Изобретение относится к области станкостроения и может быть использовано при конструировании шпиндельных головок агрегатных и других станков.
Известна шпиндельная головка, содержащая полый шпиндель, расположенный в отверстии шпинделя удлинитель для инструмента и быстросменный патрон [1] Однако данная конструкция имеет существенный недостаток: большие затраты времени на закрепление инструмента. Недостаток обусловлен тем, что для закрепления инструмента рабочему "на ощупь" приходится искать момент поворота дополнительной втулки удлинителя.
Наиболее близким решением по технической сущности к заявленной головке является шпиндельная головка [2] содержащая полый шпиндель, расположенный в отверстии шпинделя удлинитель для инструмента, установленный в резьбовом отверстии удлинителя регулировочный винт с образованной на его наружной поверхности посредством двух буртов кольцевой канавкой, дополнительную втулку с пазами, размещенную на регулировочном винте с возможностью осевого перемещения и поворота и подпружиненную относительно него в осевом направлении, быстросменный патрон, включающий закрепленный на заднем конце шпинделя стакан, установленные в пазы стакана с возможностью размещения в кольцевой канавке на винте кулачки и размещенное на стакане зажимное кольцо с возможностью относительного на угол α поворота и выполненного с выступами для взаимодействия с пазами дополнительной втулки и радиусными пазами на внутренней поверхности, предназначенной для взаимодействия с кулачками.
Основными недостатками данной головки являются низка надежность работы при высокоскоростной обработке и сложность конструкции. Первый недостаток обусловлен тем, что при высокоскоростной обработке при остановке вращения шпинделя станка зажимное кольцо под действием большого инерционного момента поворачивается относительно стакана и раскрепляет инструмент с удлинителем. Второй недостаток обусловлен тем, что элементы конструкции: глухой радиусный паз зажимного кольца и выступ на буртике стакана трудоемки в изготовлении, что усложняет конструкцию быстросменного патрона.
Техническая задача изобретения повышение надежности крепления инструмента и упрощение конструкции шпиндельной головки.
Указанная техническая задача достигается тем, что в известной головке, содержащей полый шпиндель, расположенный в отверстии шпинделя удлинитель для инструмента, установленный в резьбовом отверстии удлинителя регулировочный винт с образованной на его наружной поверхности посредством двух буртов кольцевой канавки, дополнительную втулку с пазами, размещенную на регулировочном винте с возможностью осевого перемещения и поворота, и подпружиненную относительно него в осевом направлении, быстросменный патрон, включающий закрепленный на заднем конце шпинделя стакан, установленные в пазах стакана с возможностью размещения в кольцевой канавке на винте кулачки и размещенное на стакане зажимное кольцо с возможностью относительного на угол a поворота и выполненного с выступами для взаимодействия с пазами дополнительной втулки и радиусными пазами на внутренней поверхности, предназначенными для взаимодействия с кулачками на внутренней поверхности зажимного кольца выполнен еще минимум один дополнительный паз для взаимодействия с кулачком, глубина h которого меньше глубины h1 радиусных пазов, причем угол a1 его расположения равен или немного меньше угла α поворота зажимного кольца. Кроме того на буртике стакана выполнены глухие поверхности с углом профиля a для взаимодействия с выступами зажимного кольца. Наличие дополнительного радиусного паза на внутренней поверхности зажимного кольца позволит фиксировать последнее относительно резьбового стакана подпружиненным кулачком, а не силами трения от кулачка, что значительно надежнее. Наличие глухих поверхностей на буртике резьбового стакана, выполненн6ых с возможностью взаимодействия с выступами зажимного кольца, существенно упростит конструкцию быстросменного патрона.
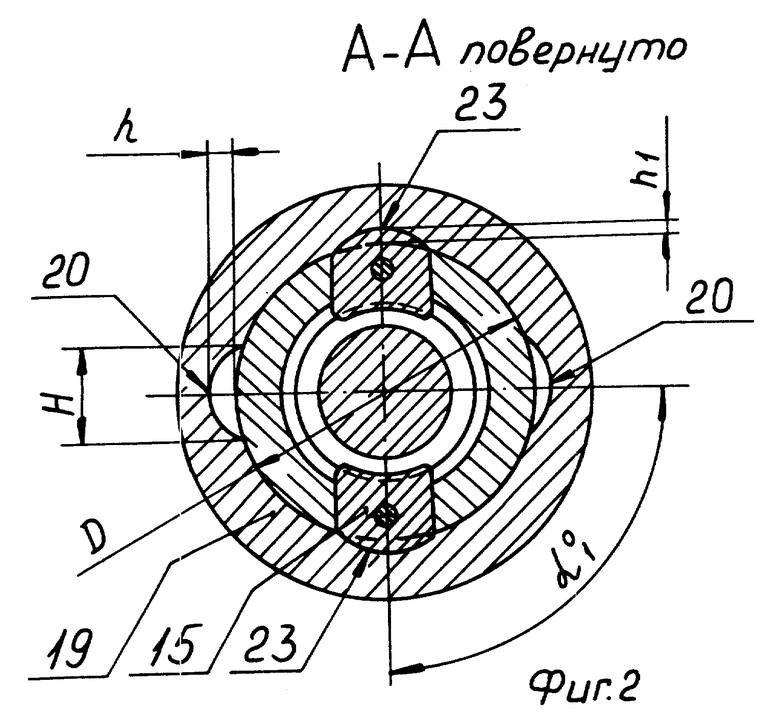
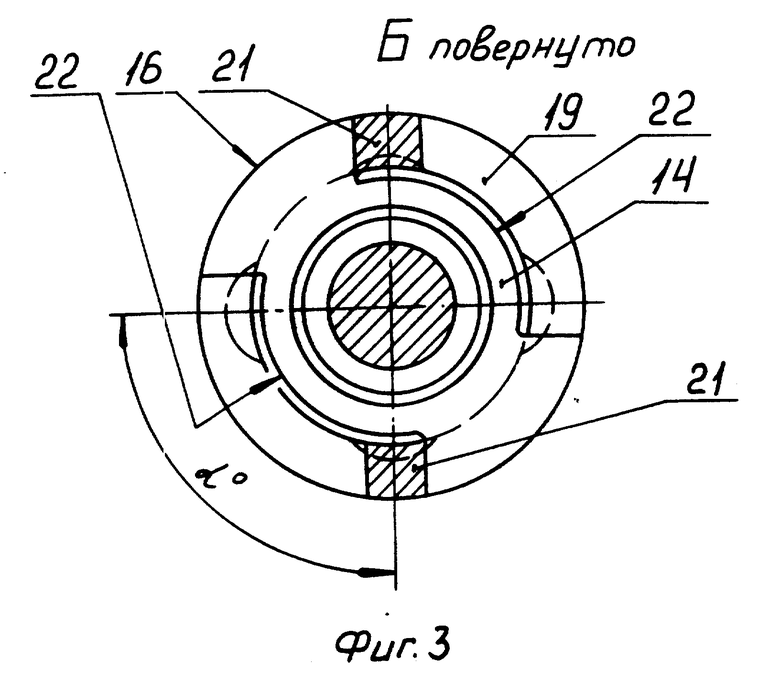
На фиг. 1 показана шпиндельная головка, продольный разрез;на фиг. 2 - сечение по А-А на фиг. 1, повернуто; на фиг. 3 вид по стрелке Б на фиг. 1, повернуто.
Шпиндельная головка состоит из полого шпинделя 1, установленного в подшипниках 2, расположенных в корпусе 3. Внутри шпинделя расположен инструмент 4 и удлинитель, состоящий из втулки 5 со шпонкой 6 и регулировочного винта, содержащего резьбовой стержень 7 с кольцевой канавкой 8, стопорную гайку 9 и дополнительную подпружиненную втулку 10, расположенную на резьбовом стержне между двух опор, буртика 11 стержня и стопорного кольца 12 и имеющую на нижнем конце буртик с двумя пазами. На заднем конце шпинделя 1 расположен быстросменный патрон 13, состоящий из стакана 14 и подпружиненных кулачков 15. С одного торца стакана расположена резьбовая часть, а с противоположного буртик 16. Стакан 14 посредством своей резьбовой части навернут на задний конец шпинделя. Между буртиком 16 стакана 14, его стопорным кольцом 17 и шайбой 18 расположено зажимное кольцо 19. На внутренней поверхности зажимного кольца расположены два радиусных паза 20, глубиной h для размещения подпружиненных кулачков 15 и обеспечения свободной установки инструментального блока в шпиндель 1 головки. На правом (верхнем) торце зажимного кольца имеются два выступа 21, расположенные в глухих поверхностях 22, выполненных на буртике 16 резьбового стакана 14, при этом угол a профиля поверхностей 22 предотвращает раскрепление инструмента в процессе обработки и определяется из условия:
где H ширина радиусного паза;
D диаметр внутренней поверхности зажимного кольца;
n число кулачков.
Кроме того, выступы 21 зажимного кольца 19 расположены в пазах дополнительной втулки 10. На внутренней поверхности зажимного кольца 19 расположены также два дополнительных радиусных паза 23, глубина которых h1 меньше глубины h пазов 20, но обеспечивает контакт кулачков 15 с нижним торцем канавки 8 резьбового стержня 7 в закрепленном положении инструментального блока. При этом угол α1 расположения дополнительных пазов 23 относительно имеющихся радиусных пазов 20 равен или немного меньше угла α поворота зажимного кольца 19. Имеются и другие детали,выполненные по общим правилам конструирования шпиндельных головок.
Шпиндельная головка работает следующим образом. Инструмент настраивают на заданный размер обработки вне станка. Затем его устанавливают в полый шпиндель 1 головки до упора торца буртика втулки 10 в торец быстросменного патрона 13 так, чтобы пазы втулки совпали с выступами 21 зажимного кольца 19. После этого шестигранный торцевой ключ 24 надевают на шестигранную поверхность втулки 10, воздействуют на верхний конец резьбового стержня 7 и, сжимая пружину, перемещают инструмент с удлинителем вниз до тех пор, пока торец стопорного кольца 12 не упрется в торец втулки 10. После этого поворачивают втулку, а вместе с ней и зажимное кольцо 19 быстросменного патрона в направлении, противоположном вращению инструмента, до тех пор, пока торец выступа 21 не упрется в торец глухой поверхности 22. При повороте втулки 10 кулачки 15 выходят из радиусных пазов 20 и свободно размещаются в кольцевой канавке 8 регулировочного винта удлинителя, чем осуществляется его фиксация в осевом направлении. В конце поворота зажимного кольца 19 подпружиненные кулачки 15 немного на величину h1 перемещаются назад и входят в дополнительные радиусные пазы 23, осуществляя фиксацию зажимного кольца 19 относительно резьбового стакана 14 и исключая тем самым его поворот под действием инерционных сил и раскрепление инструмента.
Предлагаемая шпиндельная головка позволит существенно повысить надежность крепления инструмента, что в свою очередь исключит брак при обработке деталей. Кроме того, упрощается конструкция быстросменного патрона, что повышает эффективность процесса обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная головка | 1986 |
|
SU1404205A1 |
| ПАТРОН ДЛЯ КРЕПЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 2005 |
|
RU2304491C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Шпиндельная головка | 1985 |
|
SU1310125A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| СПОСОБ КРЕПЛЕНИЯ ЗАГОТОВКИ ПРИ ТОКАРНОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2201847C2 |
| Быстросменный патрон "ленс-2 | 1983 |
|
SU1144792A1 |
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200071C2 |
| МЕМБРАННЫЙ ПАТРОН ДЛЯ УСТАНОВКИ БЛОКА ШЕСТЕРЕН | 1997 |
|
RU2120356C1 |
| Зажимной патрон | 1990 |
|
SU1787702A1 |
Использование: изобретение относится к области станкостроения и может быть использовано при конструировании шпиндельных головок агрегатных и др. станков. Сущность изобретения: на внутренней поверхности зажимного 19 кольца быстросменного патрона выполнен еще минимум один дополнительный паз 23 для взаимодействия с кулачком, глубина h1 которого меньше глубины h радиусных пазов 20, причем угол α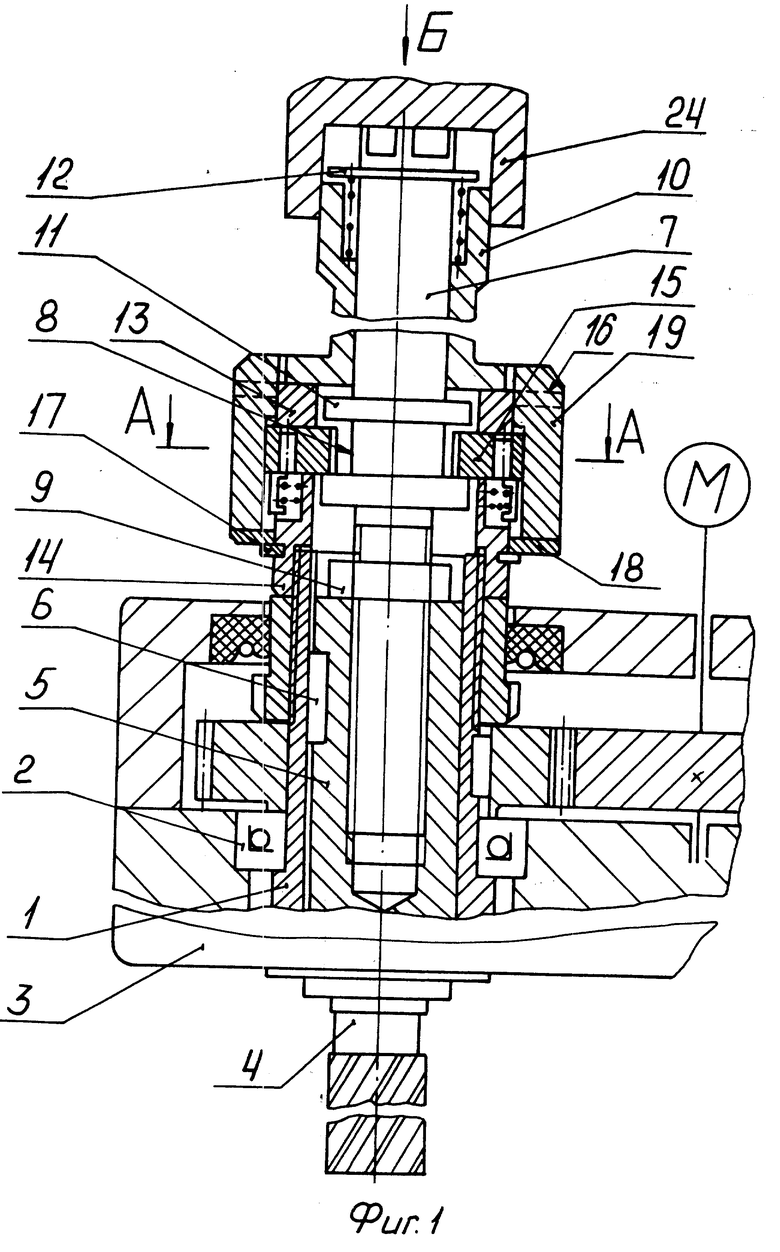
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1180179, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельсто, 1404205, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
