Изобретение относится к области производства труб и может быть использовано при изготовлении электросварных труб со снятым внутренним гратом на трубоэлектросварочных станах.
При сварке давлением происходит вытеснение избытков металла в грат на наружной и внутренней поверхности. Наличие грата ограничивает область применения электросварных труб, поэтому его удаление является одной из важных технологических операций.
Известна резцовая головка для удаления внутреннего грата в электросварных трубах (патент РФ 2100169, В23К 37/08, 1997, БИ 36), содержащая корпус с установленными в нем прижимным роликом, опорными роликами и резцедержателем с резцом.
Недостатки известного технического решения заключаются в том, что для резцовой головки, воспринимающей усилия резания, опорой служит трубная заготовка, жесткость которой ограничивает пределы использования гратоснимателей, особенно при производстве тонкостенных труб. При неблагоприятных условиях по жесткости технологической системы процесс резания теряет устойчивость. Потеря устойчивости системы характеризуется возникновением вибраций - вредных периодических колебательных движений. При вибрациях ухудшается качество обработанной поверхности. Стойкость режущего инструмента, особенно твердосплавного и минералокерамического, значительно снижается. Кроме того, ухудшаются условия для транспортировки всевозможных инородных тел, попадающих внутрь трубы. Так, непременным спутником производства электросварных труб является окалина и брызги расплавленного металла. При сварке труб в режиме оплавления брызги и всплески выделяются в значительных количествах, их скопление может привести к обрыву штанги гратоснимателя и к дополнительным остановкам стана. Кроме этого, при прохождении поперечного сварного стыка труб и при остановках-пусках процесса сварки конструкция головки не позволяет обеспечить отвод резца от трубы. Вследствие этого существенно возрастает износ резцов и возможно даже их разрушение холодными участками внутреннего грата.
Известна резцовая головка для удаления внутреннего грата в электросварных трубах (патент РФ 2199425, В23К 37/00 от 27.02.2003 г.). Резцовая головка содержит корпус с установленными в нем прижимным роликом, опорными роликами, резцедержателем с резцом и механизмом поджима резца. Использование резцовой головки обеспечивает снятие грата в рабочем режиме и отвод резца (за счет прекращения поджима) при прохождении поперечного стыка труб, в случае аварийного отключения нагрева или при остановке стана.
Недостатки известного технического решения заключаются в том, что отвод резца при прохождении поперечного стыка труб в случае аварийного отключения нагрева или при остановке стана не гарантирован, поскольку отвод резцовой головки происходит самопроизвольно при прекращении поджима. Кроме того, для резцовой головки, воспринимающей усилия резания, опорой служит трубная заготовка, жесткость которой ограничивает пределы использования гратоснимателей, особенно при производстве тонкостенных труб, ухудшаются условия для транспортировки всевозможных инородных тел, попадающих внутрь трубы.
Наиболее близким техническим решением, принятым за прототип, является резцовая головка для удаления внутреннего грата в электросварных трубах (патент РФ 2595163, В23К 37/08 от 02.08.2016 г.). Резцовая головка содержит корпус с жестко закрепленными в нем опорными роликами, установленные резцедержатель с резцом, рычаг с прижимным роликом и упругим элементом, закрепленный в корпусе регулируемый упор, выполненный в виде регулировочного винта и цилиндра со штоком, соединенного с трубопроводом, пружину, установленную между корпусом и рычагом, опорная поверхность прижимного ролика разделена на две разнесенные части в поперечном направлении на определенное расстояние (отношение расстояния к внутреннему диаметру трубы в пределах 0.7…0.8).
Недостатками известного технического решения являются низкие технологические возможности, обусловленные конструктивной особенностью, при которой отвод резца при прохождении поперечного стыка труб, производится вручную, путем прекращения поджимания резца. В условиях затруднительного определения момента прохождения поперечного стыка труб возможны случаи преждевременного или запоздалого отвода резца. В первом случае, снижается сортность трубы за счет не снятия грата резцом, по причине низкой технологической возможности, снижающей эффективность конструкции резцовой головки, а во втором случае, снижается стойкость резца из-за прохождения поперечного стыка труб, что ведет к снижению надежности и эффективности резцовой головки в целом.
Решаемой технической задачей изобретения является повышение эффективности и надежности путем расширения технологических возможностей резцовой головки за счет повышения точности и стойкости.
Техническим результатом от использования предлагаемого изобретения является создание высокоэффективной резцовой головки для удаления внутреннего грата в электросварных трубах путем расширения технологических возможностей за счет повышения точности и ее стойкости.
Технический результат достигается тем, что в резцовой головке для удаления внутреннего грата в электросварных трубах, содержащей корпус с опорным роликом, установленные резцедержатель с резцом, упругий элемент с прижимным роликом и упор, выполненный в виде цилиндра, соединенного с трубопроводом, согласно изобретению она снабжена жиклером и предохранительным клапаном, упругий элемент выполнен в виде цанги по крайней мере с тремя лепестками, в которых установлены прижимные ролики, причем резцедержатель с резцом установлен на одном из лепестков цанги, с верхним прижимным роликом в плоскости опорного ролика, а другие, нижние прижимные ролики в лепестках цанги установлены со смещением в сторону опорного ролика, при этом жиклер установлен в трубопроводе на входе в цилиндр, а предохранительный клапан установлен на выходе из цилиндра.
Технический результат достигается тем, что в резцовой головке для удаления внутреннего грата в электросварных трубах нижние прижимные ролики в плоскости цанги установлены со смещением в сторону опорного ролика на величину, равную радиусу верхнего прижимного ролика.
Для пояснения технической сущности рассмотрим фиг. 1 и 2.
На фиг. 1 изображена резцовая головка в рабочем положении.
На фиг. 2 показана схема расположения прижимных роликов..
На фиг. 1 и 2 обозначено:
1 - корпус;
2 - резцедержатель:
3 - резец:
4 - прижимной ролик верхний;
5 - опорный ролик;
6 - цанга;
7 - упор;
8 - прижимные ролики нижние;
9 - установочный винт;
10 - крепежный винт;
11 - предохранительный клапан;
12 - жиклер;
13 - трубопровод;
14 – гидростанция.
Резцовая головка состоит из корпуса 1, резцедержателя 2 с резцом 3, верхнего прижимного ролика 4, опорного ролика 5, цанги 6, упора 7, нижних прижимных роликов 8, установочного и крепежного винтов 9, 10, предохранительного клапана 11, жиклера 12, трубопровода 13. На поверхностях верхнего прижимного и опорного роликов 4, 5 выполнены канавки по габаритам сварного шва. Упор 7 выполнен в виде цилиндра, установлен на корпусе 1 с возможностью контактирования с цангой 6. Цанга 6 выполнена, по крайней мере, с тремя лепестками, в лепестках цанги 6 установлены прижимные ролики 4 и 8, резцедержатель 2 с резцом 3 установлен на одном из лепестков цанги 6 с верхним прижимным роликом 4 в плоскости опорного ролика 5, а другие нижние прижимные ролики 8 в лепестках цанги 6 установлены со смещением в сторону опорного ролика 5. Жиклер 12 установлен в трубопроводе 13 на входе в цилиндр, а предохранительный клапан 11 установлен на выходе из цилиндра.
Резцовая головка работает следующим образом.
С помощью установочного винта 9 и крепежного винта 10 выставляют резец 3 относительно роликов 4 и 5 на определенную высоту, определяющую слой срезаемого грата. После настройки резцовой головки на стенде и установки в стан трубопровод 13 соединяют, например, с гидростанцией 14. Включая стан и после подвода к резцу 3 разогретого внутреннего грата, включают гидростанцию 14. Давление по трубопроводу 13 передается цилиндру и под действием давления перемещается упор 7. Упор 7 воздействует на цангу 6, которая, прижимает ролики 4 и 8 к внутренней поверхности трубы. Вследствие этого конструкция "распирается" внутри трубы, и резец 3, установленный в резцедержателе 2, упирается в поверхность трубы, врезается в грат и срезает его.
При прохождении поперечного стыка труб ролики 4 и 8 через цангу 6 автоматически осуществляют силовой отвод резца 3 и, воздействуя на упор 7 в обратном направлении, вытесняют часть рабочей жидкости гидростанции 14 из цилиндра за счет срабатывания предохранительного клапана 11. После прохождения поперечного стыка труб силовое воздействие роликов 4 и 5 на цангу 6 ослабевает и объем рабочей жидкости в цилиндре восстанавливается. Время восстановления резцовой головки в рабочее состояние определяется пропускной способностью жиклера 12 и устанавливается по времени прохождения поперечного стыка труб на расстояние от прижимных роликов 8 до резца 3.
По своим технико-экономическим показателям заявляемое техническое решение, по сравнению с известными аналогами, благодаря конструктивным особенностям резцовой головки с автоматическим отводом резца при прохождении поперечного стыка труб способствует повышению эффективности и надежности резцовой головки путем расширения технологических возможностей ее за счет повышения точности резцовой головки и стойкости резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
| Гратосниматель для удаления в трубах внутреннего грата | 1972 |
|
SU442016A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ ОБРАБОТКИ ТРУБ | 1973 |
|
SU383548A1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| Резцовая головка гратоснимателя | 1982 |
|
SU1073038A1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |

Резцовая головка содержит корпус 1 с опорным роликом 5, резцедержатель 2 с резцом 3, упругий элемент с прижимным роликом 4 и упор 7, выполненный в виде цилиндра, соединенного с трубопроводом. Резцовая головка снабжена жиклером 12 и предохранительным клапаном 11, упругий элемент выполнен в виде цанги 6 по крайней мере с тремя лепестками, в лепестках цанги 6 установлены прижимные ролики 4 и 8. Резцедержатель 2 с резцом 3 установлен на одном из лепестков цанги с верхним прижимным роликом 4 в плоскости опорного ролика 5, а другие нижние прижимные ролики 8 в лепестках цанги 6 установлены со смещением в сторону опорного ролик 5, при этом жиклер 12 установлен в трубопроводе 13 на входе в цилиндр 7, а предохранительный клапан 11 установлен на выходе из цилиндра. Нижние прижимные ролики 8 в плоскости цанги 6 могут быть установлены со смещением в сторону опорного ролика 5 на величину, равную радиусу верхнего прижимного ролика 4. Достигается расширение технологических возможностей резцовой головки за счет повышения ее точности и стойкости. 1 з.п. ф-лы, 2 ил.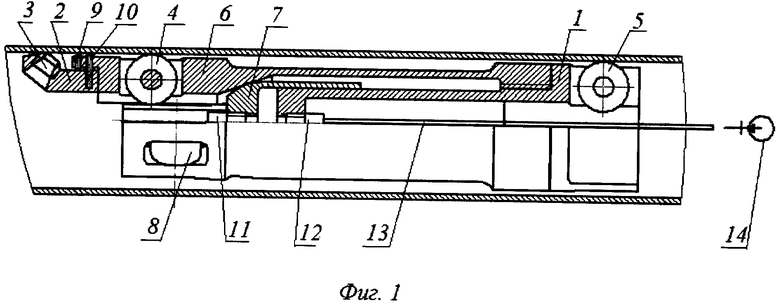
1. Резцовая головка для удаления внутреннего грата в электросварных трубах, содержащая корпус с опорным роликом, в котором установлены резцедержатель с резцом, упругий элемент и упор, выполненный в виде цилиндра, соединенного с трубопроводом для его перемещения под давлением, отличающаяся тем, что она снабжена жиклером и предохранительным клапаном, при этом упругий элемент выполнен в виде цанги по крайней мере с тремя лепестками, в которых установлены прижимные ролики, причем резцедержатель с резцом установлен на одном из лепестков цанги с верхним прижимным роликом в плоскости опорного ролика, а нижние прижимные ролики в лепестках цанги установлены со смещением в сторону опорного ролика, при этом жиклер установлен в трубопроводе на входе в цилиндр, а предохранительный клапан установлен на выходе из цилиндра.
2. Резцовая головка по п. 1, отличающаяся тем, что нижние прижимные ролики установлены со смещением в сторону опорного ролика на величину, равную радиусу верхнего прижимного ролика.
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| US 4710078 A1, 01.12.1987. | |||

