Изобретение относится к измерительной технике, а именно к способам измерения температуры твердых тел, в частности в режущей части инструмента в процессе резания.
Известен бесконтактный цветовой способ измерения температуры режущей части инструмента с помощью фотоэлемента [1], заключающийся в том, что инфракрасное излучение нагретого тела попеременно подают на фотоэлемент через два светофильтра, пропускающих только излучения с определенной длиной волны, и по разности полученных на выходе фотоэлемента двух импульсов электрического напряжения определяют температуру нагретого тела.
Известный способ позволяет производить измерения лишь в диапазоне от 300°С до 1000°С и с площади излучения в один квадратный миллиметр и более. Тогда как вся изучаемая зона контакта в режущей части инструмента составляет площадь в один квадратный миллиметр или менее, то исследование распределения температур в таких условиях при определении температурных полей известным способом не представляется возможным. Кроме того, при небольших скоростях резания максимальная температура в зоне контакта составляет порядка 120-300°С, что находится за пределами возможностей известного способа.
Известен способ определения температур по длине контакта стружки с передней поверхностью резца [2] с помощью естественной термопары, образуемой стружкой и проводящей пластиной, расположенной под углом к главной режущей кромке и на различном расстоянии от нее. В процессе обработки детали в виде диска резцу, кроме подачи, сообщают дополнительное движение вдоль главной режущей кромки и регистрируют величину термо-ЭДС в функции дополнительного перемещения резца. Термо-ЭДС, возникающая между стружкой и пластиной, в каждый момент времени соответствует температуре резания в точке, лежащей на расстоянии от главной режущей кромки до точки контакта стружки с проводящей пластиной.
Известный способ позволяет получить распределение значений температур лишь по передней поверхности резца, а не полю режущего клина.
Известен способ определения температуры по длине контакта задней поверхности резца [3], заключающийся в измерении термо-ЭДС естественной термопары, образуемой заготовкой и задней поверхностью резца. Для этого обработку производят резцом, разрезанным по диагонали фаски на задней поверхности, имеющей нулевой задний угол и равной по площади величине износа резца по задней поверхности. Термопару составляют заготовка и изолированная от передней части и от станка задняя часть разрезного резца. При этом заготовке сообщают дополнительное движение вдоль главной режущей кромки, начиная его с меньшей длины контакта задней поверхности изолированной части резца, и определяют величину площади контакта с заготовкой, а о искомой температуре судят по величине приращения термо-ЭДС и площадок контакта вдоль главной режущей кромки.
Известный способ позволяет получить значения температур лишь по задней поверхности резца, и также не позволяет определить картину температур по всему полю режущей части инструмента.
Известен способ определения температуры на поверхности режущего инструмента [4], в котором на указанные поверхности электроискровым методом наносят многослойное покрытие из металлов и их сплавов таким образом, чтобы температура плавления слоев убывала по мере нанесения покрытия, а при резании в процессе нагревания инструмента и последовательного оплавления слоев покрытия фиксировались границы распределения постоянных температур на поверхностях инструмента.
Однако данный способ недостаточно точен, не позволяет измерить температуру сразу во всех точках исследуемой поверхности, так как номенклатура металлов с низкой температурой плавления весьма ограничена. Также этот способ не позволяет проводить измерение температурного поля в процессе резания, так как он фиксирует лишь изотермы с максимальными значениями температур, связанных с температурами плавления используемых сплавов. Кроме того, он отличается сложностью нанесения многослойных покрытий и необходимостью проведения повторных экспериментов с нанесением многослойного покрытия из другого сочетания сплавов для того, чтобы увеличить количество получаемых изотерм, которые связаны с температурами плавления этих сплавов.
Известен способ определения температурных полей в режущей части инструмента, выбранный в качестве прототипа [5], с помощью цветовых многопозиционных термоиндикаторных веществ (ЦТИВ), заключающийся в том, что состав, включающий в себя ЦТИВ, наносят на рабочие поверхности режущей части инструмента, после работы инструмента в течение определенного времени при интересующих режимах резания исследуют изменение цветовой картины, по которой определяют поле распределения температур.
Однако температурные поля получаются в виде линий термопереходов только на исследуемой поверхности.
Проблемой, решаемой предлагаемым способом является низкая точность определения значений температур по всему объему режущего клина инструмента.
Проблема устраняется тем, что режущая часть инструмента собирается из отдельных пластин, на боковые поверхности которых наносится многопереходная термоиндикаторная краска [6].
Термическая краска создана на основе продуктов, которые чувствительны к температуре. Благодаря этому нанесенная краска на твердую поверхность затвердевает при высыхании и при изменении температуры способна менять свой цвет на поверхности испытываемого образца. При таком методе исследования можно точно определить, какая температура воздействовала на испытуемый объект.
Многопереходная термокраска может показать несколько цветовых переходов для различных температур. Анализ такого цветового перехода осуществляется с помощью градиента цветов. Краска может иметь до 17 цветовых перехода в диапазоне температур от 105. . до .1280°С. Цветовой переход термоиндикаторных красок составляет от ±2°С.
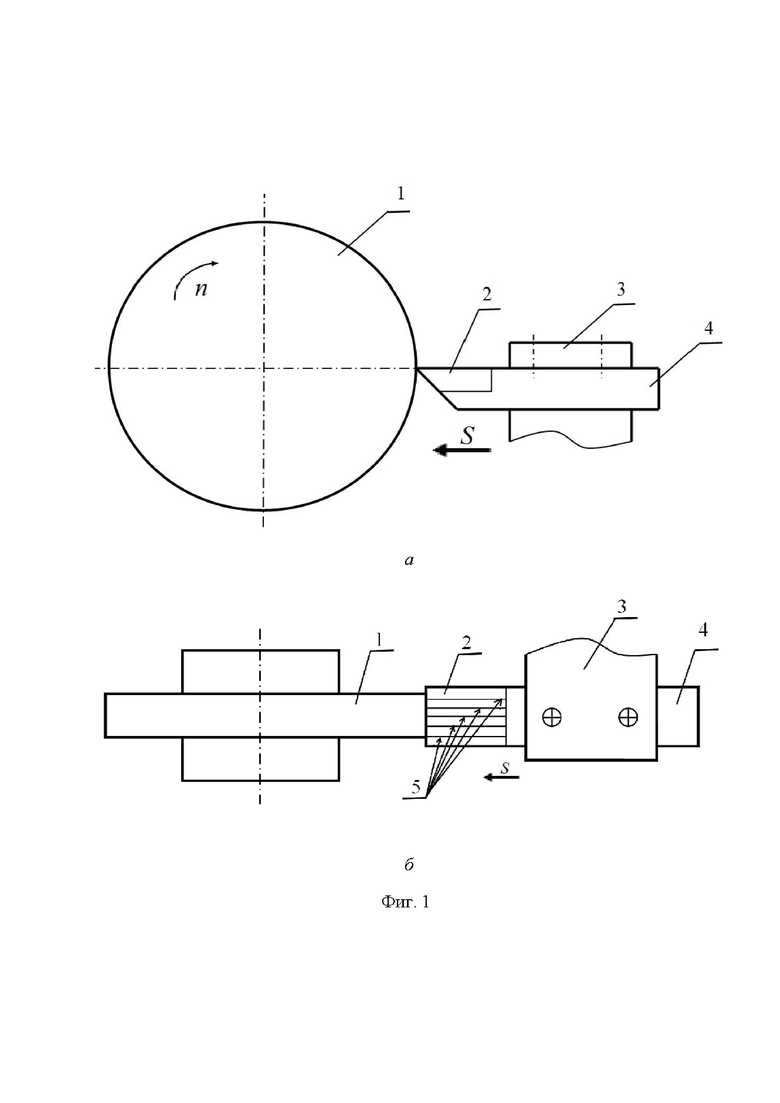
Сущность способа поясняется чертежами: фиг. 1а и б. Деталь 1 закрепляется в шпинделе станка, резец 4 - в резцедержателе 3. Режущая часть 2 инструмента состоит из пластин (фиг. 1б). Перед сборкой инструмента и установкой в резцедержатель на боковые поверхности пластин 5 наносится термокраска [6]. Детали задается вращение n, резцу - поперечное перемещение инструмента S. Осуществляется процесс резания. После окончания процесса режущую часть инструмента разбирают и анализируют изменения цвета на боковых поверхностях пластин.
При анализе боковых поверхностей пластин после осуществления процесса резания по изменению цвета краски можно определить распределение температурных полей на каждой пластине (фиг. 2), а в совокупности всех пластин - в объеме режущего клина.
Автору и заявителю неизвестен такой способ определения температурных полей, обладающий достаточным изобретательским уровнем и безусловным практическим применением.
ЛИТЕРАТУРА
1. Остафьев, В.А., Устройство для бесконтактного измерения температуры в зоне резания цветовым методом / В.А. Остафьев, А.Н. Вестфаль, А.А. Чернявская // Известия вузов; Машиностроение. - 1976. - №4. - С. 159-162.
2. А.с. СССР №416166, В01В 1/00, опубл. 1974, Бюл. №7.
3. А.с. СССР №1355358, В01В 1/00, опубл. 1987, Бюл. №44.
4. Пат. РФ №2100173, B23Q 11/00, опубл. 27.12.1997.
5. Верещака, А.С. Исследование теплового состояния режущих инструментов с помощью многопозиционных термоиндикаторов / А.С. Верещака, М.В. Провоторов и др. // Вестник машиностроения. - 1986. - №1, - С. 45-49.
6. Высокотемпературные термоиндикаторные краски EL-SCADA MAP (https://el-scada.ru/temperatura/vyisokotemperaturnyie-termoindikatornyie-kraski/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНЫХ ПОЛЕЙ В РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА | 2010 |
|
RU2438104C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНЫХ ПОЛЕЙ В РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2010 |
|
RU2442967C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА | 2024 |
|
RU2821452C1 |
| СПОСОБ ТАРИРОВАНИЯ ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ В ПРОЦЕССЕ ВРЕЗАНИЯ | 2012 |
|
RU2505380C1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНЫХ ВРЕМЕННЫХ ХАРАКТЕРИСТИК ТЕРМОИНДИКАТОРНЫХ КРАСОК | 2004 |
|
RU2265196C1 |
| Термоиндикаторная краска | 1989 |
|
SU1765145A1 |
| СПОСОБ ТАРИРОВАНИЯ ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ | 2012 |
|
RU2514369C2 |
| Состав для термоиндикаторной краски | 1991 |
|
SU1816778A1 |

Изобретение относится к области измерительной техники в металлообработке и может быть использовано для измерения температуры в режущей части инструмента в процессе резания. Способ включает использование сборного инструмента, режущая часть которого состоит из нескольких отдельных пластин, на боковые поверхности которых перед сборкой инструмента наносят термоиндикаторное вещество в виде многопереходной термоиндикаторной краски. При этом после окончания процесса резания режущую часть разбирают и анализируют изменения цвета упомянутой краски на боковых поверхностях пластин, на основании чего определяют распределения температурных полей в объеме режущей части инструмента. Использование изобретения позволяет с высокой точностью определять значения температур по всему объему режущей части инструмента. 2 ил.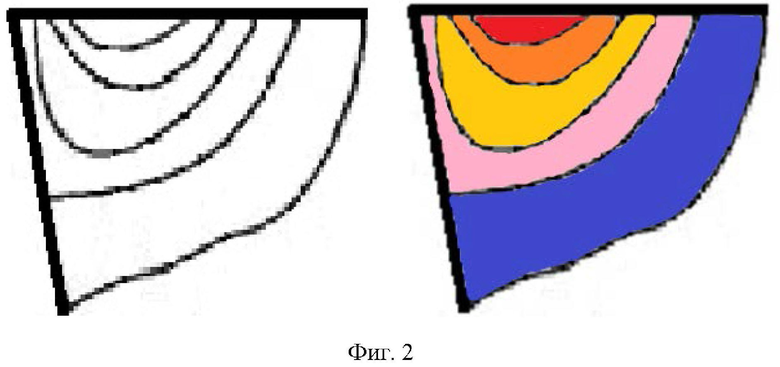
Способ определения распределения температурных полей в режущей части инструмента по результатам резания, включающий осуществление упомянутым инструментом с нанесенным на поверхности его режущей части термоиндикаторным веществом процесса резания на заданных режимах, вывод инструмента из зоны резания после окончания процесса резания и анализ цветовой картины на упомянутых поверхностях, по изменению которой определяют распределения температурных полей, отличающийся тем, что используют сборный инструмент, режущая часть которого состоит из нескольких отдельных пластин, а в качестве термоиндикаторного вещества используют многопереходную термоиндикаторную краску, которую наносят на боковые поверхности упомянутых пластин перед сборкой инструмента, при этом после окончания процесса резания режущую часть разбирают и анализируют изменения цвета упомянутой краски на боковых поверхностях пластин, на основании чего определяют распределения температурных полей в объеме режущей части инструмента.
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНЫХ ПОЛЕЙ В РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2010 |
|
RU2442967C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ НА ПОВЕРХНОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1996 |
|
RU2100173C1 |
| Способ определения температуры по длине контакта задней поверхности резца | 1986 |
|
SU1355358A1 |
| 1971 |
|
SU416166A1 | |
| WO 2018059910 A1, 05.04.2018 | |||
| US 20150047552 A1, 19.02.2015. | |||

