Изобретение относится к черной металлургии и может быть использовано в прокатном производстве для легирования поверхности заготовки в процессе прокатки.
Известен состав и способ нанесения покрытия, содержащего высокоглиноземистый мертель, каолизированный шамот и полиметафосфат при следующем соотношении компонентов, мас.
Высокоглиноземистый мертель 50 70
Каолинизированный шамот 24 38
Полиметофосфат натрия 6 12
Покрытие наносят на сляб окунанием, затем нагревают в методической печи и прокатывают на лист. Эта технологическая операция обеспечивает защиту от окисления при нагреве сляба до 1350oC, устраняет появление трудноудаляемой окалины, что в свою очередь снижает трудоемкость отделки листов и выбраковки по причине выхода за допустимые пределы отклонений по толщине листа (авт. св. СССР N 781219, кл. C 21 D 1/70, 1980).
Этот способ пригоден для защиты металла от окисления в процессе нагрева под прокатку, но не во время прокатки. Потери металла на окисление во время прокатки вполне сравнимы, а часто и превосходят потери на окисление в процессе нагрева под прокатку. Тем более, этот способ не пригоден для легирования поверхности металла в процессе нагрева под прокатку и самой прокатки. При этом получить этим способом легированный слой, обладающий антикоррозионными свойствами, невозможно в составе покрытия нет легирующего компонента.
Кроме того, известен способ получения коррозионностойкого листа, включающий нанесение покрытия на сляб, нагрев под прокатку и прокатку. Покрытие наносимое на сляб двухслойное. Первый слой наносят толщиной определяемой из соотношения (0,05 0,075) H/h, а затем после окисления наносят второй слой, толщина которого определяется из соотношения
где H исходная толщина сляба, мм;
h конечная толщина листа, мм;
T фактическая температура нагрева под прокатку, oC;
τ продолжительность нагрева под прокатку, Ч
(патент RU N 2037557, кл. C 23 C 10/50, C 21 D 9/46, 19.06.95, бюл. N 17).
Недостатком способа являются высокие трудо- и энергозатраты при нанесении двух слоев покрытий газотермическим способом или электрометаллизацией.
Задача изобретения получение коррозионно-стойкого штрипса толщиной 6 -16 мм для изготовления сварочных труб большого диаметра из слябов с односторонним покрытием при снижении трудо- и энергозатрат и упрощении технологии нагрева под прокатку.
Задача решается за счет нанесения на поверхность исходной заготовки (сляба) двух слоев покрытия в зависимости от функционального назначения слоя, регламентированного по составу, расходу и плотности.
Функциональное назначения первого слоя в том, что он, расплавляясь при температуре не более 800oC, восстанавливает окисную пленку основного металла. Алюминий входящий в состав первого слоя, легирует поверхность сляба, что предотвращает окисление поверхности сляба в нагревательном устройстве. Второй слой, окисляясь на поверхности, не только защищает первый слой от окисления, но и служит источником легирующего элемента, дополняющим первый слой. Это его функциональное назначение.
Экспериментально установлено, что для легирования поверхности сляба, восстановления окисной пленки основного металла, препятствующего легированию, предотвращения окисления основного металла при температуре более 800oC первый слой содержит, мас.
Алюминиевый порошок 25 65
Хлористый натрий 15 25
Криолит 20 50
Расход состава первого слоя, кг/м2 1,5 2,0
Плотность состава, г/см3 1,6 1,9
Для дополнительного поступления алюминия в первый слой и защиты его от окисления в агрессивной высокотемпературной зоне нагревательного устройства за счет создания тугоплавкой окисной пленки на наружной поверхности второго слоя он содержит, мас.
Алюминиевый порошок 60 80
Жидкое стекло 20 40
Расход состава второго слоя, кг/м3 2,0 4,0
Плотность состава г/см3 1,5 1,9
Дополнительно экспериментально установлено: увеличение расхода состава как первого, так и второго слоя при нагреве под прокатку при 1100 1320oC в течение 2 7 ч на параметры легированного слоя практически не влияют.
При этом известно, что защитными антикоррозионными свойствами обладает слой, содержащий не менее 6% алюминия по массе: при этом глубина легированного слоя составляет не менее 20 мкм.
Содержание компонентов первого слоя обеспечивает появление легированного слоя до 800oC легированный слой, коррозионно-стойкий при более высоких температурах, гарантирует дальнейшее беспрепятственное легирование поверхности. Содержание хлористого натрия и криолита в заданных пределах снижает температуру плавления смеси до температуры не более 750oC. При этой температуре растворяется окисная пленка алюминия. Алюминий восстанавливает оксиды железа и легирует поверхность заготовки (сляба). Кроме того, криолит взаимодействует с жидким стеклом второго слоя, образуя тугоплавкие оксиды, а образовавшая тугоплавкая пленка препятствует чрезмерному окислению алюминия во втором слое.
Уменьшение содержания криолита и хлористого натрия приводит к тому, что уменьшаются параметры легированного слоя. Увеличение содержания криолита и хлористого натрия сверх указанных пределов возможно только за счет уменьшения содержания алюминия. Если алюминия менее 25% то сплошного легированного слоя до 800oC не образуется, а это приводит к снижению параметров легированного слоя как на слябе, так и на штрипсе.
Расход состава первого слоя обеспечивает появление легированного слоя при низких температурах. Если расход меньше, то сплошного легированного слоя не будет, получить коррозионно-стойкий штрипс невозможно. Увеличение расхода за верхний предел влияния на параметры легированного слоя не оказывает.
При высоких температурах граница между слоями исчезает, легирование поверхности происходит за счет суммарного содержания алюминия в двух слоях. Плотность состава влияет на качество покрытия при его нанесении на сляб. Если плотность меньше, толщина покрытия неравномерна. На участках с меньшей толщиной покрытия меньше легирующего компонента и, следовательно, снижаются на размеры легированного слоя. Плотность больше заявленной приводит к аналогичным последствиям. Компоненты второго слоя при высоких температурах взаимодействуют с компонентами первого слоя, а именно с криолитом и хлористым натрием. Жидкое стекло с криолитом образуют тугоплавкие соединения на внешней поверхности покрытия, которые защищают расплавленный алюминий от дальнейшего окисления.
Если жидкого стекла меньше, снижаются защитные свойства тугоплавкой окисной пленки. Увеличение содержания жидкого стекла возможно только за счет алюминия, что влечет за собой снижение параметров легированного слоя. Если алюминия меньше заявленного предела, то как и при снижении общего расхода, уменьшаются параметры легированного слоя.
Увеличение содержания алюминия за счет жидкого стекла приводит к снижению защитных свойств тугоплавкой пленки. Снижаются параметры легированного слоя.
Снижение общего расхода приводит к уменьшению содержания алюминия в покрытии параметров тугоплавкой пленки, а это снижает параметры легированного слоя.
Увеличение расхода свыше заявленного предела влияния на легированный слой не оказывает. Плотность состава, как и в первом слое влияет на качество покрытия при его нанесении на просушенный первый слой. Плотность и меньше и выше заявленной не позволяет получить равнотолщинный слой, а это влияет на параметры легированного слоя
Примеры практического выполнения
Покрытие наносили на образцы и слябы из стали 3СП и 17ГС. Размеры 200 х 200 х 40 слябы 1500 х 900 х 130-160 мм.
Нагрев проводили в проходной печи с толкателем при 1100 1320oC. Прокатку образцов осуществляли на промышленно-экспериментальном стане 130, слябов на блюминге 1100. Параметры легированного слоя из следовали на установки М 46 фирмы "Камека".
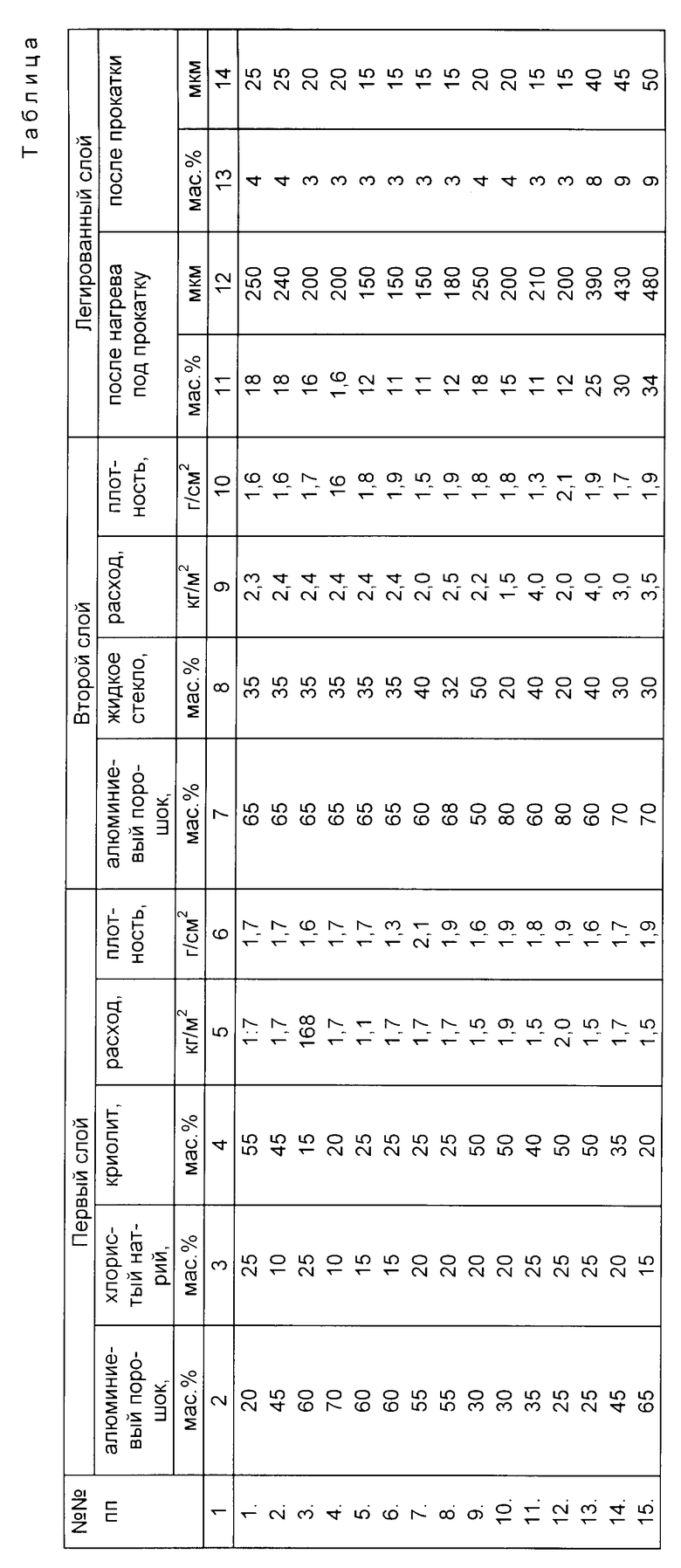
В примерах 1 7 приведены данные о параметрах легированных слоев после нагрева под прокатку и после прокатки при запредельных значениях содержания компонентов, расхода и плотности первого слоя. Содержание компонентов, расход и плотность при нанесении второго слоя в заявленных пределах. Нагрев под прокатку осуществляли при температурах 1100 -1320oC в течение 2 7 ч.
Пример 1. Алюминия меньше предлагаемого. Параметры легированного слоя после прокатки ниже.
Пример 2. Содержание хлористого натрия меньше предлагаемого. Легированный слой меньше необходимого.
Пример 3. Криолита меньше предлагаемого. Потери алюминия на окисление во втором слое приводят к снижению параметров легированного слоя на штрипсе.
Пример 4. Алюминиевого порошка больше предлагаемого. Хлористого натрия меньше. Температура плавления смеси криолит-хлористый натрий более 750oC. Снижаются параметры легированного слоя.
Пример 5. Расход первого слоя меньше предлагаемого. Алюминия недостаточно для создания легированного слоя при низких температурах. Снижаются параметры легированного слоя на штрипсе.
Пример 6. Плотность меньше предлагаемой. Первый слой неравномерен по толщине. Параметры легированного слоя ниже.
Пример 7. Плотность больше предлагаемой. Легированный слой меньше.
Пример 8-12 результаты испытаний образцов и слябов при запредельных значениях параметров второго слоя.
Пример 8. Алюминия больше предлагаемого. Соответственно меньше жидкого стекла. Увеличиваются потери алюминия на окисление при нагреве под прокатку из-за уменьшения параметров тугоплавкой защитной пленки.
Пример 9. Алюминия меньше предлагаемого. Снижаются параметры легированного слоя.
Пример 10. Расход меньше предлагаемого. Легированный слой не достигает параметров, обеспечивающих повышение антикоррозионных свойств.
В примерах 11-12 плотность больше и меньше предлагаемого. В обоих случаях разнотолщинность покрытия приводит к снижению параметров легированного слоя: причем низкие параметры легированного слоя обнаружены на участках образцов с меньшей толщиной покрытия.
В примерах 13-15 результаты прокатки слябов с покрытием, нанесенным в предлагаемых пределах.
По результатам испытаний, приведенным в таблице, видно, что получение штрипса с поверхностным легированный слоем, обладающим защитными антикоррозионными свойствами, т. е. содержащим алюминий в количестве не менее 8% по массе, возможно только применении предлагаемого технического решения в пределах, указанных в формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1996 |
|
RU2117551C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2023534C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1998 |
|
RU2155115C2 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2082550C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2026153C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ ОБЖИГА | 1994 |
|
RU2080416C1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2092619C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ КРУПНОЙ ИЗЛОЖНИЦЫ | 2002 |
|
RU2271262C2 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| ЗАЩИТНО-УПРОЧНЯЮЩЕЕ ПОКРЫТИЕ ОГНЕУПОРНЫХ ФУТЕРОВОК ТЕПЛОВЫХ АГРЕГАТОВ | 2012 |
|
RU2492019C1 |
Использование: в металлургии для легирования поверхности заготовки и защиты от окисления в процессе прокатки. Сущность изобретения: способ производства коррозионностойкого листа включает нанесение на заготовку перед нагревом под прокатку двух алюминийсодержащих слоев, регламентированных по толщине, нагрев под прокатку и прокатку. Слои покрытия наносится на поверхность сляба в виде суспензии, причем первый слой содержит алюминиевый порошок, криолит, хлористый натрий, при следующем соотношении компонентов, мас. %: алюминиевый порошок 25 - 65; хлористый натрий 15 - 25; криолит 20 - 50. Первый слой суспензии наносят расходом 1,5 - 2 кг/м2, плотностью 1,6 - 1,9 г/см3. При этом второй слой содержит компоненты в следующем соотношении, мас. %: алюминиевый порошок 60 - 80; жидкое стекло 20 - 40. Слой наносят расходом 2,0 - 4,0 кг/м2 полностью 1,5 - 1,9 г/см3 после просушивания первого слоя. Результаты испытаний показывают, что изобретение позволяет получить коррозионностойкий лист с поверхностно легированным слоем, содержащим алюминий в количестве не менее 8 мас.%. 1 табл.
Способ производства коррозионно-стойкого листа, включающий нанесение на сляб в виде суспензии двух алюминийсодержащих слоев покрытия, регламентированных по толщине, нагрев под прокатку и прокатку, отличающийся тем, что первый слой наносят при расходе материала покрытия 1,5 2,0 кг/м2 с плотностью 1,6 1,9 г/см3 при следующем соотношении компонентов, мас.
Алюминиевый порошок 25 65
Хлористый натрий 15 25
Криолит 20 50
а второй слой наносят после просушивания первого слоя с расходом материала покрытия 2 4 кг/м2 с плотностью 1,5 1,9 г/см3 при следующем соотношении компонентов, мас.
Алюминиевый порошок 60 80
Жидкое стекло 20 40е
| SU, авторское свидетельство, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| RU, патент, 2037557, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

