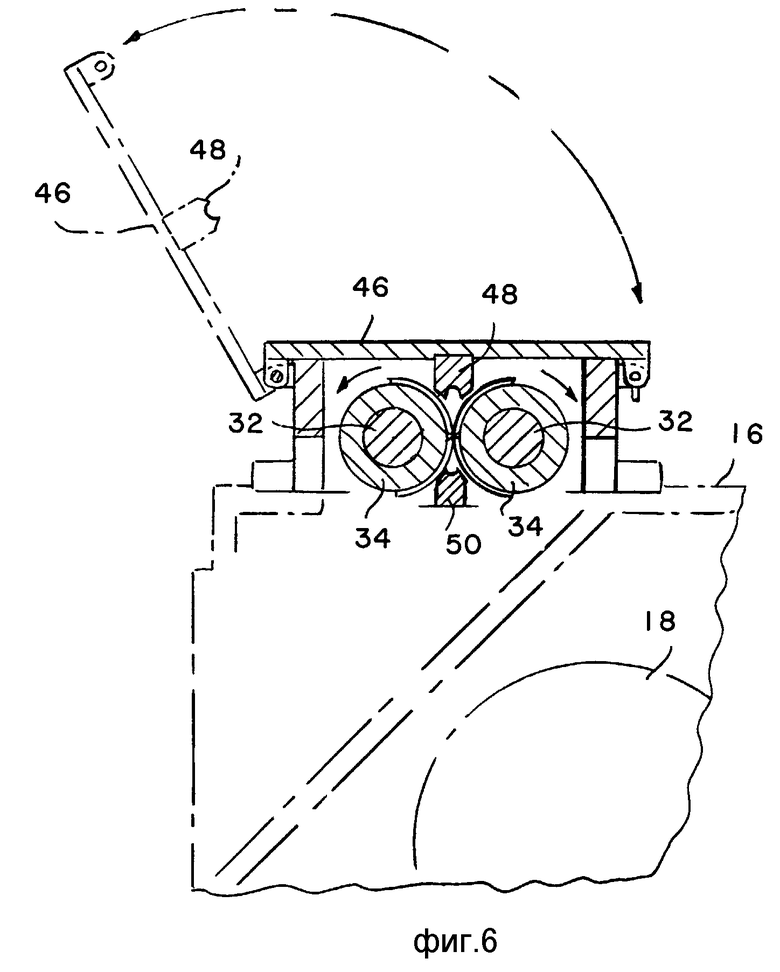
Как можно лучше всего видеть на фиг. 3 7, каждые ножницы имеют корпус 16 с помещенным в него приводным двигателем 18, выходной вал которого в месте 20 соединен с воздушным зубчатым колесом большого диаметра 22. Зубчатое колесо 22 находится в зацеплении с парой промежуточных колес 24 и 26, при этом промежуточное зубчатое колесо 24 находится в зацеплении с третьим промежуточным зубчатым колесом 28. Промежуточные зубчатые колеса 26 и 28 находятся в зацеплении с малыми зубчатыми колесами 30 на валах 32, несущих цилиндры 34. Валы 32 своими шейками вращаются в подшипниках 36 и 38, которые установлены в прочных параллельных стенках 40 и 42, являющихся частью корпуса 16. Размещение промежуточного зубца колеса 28 между промежуточным зубчатым колесом 24 и малым зубчатым колесом 30 на одном из валов 32 обеспечивает то, что при вращении ведущего зубчатого колеса 22 валы вращаются в противоположных направлениях.
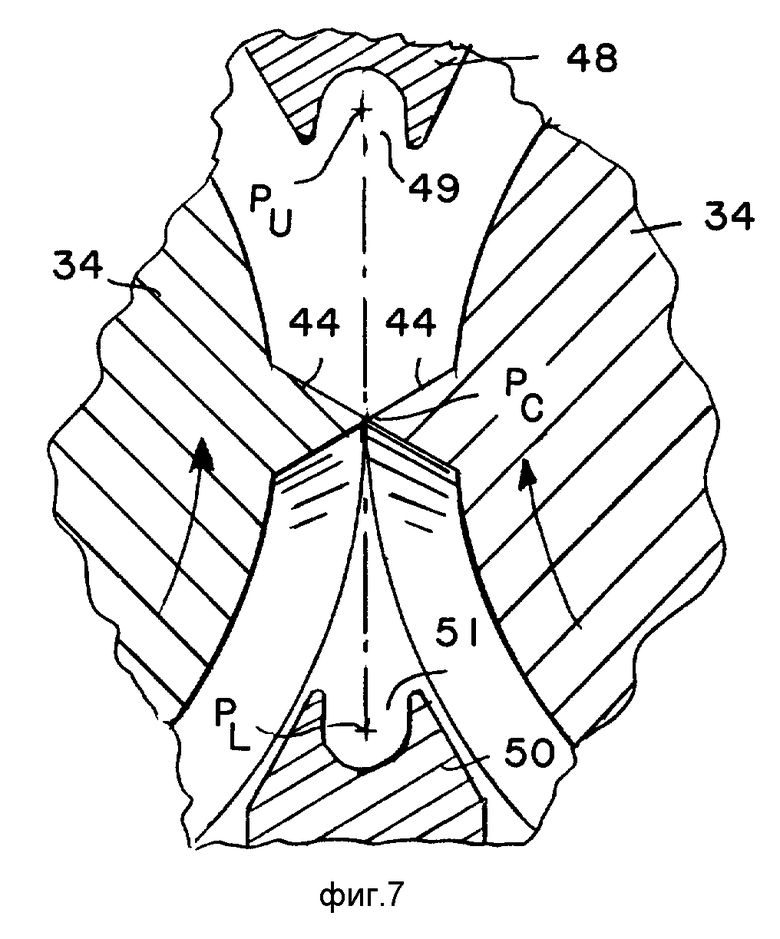
Каждый цилиндр 34 на своей наружной поверхности снабжен винтовым ножом постоянного диаметра 44. Каждый нож 44 простирается от одного до другого конца своего соответствующего цилиндра 34 и описывает вокруг него один виток. Предпочтительно, чтобы длина винтовой линии в осевом направлении была не больше длины окружности, описываемой при вращении ножей. Оси вращения цилиндров 34 и их соответствующих ножей 44 параллельна линии перемещения изделия PT. Направления вращения ножей 44 и расстояние между их соответствующими осями вращения такие, чтобы, как это лучше всего можно видеть на фиг. 7, части ножей взаимодействовали вдоль линии резания PC, параллельной линии PT.
Цилиндры 34 расположены под люковой крышкой 46, которая закрывает верхнюю часть корпуса 16 и которую можно открывать для проверки ножей 44. На крышке 46 закреплена направляющая деталь 48 с обращенной вниз канавкой 49, ограничивающей верхнюю направляющую линию PU над линией резания PC. На стенках корпуса 40 и 42 закреплена противоположно установленная, направляющая деталь 50 подобной конфигурации, имеющая обращенную вверх канавку 51, которая ограничивает нижнюю направляющую линию PL, лежащую под линией резания PC.
Перед корпусом 16 каждых ножниц находится стойка 52 с держателем 54. В держателе 54 шарнирно установлены входные концы переводных труб 56, выходные концы которых можно вертикально регулировать с помощью пневмоцилиндров 58, поддерживаемых на корпусах 16. Под действием пневмоцилиндров 58 выходные концы соответствующих переводных труб переставляются между положениями свободного хода, находящимися на одной прямой с линией перемещения изделия PT, как это показано сплошными линиями на фиг. 1, и смещенными под углом положениями 56', показанными пунктирными линиями.
Как можно лучше всего видеть на фиг. 1, различия в уровнях подъема ножниц 10 и 12 по отношению к линии перемещения изделия PT имеют результатом следующие зависимости: ножницы 10 имеют свою нижнюю направляющую линию PL на одной прямой с линией перемещения изделия PT, а также соответственно расположенные над ней свои линии резания PC и верхнюю направляющую линию PU, причем верхняя направляющая линия PU ведет к выходной трубе 60' для отрезанных задних концов. Наоборот, ножницы 12 имеют свою верхнюю направляющую линию PU, находящуюся на одной прямой с линией перемещения изделия PT и ведущую к выходной направляющей трубе 61, а также расположенные под ней свои линию резания PC и нижнюю направляющую линию PL, причем последняя ведет к выходной трубе 62 для отрезанных передних концов.
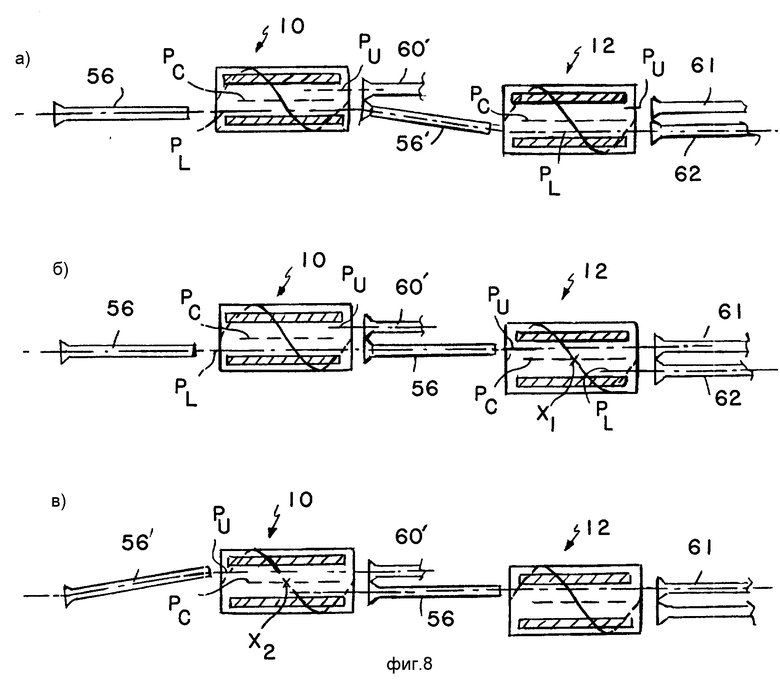
Операция отрезания переднего и заднего концов теперь будет описываться со ссылкой на фиг. 8A 8C. Как показано на фиг. 8A, передний конец изделия пропускается через ножницы 10 вдоль их нижней направляющей линии PL и отклоняется смещенной под углом поворотной трубой 56'* ножниц 12 вдоль их нижней направляющей линии PL к выходной трубе 62 для отрезанных передних концов.
В соответствии время переводную трубу ножниц 12, как показано на фиг. 8B, перемещают вертикально на одну прямую с верхней направляющей линией PU этих ножниц, таким образом осуществляя один срез X1, когда изделие направляется под углом к линии резания PC. Отрезанный передний конец выходит через трубу 62, а остальная часть изделия продолжает двигатель через трубу 61.
Как показано на фиг. 8С, когда задний конец изделия приближается к ножницам 10, их переводную трубу переводят в положение 56', таким образом отклоняя изделие под углом к линии резания PC этих ножниц для осуществления одного реза X2. Изделие продолжает двигаться вдоль нижней направляющей линии PL, в то время как отрезанный задний конец направляется вдоль верхней направляющей линии PU в выходную трубу 60'.
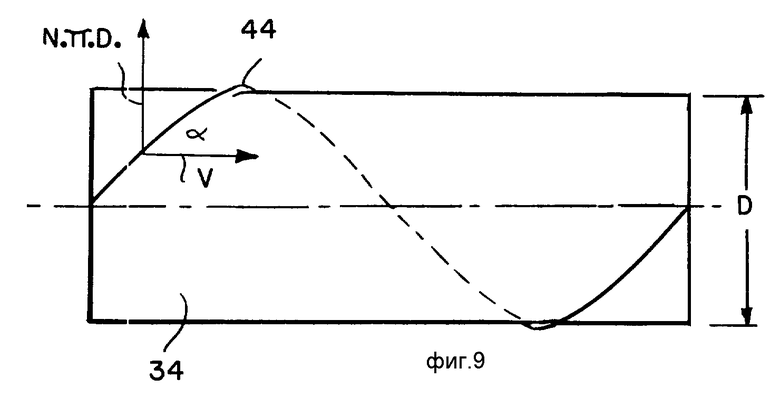
Как видно из фиг. 9, скорость V, с которой взаимодействующие режущие части винтовых ножей 44 пересекают линию резания PC, должна быть по крайней мере равна скорости движения изделия вдоль линии перемещения изделия PT. Скорость V является функцией нескольких переменных, включая диаметр винтовой линии ножей D, угол подъема винтовой линии α и частоту вращения цилиндров 34.
На фиг. 10 графически изображен нож ножниц, развертанный вокруг его оси.
Таким образом
Если принять скорость перемещения изделия в 20000 фут/мин, диаметр цилиндра в 8 дюймов (0,67 фута) и угол подъема винтовой линии в 45o, который является практическим минимумом для удовлетворительного отрезания конца изделия, то тогда величина N вычисляется как
При увеличении угла наклона винтовой линии в целях получения срезов с тупыми концами должна также увеличиваться частота вращения ножей. Таким образом для угла подъема винтовой линии в 60o N становится равной
Для винтовых ножей 44 ножниц оптимальным считается интервал углов наклона винтовой линии в пределах 45 60o. При менее 45o получаемые срезы будут чрезмерно острыми, в то время как при более 60o частота вращения цилиндров будет превышать практические пределы.
Обратимся теперь к фиг. 11 и 12, где показан альтернативный вариант осуществления изобретения с прорезанными направляющими трубами 64 и 66, выстилающими канавки 49 и 51 в верхних и нижних направляющих деталях 48 и 50. Направляющие трубы на своих выходных концах снабжены зубчатыми колесами 68, находящимися в зацеплении с зубчатыми секторами 70. Зубчатые сектора 70 могут поворачиваться вокруг осей 72 на угол до 90o посредством цилиндропоршневых устройств 74. Поворот зубчатых секторов на 90o приводит к повороту зубчатых колес 68 на 180o.
Как показано на фиг. 12, верхняя направляющая труба 64 повернута в свое открытое положение, при котором ее прорезь готова принять изделие, отклоняемое вверх под углом к линии резания PC вдоль верхней направляющей линии PU. Изделие показано движущимся вдоль нижней направляющей линии PL, причем нижняя направляющая труба 66 повернута для удержания изделия в канавке 51 нижней направляющей трубы.
При подготовке к резанию изделия нижняя направляющая труба 66 будет повернута на 180o в свое открытое положение, тем самым высвобождая путь для перевода изделия вверх через линию резания PC в открытую верхнюю направляющую трубу 64. Как только будет сделан срез, верхнюю направляющую трубу 64 поворачивают для захвата изделия в верхней направляющей канавке 49, а нижняя направляющую трубку 66 поворачивают обратно в ее закрытое положение. Таким образом направляющие трубы 64 и 66 обеспечивают гарантию того, что изделие не будет выбрировать или случайно отклоняться в линию резания PC.
В свете вышеизложенного специалистам теперь будет понятно, что предложенное изобретение предоставляет значительные преимущества по сравнению с известными ножницами. Например, винтовые ножи 44 ножниц действуют одновременно и неизменно дают одинарные срезы при отклонении изделий от их линий перемещения PT через линии резания PC ножниц. Это устраняет какую-либо необходимость в точном согласовании ориентации ножей и скорости с местами расположения переднего и заднего концов изделия. Для обеспечения различных скоростей изделия и углов резания могут быть выбраны разные сочетания углов подъема винтовой линии, диаметров винтовой линии и частоты вращения цилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 2000 |
|
RU2212312C2 |
| ПРОКАТНЫЙ СТАН МОДУЛЬНОГО ТИПА ДЛЯ ЧИСТОВОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2102165C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СПИРАЛЬНЫХ ВИТКОВ ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 1993 |
|
RU2097157C1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103082C1 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2086316C1 |
| МОДУЛЬНЫЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2177846C2 |
| РЕГУЛИРУЮЩЕЕ ЗАГИБАЮЩЕЕ УСТРОЙСТВО | 1999 |
|
RU2166395C2 |
| ВЫСОКОСКОРОСТНАЯ УКЛАДОЧНАЯ ГОЛОВКА | 1995 |
|
RU2096106C1 |
| СИСТЕМА ТРАНСПОРТИРОВАНИЯ ДЛИННОМЕРНОГО ПРОКАТА ЗА СТАНОМ ГОРЯЧЕЙ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 1994 |
|
RU2096100C1 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2085310C1 |
Использование: в непрерывных станах горячей прокатки для производства прутков, стержней и т.д. Сущность изобретения: устройство для резания длинномерных изделий, продольно движущихся вдоль линии перемещения, содержит пару винтовых ножей постоянного диаметра, установленных для вращения вокруг осей, параллельных линии перемещения. Направление вращения ножей и расстояние между их соответствующими осями такие, что части ножей взаимодействуют вдоль линии резания, параллельной линии перемещения. Ножи вращаются в противоположных направлениях с тем, чтобы их воздействующие части повторяющимся образом двигались вдоль линии резания в направлении движения изделия. Поворотное устройство отклоняет изделия от линии перемещения под углом к линии резания для резания посредством взаимодействующих частей режущих ножей. 8 з.п. ф-лы, 12 ил.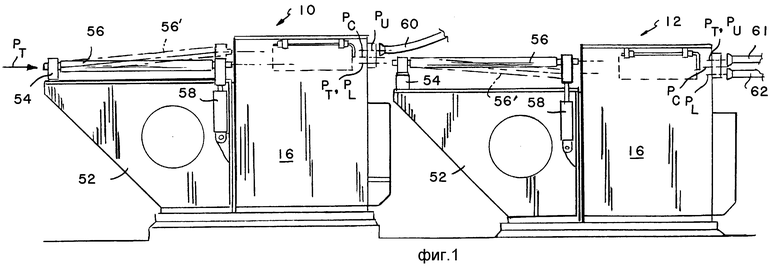
| US, патент, 3760670, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
