Изобретение относится к оборудованию для производства электросварных труб, в частности к внутренним гратоснимателям резцового типа.
При производстве электросварных труб их серьезным недостатком является наличие внутреннего грата, достигающего 3 5 мм по высоте, который затрудняет дальнейший передел, снижает эксплуатационные качества труб и ограничивает область их применения.
Известен внутренний гратосниматель с высокостойким вращающимся твердосплавным резцом (Дерганов Б.С. Устьянцев В.И. Ситников Л.Л. и др. Внутренний гратосниматель с высокостойким вращающимся резцом для электросварных труб диаметром 52 82 мм. Сб. Производство труб. М. Металлургия, 1977, N 3, с. 110 115), который закреплен на оси, вращающейся в игольчатых подшипниках, установленных в специальной обойме. Все эти детали образуют сложный резцовый блок, который не допускает плавной регулировки величины врезания резца в грат.
Наиболее близким по конструкции и достигнутому результату является гратосниматель с кольцевым твердосплавным резцом (патент США N 4710078, B 23 D 1/08, опубл. 01.12.87), принятый за прототип, в котором резец закреплен в резцедержателе, имеющем соединение с корпусом резцовой головки типа "ласточкин хвост", позволяющее перемещаться резцу в вертикальном направлении, совершая плоскопараллельное движение с помощью регулировочного винта.
Недостатком этой конструкции является большая длина резцовой головки, сложность изготовления соединения типа "ласточкин хвост", ненадежность его в работе и ограниченный диапазон перемещения резца.
Наличие большого количества деталей резцовой головки и необходимость размещения их по оси обрабатываемой трубы привело к созданию конструкции резцовой головки большой длины. Так, соотношение длины резцовой головки к ее поперечному размеру колеблется у различных типоразмеров прототипа в пределах 1/9 1/13 (копия проспекта фирмы Saramax).
Кроме того, соединение типа "ласточкин хвост" требует точного выполнения сопрягаемых деталей и имеет ограниченные возможности по перемещению резцедержателя относительно корпуса, что приводит к узкому диапазону регулирования и ограничению возможности использования одного типоразмера резцовой головки для широкого диапазона сортамента обрабатываемых труб.
Техническая задача, решаемая изобретением, заключается в упрощении конструкции резцовой головки, уменьшении ее длины и расширении возможности регулирования вылета резца относительно опорных роликов.
Задача решается за счет того, что в резцовой головке для удаления внутреннего грата в электросварных трубах, содержащей корпус с установленным в нем при помощи регулировочного и фиксирующего винтов резцедержателем с резцом, размещенным на рычаге нижним прижимным роликом и двумя верхними опорными роликами, согласно изобретению резцедержатель установлен в корпусе на оси с возможностью поворота, при этом его ось совмещена с осью заднего верхнего опорного ролика, а ось рычага нижнего прижимного ролика совмещена с осью переднего верхнего опорного ролика резцовой головки.
Предложенная конструкция резцовой головки существенно отличается от известных. Установление резцедержателя в корпусе резцовой головки на оси с возможностью поворота значительно увеличивает диапазон перемещения резца в вертикальном направлении, что расширяет сортамент обрабатываемых труб одной резцовой головкой.
Соединение резцедержателя и корпуса резцовой головки выполнено шарнирным, что существенно проще и технологичнее в изготовлении, а следовательно, надежнее в эксплуатации. Совмещение оси поворота резцедержателя с осью верхнего заднего опорного ролика и оси рычага нижнего прижимного ролика с осью верхнего переднего опорного ролика позволило уменьшить длину резцовой головки почти в два раза, что особенно важно при работе электросварочного стана с малыми скоростями, так как в целях уменьшения усилий резания появляется возможность подавать горячий грат в зону резания.
В предлагаемой конструкции соотношение длины резцовой головки к ее поперечному размеру колеблется у различных типоразмеров в пределах 1/4,7 - 1/5,2. Небольшая длина резцовой головки позволяет максимально приблизить резец к зоне образования грата и срезать его в сравнительно горячем состоянии, что значительно снижает усилие резания на нагрузку на всю конструкцию гратоснимателя и, следовательно, увеличивает долговечность его работы.
Изобретение поясняется чертежом, на котором показана резцовая головка в рабочем положении в электросварной трубе, в которой удаляют внутренний грат.
Резцовая головка состоит из корпуса 1, с установленным в нем резцедержателем 2 с резцом 3, установочного винта 4, регулировочных винтов 5 и 6, фиксирующего винта 7, заднего 8 и переднего 9 верхних опорных роликов, установленных соответственно на осях 10 и 11, нижнего прижимного 12 ролика, размещенного на рычаге 13, плоских пружин 14, поддерживающей пружины 15. Резцовая головка соединена с штангой гратоснимателя 16 пальцем 17.
Резцовая головка настраивается и работает следующим образом.
Установочным винтом 4 закрепляют резец 3 на резцедержателе 2. Для предварительной настройки вне стана резцовую головку помещают в специальную эталонную трубу и регулировочным винтом 6 задают усилие прижатия опорных элементов к внутренней поверхности эталона, обеспечивая необходимое усилие резания. Регулировочным винтом 5 резцедержатель 2 с резцом 3 поджимают до соприкосновения резца с внутренней поверхностью эталона и фиксируют резцедержатель в таком положении винтом 7. После этого резцовую головку извлекают из эталона, устанавливают на стане и соединяют с штангой гратоснимателя 16 пальцем 17.
При работе стана труба 18 продвигается по стрелке А, резец 3 врезается во внутренний грат и срезает его.
При недостаточном или чрезмерном врезании резца, что определяют на образцах трубы, необходима подстройка резцовой головки. Для этого при остановленном стане в месте расположения резца в верхней части трубы вырезают окно, через которое ослабляют фиксирующий винт 7, а регулировочным винтом 5 перемещают резцедержатель с резцом в нужном направлении, изменяя вылет резца относительно верхних опорных роликов 8 и 9. После чего резцедержатель фиксируют винтом 7 и продолжают сварку трубы.
В соответствии с предполагаемым изобретением была разработана и изготовлена резцовая головка гратоснимателя для снятия внутреннего грата на электросварных трубах размерами 114х4 мм и 114х7 мм, изготавливаемых на ТЭСА 57-114 производственной базы АО "УралЛУКтрубмаш" (г.Челябинск). Одной из особенностей этого стана является сравнительно низкая скорость сварки 20 м/мин, тогда как на аналогичных станах скорость сварки составляет 60 90 м/мин, другой особенностью стана является производство толстостенных электросварных труб и наличие грата большей величины.
После сборки гратоснимателя и введения резцовой головки в трубу резец располагался на расстоянии 480 мм от зоны сварки, что в два раза ближе, чем у прототипа. Вертикальное регулировочное перемещение резца составило 22 мм, что позволяет снимать внутренний грат на трубах диаметром 95-114 мм без замены резцовой головки.
Испытания резцовой головки дали положительные результаты. Несмотря на большую толщину грата и большие усилия резания, произведено полное удаление грата. Гратосниматель работал стабильно, качество внутренней поверхности труб соответствовало требованию ГОСТа.
Использование предлагаемого изобретения позволяет снизить затраты при изготовлении резцовой головки, повысить стабильность работы гратоснимателя и стойкость резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2016 |
|
RU2633857C1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| Резцовая головка гратоснимателя | 1982 |
|
SU1073038A1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
| Гратосниматель для обработки внутренней поверхности труб | 1986 |
|
SU1340861A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
Изобретение относится к оборудованию для производства электросварных труб, в частности к внутренним гратоснимателям резцового типа. Сущность изобретения состоит в том, что резцовая головка для удаления внутреннего грата в электросварных трубах содержит корпус 1 с установленным в нем при помощи регулировочного и фиксирующего винтов, резцедержатель 2 с резцом 3, размещенный на рычаге 13 нижний прижимной ролик 12 и два верхних опорных ролика. Разцедержатель 2 установлен на оси 10 с возможностью поворота, при этом его ось совмещена с осью заднего верхнего опорного ролика. Ось 11 рычага 13 нижнего прижимного ролика 12 совмещена с осью переднего верхнего опорного ролика 9 резцовой головки. 1 ил.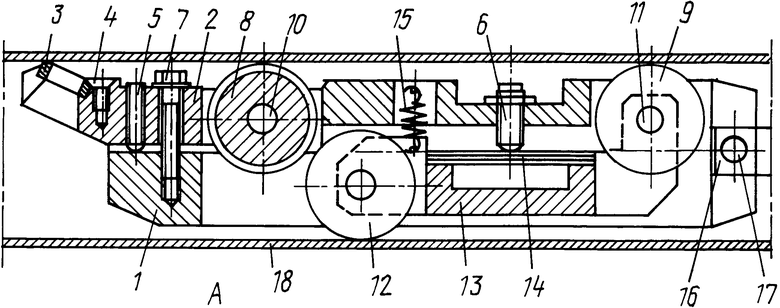
Резцовая головка для удаления внутреннего грата в электросварных трубах, содержащая корпус, в котором установлены опорные ролики, посредством фиксирующих винтов с возможностью установочного перемещения при помощи регулировочного винта резцедержатель с резцом и шарнирно на оси рычаг с прижимным роликом, отличающаяся тем, что резцедержатель установлен в корпусе шарнирно на той же оси, что и ближайший к резцу опорный ролик, а рычаг с прижимным роликом установлен на одной оси с другим опорным роликом.
| US, патент, 4710078, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

