Изобретение относится к технологии машиностроения, в частности, может быть использовано в станочных приспособлениях для установки деталей типа втулка при их обработке на токарных, шлифовальных и др. станках.
Известен способ установки деталей типа втулка, включающий центрирование и закрепление детали по наружной цилиндрической поверхности (см., например, кн. Ансеров М.А. Приспособления для металлорежущих станков. Л., Машиностроение, 1975, с.656, рис.VI.13, с.369 и рис.VI.23, с.379) [I]. Известно также устройство для установки деталей типа втулка, содержащее самоцентрирующее приспособление с опорно-зажимными элементами (см. [1]). Основным недостатком известных способа и устройства для установки деталей типа втулка являются низкие точность и производительность обработки. Недостатки обусловлены невысокой жесткостью технологической системы: станочное приспособление - деталь, что приводит к изгибу детали при обработке ее наружной поверхности и как следствие искажению размера и формы обрабатываемой поверхности, а также использованием станочного приспособления с ручным приводом, что может привести к пережиму заготовки и ее деформации, а также большим затратам времени на ее закрепление.
Наиболее близким решением по технической сущности к заявленному способу является способ установки деталей типа втулка, включающий центрирование и закрепление детали по наружной поверхности и дополнительное закрепление по торцевой поверхности (см. а.с. SU №1007851, кл. В 23 В 31/20, заявл. 02.07.1981, опубл. 30.03.1983, бюл. №12).
Наиболее близким решением по технической сущности к заявленному устройству является устройство для установки деталей типа втулка, содержащее цанговый патрон, включающий корпус, цангу, расположенную в корпусе, тягу, соединенную с цангой, и привод, содержащий крышку, корпус, расположенные внутри корпуса поршень со штоком, соединенным с тягой цангового патрона, и узел подвода сжатого воздуха (а.с. СССР №356053, кл. В 23 В 31/20, заявл. 04.01.1971, опубл. 23.10.1972, бюл. №32, а также кн. Андреев Г.Н. Проектирование технологической оснастки машиностроительного производства: Учеб. пособие для машиностроит. спец. вузов /Г.Н.Андреев, Ю.В.Новиков, А.Г.Схиртладзе /Под ред. Ю.М.Соломенцева - М.: Высш. шк., 2001. - 415 с., рис.1.22 а, с.59).
Основным недостатком известного способа для установки деталей типа втулка является низкая точность обработки, вызванная смещением оси детали при ее дополнительном закреплении по торцевой поверхности. Недостаток обусловлен тем, что дополнительное закрепление заготовки по торцевой поверхности является основным, а это приводит к установке детали по торцевой поверхности и смещению ее оси вследствие наличия отклонений в расположении (перпендикулярности) базовых наружной и торцевой поверхностей.
Основным недостатком известного устройства для установки деталей типа втулка является также низкая точность обработки. Недостаток обусловлен невысокой жесткостью технологической системы: станочное приспособление - деталь, что приводит к изгибу детали при обработке ее наружной поверхности и как следствие искажению размера и формы обрабатываемой поверхности.
Технической задачей изобретения является повышение точности обработки деталей типа втулка.
Указанная задача достигается тем, что в известном способе установки деталей типа втулка, включающем центрирование и закрепление детали по наружной поверхности и дополнительное закрепление по торцевой поверхности - дополнительное закрепление по торцевой поверхности осуществляют силой, исключающей смещение оси детали. При этом в известном устройстве для установки деталей типа втулка, содержащем цанговый патрон, включающий корпус, цангу, расположенную в корпусе, тягу, соединенную с цангой, и привод, содержащий крышку, корпус, расположенные внутри корпуса поршень со штоком, соединенным с тягой цангового патрона, и узел подвода сжатого воздуха - на крышке привода закреплен второй корпус, внутри которого расположены второй поршень со вторым штоком, при этом диаметр второго поршня выполнен больше диаметра первого поршня, первый шток расположен в отверстии второго штока, и на его наружной поверхности выполнены канавки, в которых расположена быстросменная шайба дополнительного поджима детали, а второй шток соединен с цангой цангового патрона. Кроме того, в первом корпусе привода в канале подвода сжатого воздуха в штоковую полость цилиндра расположен клапан, содержащий резьбовой корпус с пересекающимися глухим ступенчатым осевым и сквозным радиальным отверстиями, совпадающими с каналами подвода сжатого воздуха, и шарик, расположенный в глухом ступенчатом осевом отверстии корпуса и подпружиненный в сторону от поршня. Также в корпусе цангового патрона расположена шпонка, выполненная в виде Г-образного штифта, один цилиндрический конец которой выполнен с возможностью контактирования с пазом лепестка цанги, а другой - с отверстием крышки, закрепленной на торцевой поверхности корпуса патрона.
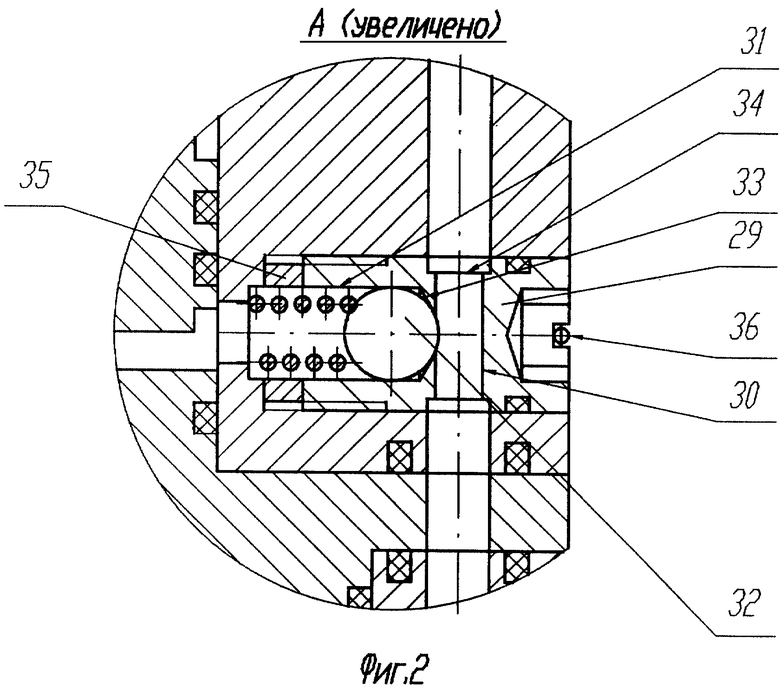
На фиг.1 показано устройство для установки деталей типа втулка, главный вид в разрезе; на фиг.2 - фрагмент А на фиг.1; на фиг.3 - фрагмент Б на фиг.1.
Устройство для установки деталей типа втулка включает в себя цанговый патрон, который состоит из корпуса 1, в коническое отверстие 2 которого установлена цанга 3. На переднем (нижнем) конце цанги 3 выполнены внутренняя цилиндрическая 4 и торцевая поверхности 5, предназначенные для базирования обрабатываемой детали типа втулка 6. От проворота цанга 3 удерживается Г-образным штифтом 7, установленным в отверстие 8 корпуса 1. От осевого смещения штифт 7 удерживается своим выступом 9, расположенным в отверстии 10 крышки 11, закрепленной на корпусе 1. Корпус 1 соединен посредством винтов с передним (нижним) концом шпинделя станка. На верхнем конце шпинделя станка расположен привод цангового патрона. Он состоит из корпуса 12 (второй корпус), внутри которого расположен поршень 13 с полым штоком 14, который посредством резьбы соединен с цангой 3 патрона. На нижнем торце корпуса 12 закреплен фланец 15, посредством которого корпус 12 соединен со шпинделем станка. На верхнем торце корпуса 12 закреплена крышка 16, к которой присоединен посредством винтов 17 (не показаны) другой корпус 18 (первый корпус). Внутри корпуса 18 расположен поршень 19, шток 20 поршня 19 расположен внутри штока 14. Диаметр поршня 19 выбран меньше диаметра поршня 13 с таким расчетом, чтобы исключить осевое смещение детали 6 после ее базирования и закрепления цангой 3. На нижнем конце штока 20 в его пазах расположена быстросменная шайба 21. На верхнем торце корпуса 18 закреплена распределительная муфта 22. В первом корпусе 18, крышке 16 и втором корпусе 12 выполнены каналы 23 и 24 для подвода сжатого воздуха соответственно в штоковые и бесштоковые полости пневмоцилиндров 25 и 26. Каналы 23 и 24 соединены соответственно с каналами 27 и 28 распределительной муфты 22. В корпусе 18 расположен клапан, состоящий из резьбового корпуса 29 со сквозным радиальным отверстием 30 и пересекающим его глухим ступенчатым осевым отверстием 31. В отверстии 31 расположен подпружиненный шарик 32, контактирующий с конусом 33 отверстия 31. На наружной поверхности корпуса 29 выполнена кольцевая канавка 34, симметрично расположенная относительно оси отверстия 30. Резьбовой корпус 29 клапана расположен в корпусе 18 таким образом, что его отверстия 30 и 31 совпадают с отверстиями 23. Это достигается за счет компенсаторной шайбы 35. От отвинчивания клапан удерживается разрезным пружинным кольцом 36, расположенным в шлице его корпуса 29 и в канавке корпуса 18 привода. На нижнем конце шпинделя станка закреплен также копир 37 для профильной обработки наружной поверхности детали 6. Имеются и другие детали, выполненные по общим правилам конструирования самоцентрирующих станочных приспособлений с пневмоприводом.
Способ установки деталей типа втулка и устройство для его осуществления работает следующим образом.
В исходном положении поршни 19 и 13 со штоками 20 и 14 находятся в крайнем нижнем положении, цанга 3 разжата, быстросменная шайба 21 лежит на столе рабочего. Рабочий берет деталь типа втулка 6, устанавливает ее в отверстие цанги 4 до упора в ее торцевую поверхность 5, одевает на тягу 20 быстросменную шайбу 21 и включает кнопку зажима детали. После этого сжатый воздух через распределительную муфту 22 по каналам 27 и 23 поступает в штоковую полость пневмоцилиндра 26, при этом поршень 13, шток 14 и цанга 3 перемещаются вверх и цилиндрическая поверхность 4 цанги 3 базирует (центрирует) и закрепляет деталь 6. После закрепления детали 6 давление в цилиндре 26 возрастает и шарик 32 под воздействием сжатого воздуха начинает перемещаться, сжимая пружину. Сжатый воздух поступает в штоковую полость пневмоцилиндра 25 и перемещает шток 20 и быстросменную шайбу 21 вверх до тех пор, пока она не упрется в торец детали 6. Таким образом, деталь 6 точно базирована и закреплена цангой 3 и дополнительно поджата быстросменной шайбой 21. Раскрепление детали осуществляется после ее обработки. Сжатый воздух через распределительную муфту 22 по каналам 28 и 24 поступает в бесштоковые полости пневмоцилиндров 25 и 26, поршни 13 и 19, штоки 14 и 20 и цанга 3 перемещаются вниз и раскрепляют деталь.
Предлагаемый способ установки деталей типа втулка и устройство для его осуществления позволяют существенно повысить точность обработки деталей, таких как звездочка дифференциала внутренняя, что в свою очередь увеличит долговечность работы дифференциала автомобиля в целом. Эффект достигнут за счет увеличения жесткости технологической системы: станочное приспособление - деталь путем осуществления дополнительного поджима детали при ее обработке, не нарушая при этом положения детали, достигнутого при ее базировании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пружинно-пневматический патрон | 1978 |
|
SU804222A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Стол многопозиционный поворотный | 1978 |
|
SU772797A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШТУЧНЫХ ЗАГОТОВОК С БАЗИРОВАНИЕМ ИХ ПО ЦЕНТРАЛЬНОМУ ОСЕВОМУ ОТВЕРСТИЮ | 2009 |
|
RU2411114C2 |
| ЦАНГОВЫЙ ПАТРОН ДЛЯ ЗАЖИМА ФАСОННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2109600C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Задняя бабка токарного станка | 1980 |
|
SU921687A1 |
| Вакуумный захватный орган | 1985 |
|
SU1294434A1 |
| Цанговый патрон | 1986 |
|
SU1351713A1 |
| Цанговый патрон | 1989 |
|
SU1696162A2 |

Изобретение относится к области технологии машиностроения, станочным приспособлениям, например, для токарных и шлифовальных станков. Способ включает центрирование и закрепление детали по наружной поверхности и дополнительное закрепление по торцевой поверхности. Для повышения точности обработки дополнительное закрепление по торцевой поверхности осуществляют силой, выбранной из условия исключения смещения оси детали. Устройство содержит цанговый патрон, включающий корпус, цангу, расположенную в корпусе, и привод, содержащий крышку, корпус, расположенные внутри корпуса поршень со штоком, и элементы подвода сжатого воздуха. Для достижения того же технического результата на крышке привода закреплен второй корпус, внутри которого расположены второй поршень со вторым штоком. При этом диаметр второго поршня выполнен больше диаметра первого поршня, первый шток расположен в отверстии второго штока и на его наружной поверхности выполнены канавки, в которых расположена быстросменная шайба дополнительного поджима детали, а второй шток соединен с цангой цангового патрона. 2 н. и 2 з.п. ф-лы, 3 ил.
| ЦАНГОВЫЙ ПАТРОН | 0 |
|
SU356053A1 |
| Двухцанговый пневматический патрон | 1953 |
|
SU95784A1 |
| Патрон для крепления деталей типа втулок | 1961 |
|
SU142913A1 |
| Цанговый патрон | 1985 |
|
SU1366310A1 |
| WO 00/13827 A1, 16.03.2000 | |||
| АНДРЕЕВ Г.Н | |||
| и др | |||
| Проектирование технологической оснастки машиностроительного производства | |||
| - М.: Высшая школа, 1999, с.59, рис.1.22а. | |||

