Изобретение относится к черной металлургии и может быть использовано для повышения стойкости изделий при их отливке с применением форм из песчано-глинистых смесей.
Известен способ легирования рабочей поверхности изложницы, включающий нанесение алюминийсодержащей краски на стержень формы изложницы из жидкой самотвердеющей смеси, сборку формы, заливку чугуна. Алюминийсодержащая краска состоит из алюминиевого порошка, криолита, хлористого натрия, огнеупорной глины, ингибитора, при следующем содержании компонентов, мас.%:
Алюминиевый порошок - 68 - 75
Криолит - 1,5 - 2,5
Хлористый натрий - 8,5 - 12,0
Огнеупорная глина - 12 - 21
Ингибитор - 0,02 - 0,04
Краску наносят на стержень плотностью 1,40 - 1,50 г/см3 и расходом 800 - 1200 г/см2. Среднестатическая стойкость изложницы при этом повышается на 30 - 38% (патент РФ N 2026153, кл. B 22 D 27/16, 1995).
Недостаток этого способа в том, что легированный слой неравномерен по содержанию алюминия и толщине. Отношение параметров легированного участка рабочей поверхности изложницы к параметрам легированного слоя другого участка может достигать 4. Могут быть участки вообще без легированного слоя. Стойкость участков с минимальным легированным слоем и без него находится на уровне стойкости рядовой изложницы, а именно такие участки определяют стойкость изложницы в целом.
Кроме того, известен способ легирования рабочей поверхности изложницы, включающий нанесение алюминийсодержащей краски на поверхность вертикального стержня, изготовленного из песчано-глинистой смеси, покрытого противопригарной краской, просушенного в сушильном устройстве. Алюминийсодержащая краска наносится на стержень при температуре его поверхности 100 - 50oC и содержит алюминиевый порошок, криолит, хлористый натрий, огнеупорную глину, декстрин, ингибитор при следующем соотношении компонентов, мас.%:
Криолит - 2,0 - 2,8
Хлористый натрий - 9,0 - 11,0
Огнеупорная глина - 10,0 - 16,0
Декстрин - 0,8 - 1,2
Ингибитор - 0,02 - 0,04
Алюминиевый порошок - Остальное
Краску разводят водой до плотности 1,52 - 1,55 г/см3 и наносят способом пульверизации на поверхность стержня расходом 850 - 1600 г/см2 (патент РФ N 2023534, кл. B 22 D 27/18, 1994). Среднестатическая стойкость изложниц повышается до 30%.
Недостатком этого способа является неравномерность легированного слоя по содержанию алюминия и толщине легированного слоя по поверхности изложницы. Отношение параметров легированного слоя на одном участке рабочей поверхности к параметрам легированного слоя на другом участке может достигать 4. Могут быть участки вообще без легированного слоя. Стойкость изложницы в целом определяют участки, лишенные легированного слоя или участки с минимальными параметрами слоя. Стойкость таких участков незначительно отличатся от стойкости рядовой изложницы и, следовательно, стойкость изложницы практически не повышается. Этот фактор снижает среднестатическую стойкость изложниц.
Этот способ наиболее близкий по технической сущности, взят за прототип.
Задачей изобретения является повышение стойкости изложницы за счет выравнивания параметров легированного слоя по рабочей поверхности изложницы и более полного использования алюминия, находящегося в краске на легирование рабочей поверхности.
Предлагаемое решение указанной задачи заключается в том, что в известном способе легирования рабочей поверхности изложницы, включающем нанесение на сформованный стержень формы для отливки изложницы алюминийсодержащей краски, причем в алюминийсодержащую краску, состоящую из алюминиевого порошка, криолита, хлористого натрия, глины, дополнительно вводят хлористый калий при следующем содержании компонентов, мас.%:
Криолит - 2 - 4
Хлористый натрий - 6 - 8
Хлористый калий - 4 - 8
Огнеупорная глина - 10 - 18
Алюминиевый порошок - Остальное
Краску наносят плотностью 1,30 - 1,8 г/см3 и расходом 600 - 2000 г/м2.
Сущность изобретения - гарантированное повышение стойкости изложницы за счет выравнивания параметров легированного слоя по всей поверхности изложницы путем снижения вязкости расплава при 700 - 850oC. Но при снижении вязкости расплава происходит более полное использование алюминия, находящегося в краске на легирование поверхности изложницы, так как облегчается прохождение расплава через капиллярную сеть, образованную компонентами краски, в частности, огнеупорной глиной при заливке изложницы. Это касается прежде всего алюминия, находящегося в слоях, удаленных от поверхности изложницы. Эта часть алюминия не используется на легирование поверхности. Снизить вязкость расплава повышением температуры невозможно, ибо температура расплава ограничена температурой поверхности стержня, которая, в свою очередь, зависит от температуры заливаемого чугуна.
Снижение вязкости расплава в предлагаемом изобретении достигается вводом в состав краски хлористого калия, что при температуре поверхности стержня 700 - 850oC позволяет снизить отношение максимальных параметров легированного слоя к минимальным до 2 и меньше, а потери алюминия с 40 - 60% до 20 - 30% по массе.
Предлагаемую краску наносят на стержне после нанесения противопригарной краски и "подвяливания" стержня в течение не менее 30 мин, непосредственно на стержень (без противопригарной краски), на просушенный стержень, покрытый противопригарной краской или без нее, при температуре поверхности стержня 100 - 50oC.
Экспериментально установлено, что для способа по прототипу температура, до которой нагреваются слои краски и прилегающие к ним слои стержня из песчано-глинистой смеси, составляет 700 - 850oC, причем температура слоев в нижней части стержня на 40oC и больше температуры в верхней части стержня, потери алюминия в краске при заливке металла составляют 40 - 60% по массе. Основной причиной появления потерь является вязкость расплава криолита, хлористого натрия, оксида алюминия и алюминия, не позволяющая расплаву по капиллярам, образовавшимся в слое краски, поступать к поверхности изложницы. Из-за разной вязкости расплава, что является следствием его химической неоднородности и разной температуры поверхности стержня отношение параметров максимально легированного участка к минимально легированному достигает 4, а стойкость изложницы определяется стойкостью минимально легированного участка рабочей поверхности, при легировании рабочей поверхности изложницы предлагаемым способом максимально достижимые параметры легированного слоя; содержание алюминия до 20% по массе, толщина слоя до 600 мкм, а стойкость изложницы при содержании 15% алюминия не меняется с увеличением содержании 15% алюминия не меняется с увеличением содержания алюминия до максимального достижимого параметра, т.е. до 20%.
Экспериментально установлено, что для предлагаемого способа снижение вязкости расплава криолита, хлористого натрия, хлористого калия, оксида алюминия, алюминия снижает потери алюминия до 20 - 30%, отношение параметров максимально легированного участка к минимально легированному снижается до 2.
При заполнении формы чугуном поверхность стержня, покрытого противопригарной и алюминийсодержащей краской, и нижележащие слои нагревают до 700 - 850oC. Нагрев слоев краски по высоте стержня неравномерен. Слои нижнего яруса вертикально стоящего стержня нагреваются на 40oC и выше по сравнению со слоями краски в верхней части стержня. При нагреве краски до температуры плавления алюминия, алюминий плавится, в виде капель выступает на поверхность краски "размазываясь" по образующейся рабочей поверхности изложницы. При этот алюминий окисляется за счет кислорода атмосферы, кислорода, содержащегося в чугуне и окисной пленки, которой покрыта поднимающаяся поверхность чугуна. Это - безвозвратные потери алюминия. Окисная пленка, образовавшаяся из "размазанных" капель алюминия, препятствует поступлению алюминия из краски в поверхность изложницы. Функциональное назначение криолита состоит в том, чтобы растворить эту пленку и дать возможность расплавленному алюминию из краски легировать поверхность изложницы. При нагреве краски до температуры плавления алюминия слой краски превращается в ячеистую структуру, каркас которой состоит из огнеупорной глины, капиллярно связанную с поверхностью изложницы. Ячеистая структура заполнена расплавом алюминия, окиси алюминия, хлористого натрия и криолита. Расплав с вязкостью, зависящей от температуры, там где позволяют параметры капилляров, проходит к поверхности изложницы, где алюминий легирует ее. Часть расплава остается в краске, где весь алюминий окисляется. Таким образом, общие потери алюминия слагаются из потерь на образование окисной пленки при заполнении формы чугуном, которые являются неизбежными при указанных способах легирования и потерь алюминия, остающегося в краске.
Чем ниже температура поверхности стержня и, следовательно, краски, тем больше алюминия остается в краске. Общие потери алюминия на окисление составляют 40 - 60% от алюминия, содержащегося в краске.
Изобретение направлено на то, чтобы снизить количество алюминия, остающегося в краске за счет снижения вязкости расплава. Снижение вязкости достигается за счет того, что в состав краски вводят 4 - 8% хлористого калия.
При этом потери алюминия на окисление снижаются до 20 - 30%. Как указано выше, снижаются потери алюминия, ранее остававшегося в краске, потери алюминия на образование окисной пленки остаются на прежнем уровне.
Расход краски является признаком непосредственно влияющим на параметры легированного слоя. Расход краски по нижнему пределу, а именно 600 г/м2, при содержании алюминия в краске по нижнему пределу обеспечивает появление легированного слоя с содержанием алюминия 15 - 20% и отношением максимальных параметров к минимальным менее 2.
Расход более 2000 г/м2 прямого влияния на параметры легированного слоя не оказывает, однако возможно отслоение краски, неравномерность по толщине за счет "сползания" краски. Дефекты при нанесении краски приводят к дефектам легированного слоя и, в конечном случае, к снижению стойкости изложницы.
Плотность краски 1,30 - 1,80 г/см3 дает возможность наносить краску разными способами, в том числе пульверизацией, кистью, обмазкой. Для нанесения краски пульверизацией плотность должна быть 1,40 - 1,60 г/см3. В указанных пределах краска обладает хорошей кроющей способностью. При плотности краски менее 1,30 г/см3 краска обтекает с поверхности стержня, вымывая борозды. Снижается стойкость изложницы из-за неравномерности легированного слоя.
Если плотность выше 1,8 г/см3 затрудняется нанесение краски. Слой краски неравномерен по толщине и, следовательно, неравномерен и легированный слой, снижается стойкость изложницы.
Состав краски должен обеспечить появление легированного слоя в указанных выше пределах и обладать кроющей способностью, гарантирующей качественное нанесение краски на стержень. Этим условиям отвечает краска, содержащая компоненты в заявленных пределах.
Содержание криолита 2,0 - 4,0% по массе гарантирует растворение оксидной пленки, образовавшейся во время заливки чугуна по всей поверхности стержня, и создает условия для легирования. Если криолита меньше 2%, то возможно появление участков поверхности с нерастворенной оксидной пленкой, снижается стойкость изложницы. Увеличение содержания криолита свыше 4% не оказывает влияния на параметры легированного слоя, с другой стороны увеличить содержание криолита за счет других компонентов недопустимо. Хлористый натрий служит для снижения температуры плавления криолита до 700 - 750oC. Если хлористого натрия меньше 6,0%, то криолит плавится при более высокой температуре, снижается продолжительность процесса легирования и, следовательно, параметры легированного слоя. Увеличение содержания хлористого натрия более 8% так же приводит к повышению температуры плавления смеси криолит-хлористый натрий. Уменьшается продолжительность процесса легирования и, как следствие, снижаются параметры легированного слоя и стойкость изложницы.
Функциональное назначение хлористого калия - снижение вязкости расплава до уровня, обеспечивающего прохождение расплава через капиллярную сеть краски и поступления его к рабочей поверхности изложницы. Если хлористого калия меньше 4,0%, то увеличиваются потери алюминия, снижаются параметры легированного слоя, снижается стойкость изложницы. Увеличение содержания хлористого калия влияния на параметры легированного слоя не оказывает. Увеличить содержание хлористого калия свыше 8,0% можно только за счет уменьшения содержания других компонентов, что недопустимо.
Алюминиевый порошок - источник алюминия для легирования рабочей поверхности изложницы. Минимальное содержание алюминия в краске 62%. Это количество алюминия при минимальном расходе краски (60 г/м2) обеспечивает легирование рабочей поверхности до необходимого уровня. Если алюминия меньше, то снижаются параметры легированного слоя и стойкость изложницы. Увеличение содержания алюминия выше верхнего предела (78%) возможно только за счет других компонентов, что изменяет характеристики краски.
Огнеупорная глина - связывающий компонент состава и защита алюминиевого порошка от окисления при заливке формы чугуном. Если огнеупорной глины меньше 10,0%, то снижается кроющая способность краски, что приводит к снижению параметров легированного слоя и, в конечном итоге, к снижению стойкости изложницы.
Содержание огнеупорной глины свыше 18,0% провоцирует появление пригаров.
Примеры практического выполнения.
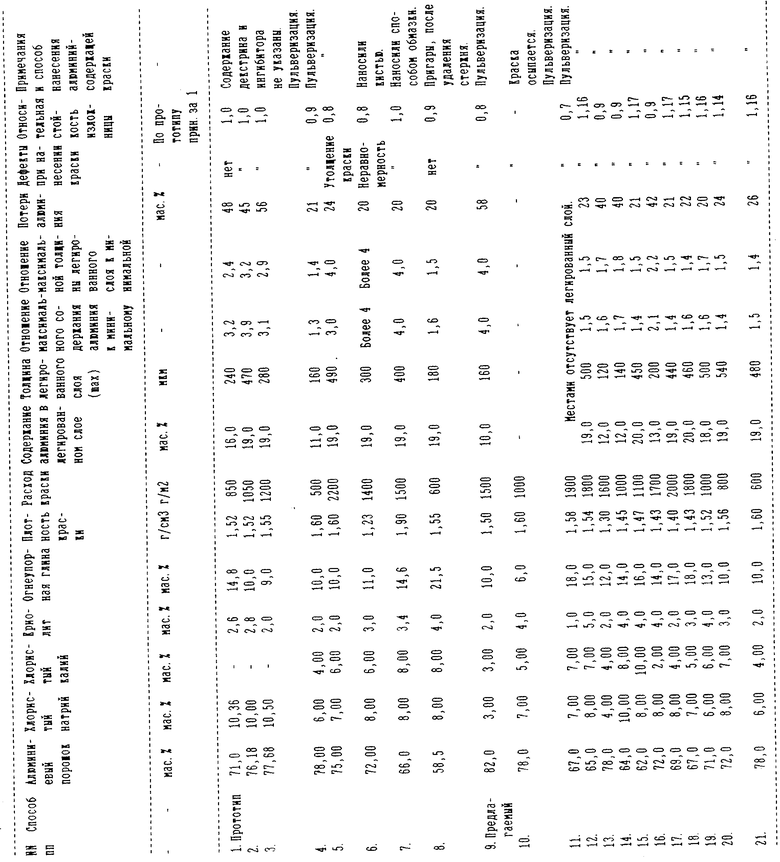
Параметры легированного слоя определили на установке "MS-46" фирмы "Камека". От каждой изложницы брали по 8 - 12 образцов (b • l • h = 4 • 10 • 5) для исследования. На этих образцах определяли отношение максимальных параметров легированного слоя к минимальным, т.е. равномерность легированного слоя по рабочей поверхности изложницы. Потери алюминия, а именно, алюминий, оставшийся в краске, определяли на образцах из спекшейся краски, оставшейся на рабочих поверхностях изложниц после удаления стержня.
Исследования проводили на изложницах, отлитых по известному способу (прототипу) и на изложницах, отлитых по предлагаемому способу. Стойкость изложниц, отлитых по прототипу, принята за 1 (см. таблицу, колонка "Относительная стойкость изложницы").
Примеры 1 - 3. Стойкость изложниц по сравнению с изложницами без легированного слоя выше на 30% и более. Отношение максимальных параметров легированного слоя к минимальным 2,4 - 3,9. Потери алюминия 44 - 51%. Краску наносили способом пульверизации.
Пример 4. Краска содержит все компоненты в предлагаемых пределах. Расход краски меньше заявленного. Снижаются параметры легированного слоя. Стойкость изложницы ниже стойкости изложницы, обработанной по прототипу, но выше рядовой изложницы.
Пример 5. Расход краски выше предлагаемого. Параметры легированного слоя на отдельных участках снижаются. Наблюдаются дефекты при нанесении краски в виде утолщений, в результате чего отношение максимального содержания алюминия к минимальному и максимальной толщины легированного слоя к минимальной увеличиваются. Снижается стойкость изложницы.
Пример 6. Плотность краски ниже предлагаемого предела. Краску наносили кистью. Обтекающая краска размыла ранее нанесенный слой краски, появились борозды. Стойкость изложницы снизилась.
Пример 7. Плотность краски выше заявленной. Краску наносили обмазкой стрежня. Слой краски неравномерный. Разность между максимальными и минимальными параметрами легированного слоя такая же, как и при использовании способа по прототипу.
Пример 8. Алюминиевого порошка меньше заявленного. В этом случае при минимальном расходе краски (600 г/м2) снижаются параметры легированного слоя. Кроме того, необходимо увеличить содержание других компонентов до 100%. В примере увеличено содержание глины выше верхнего предела, что приводит к появлению пригаров.
Пример 9. Алюминиевого порошка больше предложенного. Увеличивается (при расплавлении) количество окиси алюминия. Повышается вязкость. Возрастают потери алюминия. Снижаются параметры легированного слоя.
Пример 10. Огнеупорной глины меньше заявленного предела. Кроющая способность плохая. При просушивании краска осыпается. На стержень краску не наносили. Испытание краски в лабораторных условиях.
Пример 11. Криолита меньше нижнего предела. Появляются участки с нерастворенной оксидной пленкой. На этих участках легированный слой отсутствует. Стойкость изложницы на уровне рядовой изложницы (изложницы без легированного слоя).
Пример 12. Криолита больше верхнего предела. Параметры легированного слоя максимальны. Стойкость на верхнем уровне.
Пример 13. Хлористого натрия меньше нижнего предела. Снижаются параметры легированного слоя и стойкость изложницы.
Пример 14. Хлористого натрия больше верхнего предела. Повышается температура плавления смеси криолит-хлористый натрий. Снижаются параметры легированного слоя.
Пример 15. Хлористого калия больше верхнего предела. Влияние на параметры легированного слоя не оказывает.
Пример 16. Хлористого калия меньше нижнего предела, Увеличиваются потери алюминия на окисление (остается в краске). Увеличивается разница в параметрах между максимальным и минимальным легированным слоем.
Примеры 17 - 21. Все параметры в заявленных пределах.
Способ прошел опытно-промышленную проверку в условиях литейного цеха Челябинского трубопрокатного завода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2023534C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1998 |
|
RU2155115C2 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ КРУПНОЙ ИЗЛОЖНИЦЫ | 2002 |
|
RU2271262C2 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2026153C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2082550C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ СТАЛЬНОЙ ИЗЛОЖНИЦЫ | 2000 |
|
RU2192939C2 |
| СПОСОБ ПРОИЗВОДСТВА КОРРОЗИОННО-СТОЙКОГО ЛИСТА | 1995 |
|
RU2100475C1 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ ОБЖИГА | 1994 |
|
RU2080416C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
Изобретение относится к черной металлургии и может быть использовано для повышения стойкости изделий при их отливке с применением стержней из жидких самотвердеющих смесей. На стержень наносят краску, содержащую криолит, хлористый натрий, огнеупорную глину, алюминиевый порошок и хлористый калий при следующем содержании компонентов, мас.%: криолит 2,0 - 4,0, хлористый натрий 6,0 - 8,0, хлористый калий 4,0 - 8,0, огнеупорная глина 10,0 - 18,0, алюминиевый порошок - остальное, при этом краску наносят плотностью 1,30 - 1,80 г/см3 и расходом 600 - 2000 г/м2, что повышает стойкость изложниц за счет более полного использования алюминия, 1 табл.
Способ легирования рабочей поверхности изложницы, включающий нанесение на стержень из жидкой самотвердеющей смеси краски, содержащей криолит, хлористый натрий, огнеупорную глину и алюминиевый порошок, сборку формы и заливку чугуна, отличающийся тем, что краска дополнительно содержит хлористый калий при следующем соотношении ингредиентов, мас.%:
Криолит - 2,0 - 4,0
Хлористый натрий - 6,0 - 8,0
Хлористый калий - 4,0 - 8,0
Огнеупорная глина - 10,0 - 18,0
Алюминиевый порошок - Остальное
при этом краску используют с плотностью 1,30 - 1,80 г/см3 и расходуют 600 - 2000 г/м2.
| RU, патент, 2023535, B 22 D 27/18, 1994. |

