Изобретение относится к машиностроению и может быть использовано при исследованиях лезвийного режущего инструмента.
Известны способы контроля температуры на поверхности режущего инструмента с помощью измерительных устройств (Ящерицын П.И. Еременков М.А. Фольдштейн Е.Э. Теория резания. Физические и тепловые процессы в технологических системах. Минск. Вышейшая школа, 1990, с.168-177).
Однако данный способ не обеспечивает требуемой точности измерений, трудоемок, не позволяет измерить температуру сразу во всех точках исследуемой поверхности.
Известен способ контроля температуры, заключающийся в нанесении на поверхности инструмента специальных составов, изменяющих свой цвет под действием температуры (там же, с.168, 169).
Известен способ контроля температуры, заключающийся в том, что на поверхности режущего инструмента наносят в вакууме слой металла с известной температурой плавления, обозначая соответствующую изотерму (там же, с.168).
Однако данный способ требует специальной аппаратуры для нанесения покрытий.
Целью изобретения является снижение затрат на процесс измерения температуры на поверхности режущего инструмента.
Поставленная цель достигается тем, что на поверхности режущего инструмента электронным методом наносят многослойное покрытие из металлов и их сплавов таким образом, чтобы температура плавления слоев убывала по мере нанесения покрытия, а при резании в процессе нагревания инструмента и последовательного оплавления слоев покрытия фиксировались границы распределения постоянных температур.
На фиг. 1 изображена схема нанесения контролирующего легкоплавкого многослойного покрытия.
Предлагаемый способ реализуется следующим образом. На поверхность режущего инструмента 1 (фиг.1) наносят легкоплавкое многослойное металлическое покрытие. По мере нанесения слоев 2-4 покрытия температура нанесения слоев должна убывать. Нанесение легкоплавких покрытий осуществляется электроискровым методом.
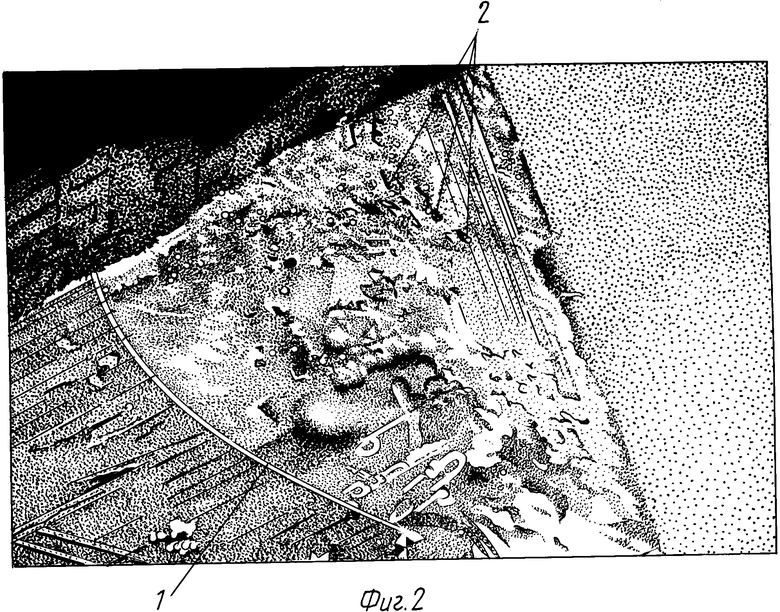
В процессе металлообработки происходит нагрев режущего инструмента 1 (фиг. 2). При достижении инструментом температуры, равной температуре плавления верхнего слоя покрытия 4 (фиг.1), начинается его расплавление, причем граница расплавления перемещается по мере дальнейшего нагрева инструмента. По мере дальнейшего увеличения температуры инструмента начинается расплавление последующих слоев 2 и 3 покрытия (фиг.1). Таким образом можно фиксировать границы распределения постоянных температур слоев 2-5 (фиг.2) на поверхности режущего инструмента 1.
Пример реализации способа.
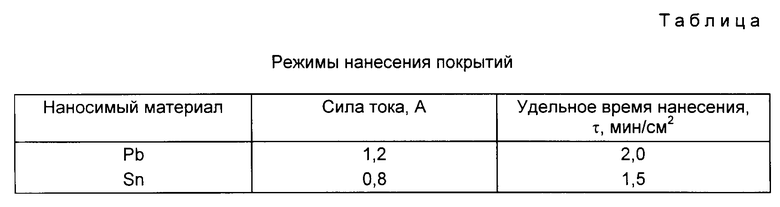
На главную заднюю поверхность резца из быстрорежущей стали марки Р6М5 наносили электроискровым методом на установке "ЭЛИТРОН 22А" покрытия свинца (Tпл 327oC) и олова (Tпл 237oC). Для этого в держатель установки зажимали штамбик из наносимого материала сечением 2x2 мм при режимах, представленных в таблице.
Изотермы плавления свинца и олова получили при продольном точении заготовки из стали 12x18 мм HIOT на режимах: скорость V3 25 м /мин, подача S1 0,3 мм/об. припуск t 1 мм.
На фиг. 2 приведена фотография (x60), полученная на микроскопе МИМ-7, на которой изображена задняя поверхность резца, позволяющая судить о картине распределения температур по изотерме 1 (Tпл Pв 237oC) и изотерме 2 (Tпл Sn 327oC).
Использование: исследование состояния режущего инструмента, применяемого в машиностроении. Сущность изобретения: для определения температуры на поверхности режущего инструмента на поверхность инструмента электроискровым методом наносят многослойное покрытие из металлов и их сплавов. Температура слоев должна убывать по мере нанесения покрытия, а при резании в процессе нагревания инструмента и последовательного оплавления слоев покрытия должны фиксироваться границы распределения постоянных температур на поверхности инструмента. 2 ил., 1 табл.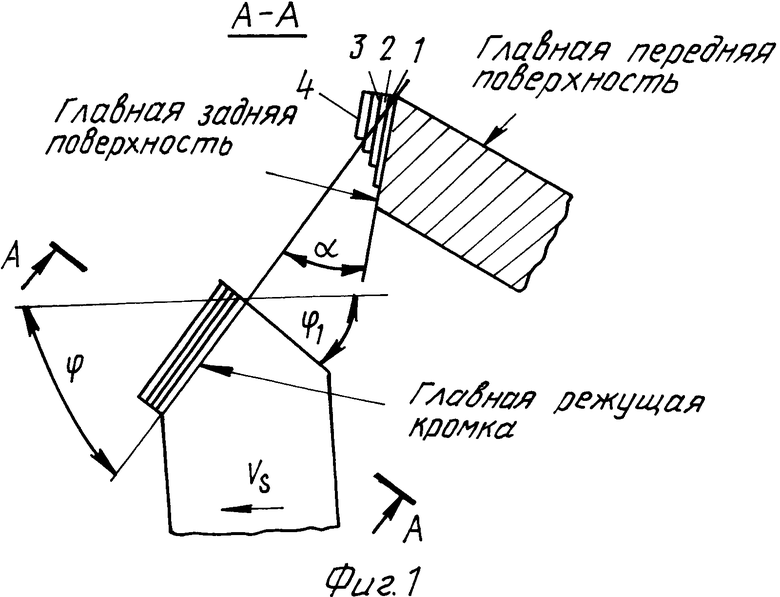
Способ определения температуры на поверхности режущего инструмента, заключающийся в нанесении на поверхности инструмента веществ, фиксирующих температуру нагрева, отличающийся тем, что на поверхность инструмента электроискровым методом наносят многослойное покрытие из металлов и их сплавов таким образом, чтобы температура плавления слоев убывала по мере нанесения покрытия, а при резании в процессе нагревания инструмента и последовательного оплавления слоев покрытия фиксировались границы распределения постоянных температур на поверхностях инструмента.
| Ящерицын П.И | |||
| и др | |||
| Теория резания | |||
| Физические и тепловые процессы в технологических системах | |||
| - Минск: Высшая школа, 1990, с.168, 169. |
