Изобретение относится к процессам фильтрования, а именно к устройству фильтров, предназначенных для фильтрования питьевой воды в бытовых условиях, и способам их изготовления.
Известен фильтр для очистки от твердых частиц питьевой воды в бытовых условиях, состоящий из фильтрующего элемента, изготовленного из термообработанного пористого материала, и насадка для присоединения к водопроводному крану /патент Российской Федерации N 2060950, кл. С 02 F 1/18, 1996/.
Однако наличие зажимов у известного фильтра для присоединения насадка к фильтрующему элементу и водопроводному крану усложняет конструкцию и создает неудобства при эксплуатации. Выполнение фильтрующего элемента в форме стакана с плоским дном, наружная поверхность которого состоит из последовательно сопряженных двух конусных и цилиндрической поверхностей, не обеспечивает хорошего формирования вытекающей струи воды и отсутствия брызг при работе фильтра в широком диапазоне расходов. Кроме того, изготовление фильтрующего элемента из порошка глины не гарантирует высокую экологичность при его эксплуатации.
Из известного источника информации также известен способ изготовления фильтрующего элемента фильтра.
Однако в известном способе в качестве исходного материала используют порошок глины и обжиг ведут при высоких температурах 1000 1350oC с большой выдержкой по времени 1 2 ч, что приводит к значительным затратам энергии.
Задачей настоящего изобретения является улучшение эксплуатационных характеристик фильтра, а также упрощение его конструкции и экологической безопасности.
Указанные технические результаты достигаются тем, что в фильтре-рассекателе, содержащем соосно установленные и герметично соединенные между собой с возможностью разъема фильтрующий элемент из пористого материала и насадок с отверстием, размещенным по оси фильтра, для присоединения к водопроводному крану, фильтрующий элемент выполнен из термообработанных стеклянных шариков в виде полого усеченного прямого круглого конуса, меньшее нижнее основание которого заканчивается сферической поверхностью, сопряженной с поверхностью конуса. Большее верхнее основание конуса снабжено уплотняющим буртиком для присоединения к насадку. Боковая поверхность буртика выполнена конусной и сопряжена с поверхностью конуса, причем конусность буртика больше конусности конуса. Насадок изготовлен из эластичного материала и в месте присоединения к фильтрующему элементу выполнен в виде кольцевой открытой с нижней стороны полости, стенки которой образованы круглой цилиндрической трубой и конусной сужающейся книзу трубой, расположенными коаксиально, и торцевой поверхностью.
Рекомендуется в качестве эластичного материала использовать композицию поливинилхлорида.
Кроме того, целесообразно, чтобы высота фильтрующего элемента составляла 36,5 37 мм, толщина его стенки 3,2 4 мм, наружный диаметр по буртику 33,5 34,5 мм, ширина буртика 3,5 4 мм, высота буртика 1 1,5 мм, диаметр сферы 26 26,5 мм, диаметр меньшего основания 25,5 26 мм, диаметр большего основания 32,5 33 мм и высота усеченного конуса 25 26,5 мм.
Такое конструктивное выполнение рабочих элементов предложенного фильтра с использованием указанных материалов позволяет улучшить его эксплуатационные характеристики, упростить конструкцию и повысить экологическую безопасность по сравнению с известным, а именно обеспечить моментальное и плотное присоединение фильтра к крану, герметичное соединение его рабочих элементов, их простую и быструю сборку и разборку, а также устойчивое Армирование потока очищенной воды в широком диапазоне изменения расходов.
Изобретением является также разработка более экономичного, по сравнению с известным, способа изготовления фильтрующего элемента фильтра-рассекателя.
Технический результат повышение экономичности достигается тем, что в способе изготовления фильтрующего элемента фильтра-рассекателя путем обжига исходного материала в качестве исходного материала используют стеклянные шарики, которые перед обжигом просеивают через сито, засыпают в технологическую оснастку и помещают в печь. Обжиг, сопровождаемый процессом спекания материала с образованием пористой структуры, ведут 6 мин при температуре 750oC, затем 12 мин при температуре 780 790oC, отжигают при температуре 680oC в течение 6 мин, вынимают оснастку из печи и выдерживают в течение времени, необходимого для охлаждения ее до температуры окружающей среды, разбирают оснастку и извлекают готовый фильтрующий элемент.
Преимущества предложенного способа, заключающиеся в повышении экономичности /уменьшении энергозатрат/, основаны на том, что в качестве исходного материала использованы стеклянные шарики, термообработка которых ведется в течение меньшего времени и при более низкой температуре, чем у известного способа.
На чертеже изображен общий вид фильтра-рассекателя в разрезе.
Фильтр-рассекатель содержит соосно установленные фильтрующий элемент 1 и насадок /фитинг/ 2 с отверстием 3 для присоединения к водопроводному крану или смесителю с наружным диаметром патрубка 15 20 мм. Отверстие 3 размещено по оси фильтра и имеет диаметр соответственно 13 18 мм. Фильтрующий элемент 1 изготовлен из стеклянных шариков, образующих после термообработки пористую структуру с различным размером пор /каналов/ в зависимости от исходного диаметра шариков. Фильтрующий элемент 1 выполнен в виде полого усеченного прямого круглого конуса 4, меньшее нижнее основание которого заканчивается сферической поверхностью 5.
Большее верхнее основание конуса 4 снабжено уплотняющим буртиком 6 для герметичного соединения с насадком 2. Боковая поверхность буртика 6 выполнена конусной и сопряжена с поверхностью конуса 4.
Насадок 2 изготовлен из эластичного материала, в частности, из экологически безопасной композиции поливинилхлорида /ПВХ/. Насадок 2 в месте соединения его с фильтрующим элементом 1 выполнен в виде кольцевой открытой с нижней стороны полости, стенки которой образованы расположенными коаксиально круглой цилиндрической трубой 7, конусной сужающейся книзу трубой 8 и торцевой поверхностью 9.
Фильтр-рассекатель работает следующим образом.
Насадок 2 фильтра присоединяют к патрубку крана или смесителя. Фильтруемая вода через насадок 2 поступает в полость фильтрующего элемента 1, в котором происходит процесс фильтрования. Под действием перепада давлений вода, рассекаясь на струйки, проходит по узким каналам пористой стенки, очищаясь от нерастворимых загрязнений, в частности, с размером частиц не более 100 мкм, выходит на внешнюю конусную и сферическую поверхность фильтрующего элемента, где формируется в неразрывный без образования брызг поток воды, поступающей к потребителю.
В зависимости от величины пор фильтрующий элемент очищает воду от нерастворимых загрязнений с различными размерами частиц.
Высокие эксплуатационные характеристики и простота конструкции предложенного фильтра-рассекателя определяются тем, что конструкция его обеспечивает быстрое соединение с патрубком источника воды, простую разборку и сборку для очистки фильтрующего элемента от загрязнения, малое гидравлическое сопротивление и устойчивое образование вытекающей струи воды при различных расходах.
Высокая экологическая безопасность определяется выполнением фильтрующего элемента из термообработанных стеклянных шариков, а насадка из композиции поливинилхлорида.
Способ изготовления фильтрующего элемента фильтра-рассекателя осуществляется следующим образом.
Стеклянные шарики /по ТУ 25-11-869-77/ просеивают через сито, например, через капроновое сито с размером ячейки 0,9 1,0 мм, и засыпают в технологическую оснастку, включающую пуансон, матрицу, фиксирующие и связывающие их элементы. Оснастку помещают в обжиговую печь, в частности в электрическую конвейерную печь с четырьмя зонами подвода тепла марки "Алунд" или "Агат". Включают электропечь и устанавливают в зонах подвода тепла соответствующее значение температур. Обжиг, сопровождаемый процессом спекания стеклянных шариков с образованием пористой структуры, ведут в первой зоне подвода тепла 6 мин при температуре 750oC, во-второй и третьей зонах в течение 12 мин /по 6 мин в каждой зоне/ при температуре 780 790oC. Обжиг ведут в четвертой зоне подвода тепла 6 мин при температуре 680oC. После выхода технологической оснастки из печи ее выдерживают в течение времени, которое необходимо для охлаждения оснастки до температуры окружающей среды. Затем оснастку разбирают и извлекают готовый фильтрующий элемент.
Использование предложенного способа позволит снизить энергозатраты /повысить экономичность/, поскольку термообработка исходного материала /стеклянных шариков/ производится при более низких температурах и в течение меньшего времени /24 мин/ по сравнению с известным способом изготовления фильтрующего элемента.
Использование: в устройствах для фильтрования питьевой воды и в способах их изготовления. Сущность изобретения: фильтр-рассекатель содержит соосно установленные и герметично соединенные между собой с возможностью разъема фильтрующий элемент из пористого материала и насадок из эластичного материала с осевым отверстием для присоединения к патрубку источника воды. Фильтрующий элемент выполнен в виде полого усеченного конуса, меньшее нижнее основание которого заканчивается сферической поверхностью, а большее верхнее основание конуса снабжено уплотняющим буртиком для герметичного соединения с насадком. В качестве эластичного материала может быть использована композиция поливинилхлорида. Фильтрующий элемент изготовляется из термообработанных стеклянных шариков, которые засыпаются в технологическую оснастку и помещаются в обжиговую печь. Обжиг сопровождается процессом спекания материала с образованием пористой структуры. 2 с. и 2 з. п. ф-лы, 1 ил.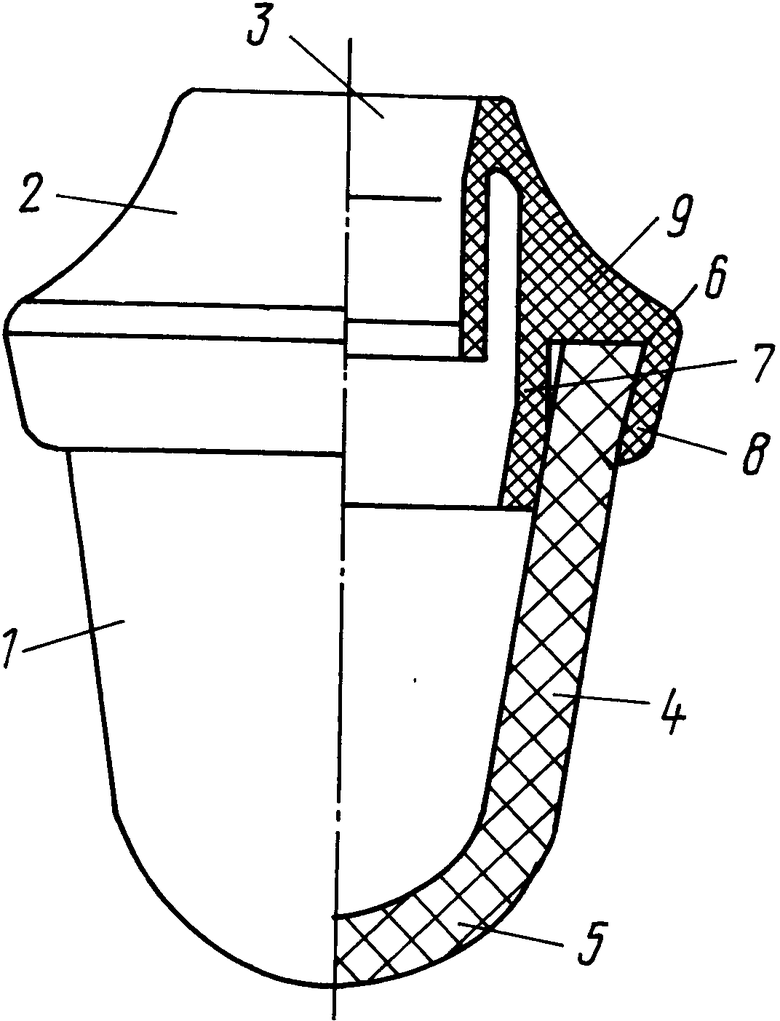
| RU, патент, 2060950, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
