Предлагаемое изобретение относится к сварочному производству, а именно к устройствам для зачистки соединений полос при контактной стыковой сварке оплавлением, выполняемой на специализированных сварочных машинах, устанавливаемых в прокатном производстве для укрупнения рулонов и обеспечения непрерывности работы металлургических агрегатов.
Периодическая сварка рулонов полос, задаваемых в агрегаты травления, позволяет увеличить развес травленых горячекатаных рулонов, поступающих на прокатку, а сварка рулонов в головной части станов холодной прокатки обеспечивает непрерывность их работы, при этом длительность стыковки рулонов не должна допускать остановок или замедления темпа работы агрегатов. Высокая производительность сварочных машин в этих условиях достигается за счет автоматизации сварочного процесса и ускорения вспомогательных операций, в частности операции удаления грата со сварных стыков, которая необходима перед их прокаткой. Удаление грата производят встроенным в сварочную машину резцовым гратоснимателем, зачищающим сварной стык двумя резцами (сверху и снизу полос) сразу после сварки.
Известно устройство для удаления грата со сварного шва на полосах резцами (см., например, статью Рысса Б.А. и др. "Создание и совершенствование автоматизированных сварочных комплексов для цехов холодной прокатки". Сб. трудов ВНИИМЕТМАШ, Москва, 1988 г.) в виде плавающего гратоснимателя, установленного с приводной стороны сварочной машины, с кареткой, перемещаемой вдоль шва на катках гидроцилиндром через систему рычагов по направляющим рамы. На концах рычагов смонтированы две резцовых головки, в которых закреплены резцы с установленными по обеим сторонам опорными роликами, которые определяют положение режущих кромок резцов относительно поверхностей полосы, что позволяет не перестраивать гратосниматель при смене толщины свариваемых полос. Недостатком данного гратоснимателя является нестабильность зачистки грата из-за частого попадания отделяемой стружки под опорные ролики, что приводит к подъему роликов и пропуску реза при зачистке грата.
Известно наиболее близкое устройство для зачистки соединений полос при контактной стыковой сварке в стыкосварочной машине, предназначенной для сварки рулонов полос в металлургических агрегатах (см., например, а.с. SU №1073038, B23K 11/02, опубл. 15.02.84, Бюл. №6). Резцовая головка гратоснимателя, содержащая резцедержатель, смонтированные на нем соосно два опорных ролика для контактирования со сваренными полосами и закрепленный между ними резец, при этом головка снабжена установленными по обе стороны резца щеками и размещенным между ними П-образным желобом для улавливания стружки во избежание попадания стружки под опорные ролики.
Недостатком данного гратоснимателя является необходимость частого ручного удаления стружки из ограниченного пространства между опорными роликами перед резцами, так как срезаемая стружка имеет высокую температуру и при зачистке прессуется резцом и остается в зазоре между щеками. Чаще всего это явление наблюдается на верхней резцовой головке. Удаление стружки, попавшей между опорными роликами и резцом, трудоемкая ручная операция, особенно после охлаждения металла стружки.
Кроме этого в травильных агрегатах всегда наблюдается разнотолщинность и разноширинность полос на концах свариваемых рулонов, вызываемая захолаживанием слитка при его горячей прокатке. Обычно передний конец прокатываемого рулона всегда более тонкий и более широкий. При зачистке грата на разнотолщинных полосах головками с двумя опорными роликами на каждой, базирование режущих кромок резцов всегда происходит по более толстой полосе, а на более тонкой остается натяг грата, который при дальнейшей прокатке пережимает полосу и вызывает обрыв полосы вблизи стыка.
Техническим результатом предполагаемого изобретения является повышение качества зачистки за счет исключения возможности попадания стружки под опорные ролики резцовой головки, а при сварке разнотолщинных полос обеспечения полного удаления грата заподлицо с более тонкой полосой и плавным переходом к более толстой полосе.
Технический результат достигается тем, что в резцовом узле плавающего гратоснимателя сварочной машины, содержащем верхнюю и нижнюю резцовые головки, в каждую из которых входит резцедержатель с резцом и опорным роликом, установленным с возможностью контактирования с зачищаемыми полосами, режущая кромка каждого резца выполнена под углом 5…15 градусов в плане и развернута в сторону от оси своего опорного ролика, а также имеет по краям скосы на четверти длины под углом 3…5 градуса, при этом опорный ролик установлен на резцедержателе с возможностью контактирования с более тонкой и более широкой зачищаемой полосой.
Заявляемый резцовый узел плавающего гратоснимателя сварочной машины показан на фиг.1…3, где:
- на фиг.1 схематично показан вид сбоку на гратосниматель сварочной машины;
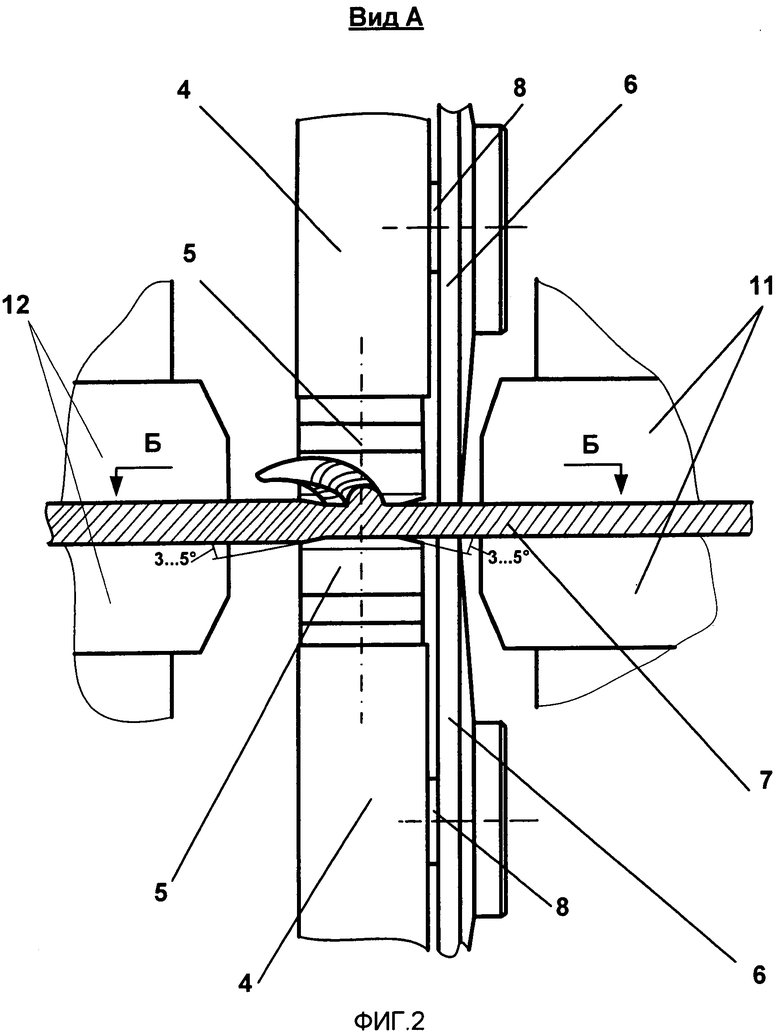
- на фиг.2 схематично показан резцовый узел гратоснимателя сварочной машины при зачистке грата, вид по стрелке А на фиг.1 (отделяемый грат снизу полос условно не показан);
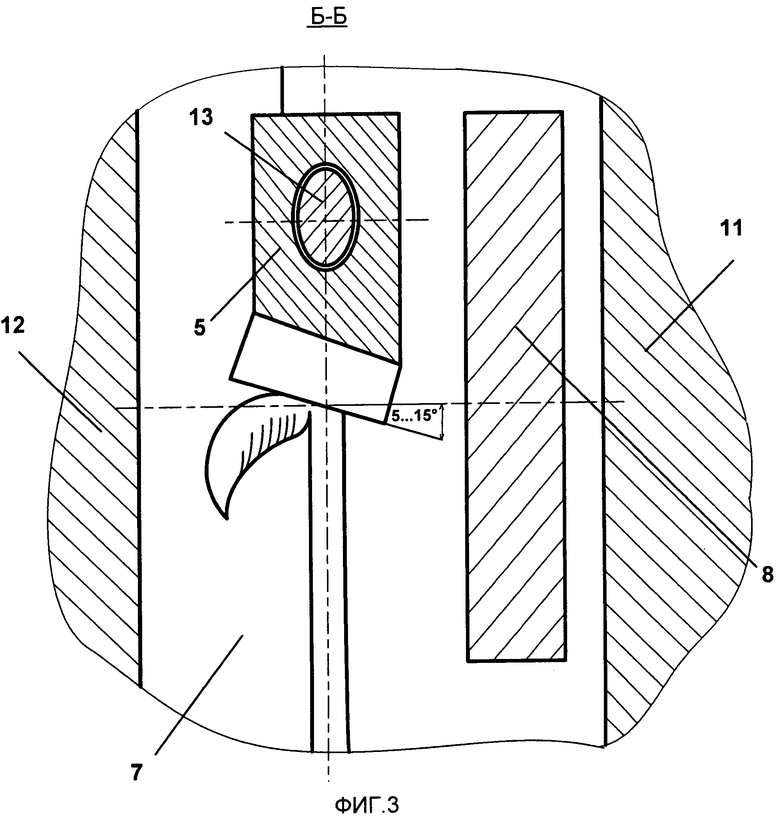
- на фиг.3 показано сечение по Б-Б на фиг.2.
Заявляемый резцовый узел гратоснимателя 1 сварочной машины (см. фиг.1) содержит верхнюю 2 и нижнюю 3 резцовые головки, в которые входят резцедержатели 4, резцы 5 и опорные ролики 6. Опорные ролики 6 контактируют с зачищаемыми полосами 7, так как установлены на резцедержателях 4 на эксцентриковых осях 8 с которыми жестко соединены поворотные рычаги 9 с фиксирующими резьбовыми рукоятками 10. Резцы 5 жестко прикреплены к резцедержателям 4 болтами 13.
Заявляемый резцовый узел гратоснимателя сварочной машины работает следующим образом:
- перед работой или после замены резцов 5 настраивают опорные ролики 6 относительно неподвижно закрепленных резцов 5, для чего ослабляют резьбовые рукоятки 10 и поворотом рычагов 9 изменяют положение связанных с ними эксцентриковых осей 8 до совпадения образующей опорных роликов 6 с режущей кромкой резцов 5 (см. фиг.2);
- после подачи и зажатия полос в электродах подвижной 11 и неподвижной 12 сварочной машины, перед сваркой сводят рычаги гратоснимателя 1, до контакта опорных роликов 6 между собой;
- после сварки стыка полос 7 производят их перехват с отводом электродов подвижной 12 станины сварочной машины для обеспечения свободного прохода опорных роликов 6 с резцами 5 верхней 2 и нижней 3 резцовых головок между электродами и установку сваренного стыка по оси резцов 5;
- затем зажимают сваренные полосы в электродах подвижной 11 и неподвижной 12 станин сварочной машины, включают привод гратоснимателя 1 и перемещают его к сваренному стыку;
- первыми в контакт с полосами вступают опорные ролики 6, которые разводят рычаги гратоснимателя 1 и режущие кромки резцов 5 срезают грат со сваренных полос 7 (см. фиг.2 и 3), при этом образующаяся стружка снимаемого металла благодаря развороту режущей кромки под углом 5…15 градусов направляется в сторону от опорных роликов 6, чем предотвращается ее попадания под ролики 6;
- так как опорные ролики 6 установлены на резцедержателях 4 со стороны более тонкой полосы 7, приходящей на сварку, то режущие кромки резцов 5, срезая вместе с гратом тонкий слой металла более толстой полосы 7, обеспечивают за счет скоса в 3…5 градусов на режущей кромке резцов 5 плавный переход вблизи стыков от более тонких к более толстым полосам 7.
- после зачистки привод перемещения гратоснимателя 1 переключают на реверс и возвращают его в исходное положение.
Уменьшение угла разворота режущей кромки резцов меньше 5° не дает ожидаемого результата, так как стружка иногда попадает под опорные ролики и вызывает пропуск реза. Увеличение этого угла более 15° приводит к тому, что стружка, несмотря на ее усадку, утыкается при зачистке в электроды сварочной машины.
Таким образом, предложенный резцовый узел гратоснимателя сварочной машины позволяет:
- повысить качество зачистки за счет исключения возможности попадания стружки под опорные ролики резцовой головки и избежать пропусков реза;
- при сварке разнотолщинных полос обеспечить полное удаление грата заподлицо с более тонкой полосой и плавный переход к более толстой полосе, что обеспечивает более стабильную прокатку полос при прохождении сварных стыков через валки прокатных станов.
Предложенный резцовый узел гратоснимателя можно применять не только на машинах для сварки полос под прокатку, но также в машинах, установленных в высокопроизводительных трубных и профилегибочных агрегатах.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| СПОСОБ ЗАЧИСТКИ ЭЛЕКТРОДОВ СВАРОЧНОЙ МАШИНЫ ГРАТОСНИМАТЕЛЕМ | 2011 |
|
RU2471598C1 |
| Резцовая головка гратоснимателя | 1982 |
|
SU1073038A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СОЕДИНЕНИЙ ПОЛОС ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 2011 |
|
RU2456140C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| Способ контактной стыковой сварки оплавлением полос | 1983 |
|
SU1134331A1 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| Способ зачистки соединения полос при контактной стыковой сварке оплавлением и устройство для его осуществления | 1985 |
|
SU1276459A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
Изобретение может быть использовано для зачистки соединений рулонированных полос при контактной стыковой сварке оплавлением, выполняемой на специализированных сварочных машинах, устанавливаемых в прокатном производстве для укрупнения рулонов и обеспечения непрерывности работы металлургических агрегатов. Верхняя и нижняя резцовые головки резцового узла гратоснимателя включают резцедержатель с резцом и опорный ролик, установленный с возможностью контактирования с зачищаемыми полосами. Режущая кромка каждого резца выполнена под углом 5…15° в плане и развернута в сторону от оси своего опорного ролика, а также имеет по краям скосы на четверти длины под углом 3…5°. Опорный ролик установлен на резцедержателе с возможностью базирования по более тонкому и широкому концу рулона относительно привариваемого конца следующего рулона. Техническим результатом является повышение качества зачистки за счет исключения возможности попадания стружки под опорные ролики резцовой головки, а также обеспечение полного удаления грата заподлицо с более тонкой полосой и плавным переходом к более толстой полосе. 3 ил.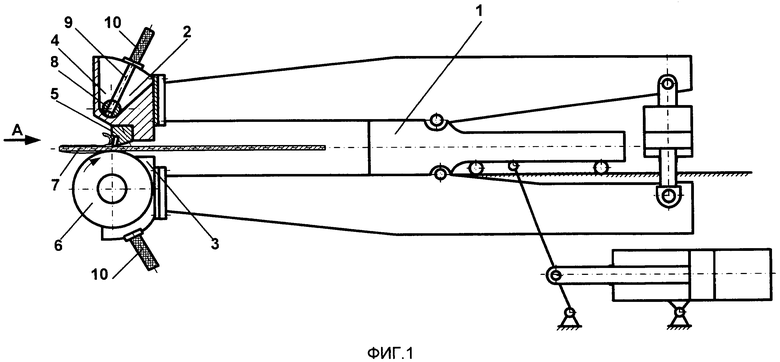
Резцовый узел гратоснимателя для зачистки соединения рулонированных полос при контактной сварке оплавлением, содержащий верхнюю и нижнюю резцовые головки, каждая из которых включает резцедержатель с резцом и опорный ролик, установленный с возможностью контактирования с зачищаемыми полосами, отличающийся тем, что режущая кромка каждого резца выполнена под углом 5…15° в плане и развернута в сторону от оси своего опорного ролика, а также имеет по краям скосы на четверти длины под углом 3…5°, при этом опорный ролик установлен на резцедержателе с возможностью базирования по более тонкому и широкому концу рулона относительно привариваемого конца следующего рулона.
| Способ зачистки соединения полос при контактной стыковой сварке оплавлением и устройство для его осуществления | 1985 |
|
SU1276459A1 |
| Резцовая головка гратоснимателя | 1982 |
|
SU1073038A1 |
| Устройство для удаления сварочного грата | 1982 |
|
SU1092019A1 |
| ГРАТОСНИМАТЁЛЬ | 0 |
|
SU312701A1 |
| Способ размотки коконов | 1980 |
|
SU943343A1 |

