Изобретение относится к строительству и может быть использовано при изготовлении многопустотных плит перекрытий.
Известен способ изготовления железобетонных многопустотных изделий, включающий установку на поддон бортоснастки, укладку арматуры, введение пуансонов, установку проемообразователей, формирование, частичную распалубку, тепловую обработку, удаление проемообразователей и распалубку с помощью грузозахватного устройства [1]
Недостатком известного способа, реализуемого устройством, является то, то в результате размещения проемообразователей между пуансонами и выполнения их составными образуются ослабленные зоны в верхней полке изделия, а над пустотами происходит обрушение бетона, кроме того, удаление проемообразователей после тепловой обработки снижает оборачиваемость оборудования.
Известен наиболее близкий к предлагаемому способ изготовления железобетонных многопустотных изделий, включающий установку на поддон бортоснастки, укладку арматуры, введение пуансонов и фиксацию между пуансонами вертикальных проемообразователей в местах образования строповочных отверстий, бетонирование, снятие бортоснастки, извлечение пуансонов и вертикальных проемообразователей, тепловую обработку с последующим снятием изделия с поддона строповочными захватами [2]
Недостатком этого способа, осуществляемого с помощью установки, является размещение проемобразователей между пуансонами, поскольку после их извлечения после формования наблюдается смещение бетонной смеси, в результате чего изделие деформируется. Причем образуемый вертикальный проем не позволяет обеспечить устойчивость верхней полки отформованного изделия в зоне продольных каналов. Кроме того, применение составных строповочных захватов не технологично, поскольку повышается трудоемкость их использования и снижается надежность строповки изделия.
Техническая задача заключается в повышении качества изделий за счет исключения деформации пустот и обрушения верхней полки в местах строповки изделий и повышении надежности их беспетлевого подъема.
Поставленная задача решается таким образом, что в способе, включающем установку на поддон бортоснастки, укладку арматуры, введение пуансонов, установку и фиксацию вертикальных проемообразователей, тепловую обработку с последующим снятием изделия с поддона строповочными захватами, согласно изобретению, в месте образования строповочного проема вертикальный коробчатый проемообраэователь, выполненный в виде полой усеченной пирамиды, устанавливают на пуансон меньшим основанием, сопряженным с его поверхностью, с зазором между его боковыми стенками и смежными пуансонами с возможностью устройства строповочного проема, сообщающегося с каналами изделия шириной, равной 1-1,2 диаметра пустотного канала и длиной, равной 1-2 диаметрам пустотного канала, а после тепловой обработки изделие снимают с поддона с помощью строповочного захвата, выполненного в виде продольного несущего элемента с закрепленной на нем на расстоянии 1/3-1/4 его длины под углом 45-90o подъемной петлей, путем заведения в проем и сообщающийся с ним пустотный канал несущего элемента сначала со стороны большего плеча, а затем со стороны меньшего плеча и перемещения в пустотном канале до эацепления его за верхнюю полку изделия и подъема последнего.
Предлагаемый способ отличается от известного тем, что вертикальный проемообразователь устанавливают на пуансон с зазором между его стенками и смежными пуансонами, что позволяет исключить деформации изделия в зонах строповки даже при извлечении проемообразевателя после формирования изделия, при этом образовать вертикальный проем, сообщающийся с пустотным каналом размерами (шириной, равной 1-1,2 диаметра пустотного канала, и длиной, равной 1-2 диаметрам пустотного канала), обеспечивающими свободное заведение продольного несущего элемента строповочного устройства, обладающего большой контактной площадью, в пустотный канал. При этом в отличие от известного способа строповку изделия производят путем заведения строповочного элемента через вертикальный проем в пустотный канал, что обеспечивает надежность эацепления продольного несущего элемента, а поскольку размеры строповочного элемента превышают размеры проема, то из этих условий выполнение строповочного захвата в виде продольного элемента с закрепленной на нем на расстоянии 1/3-1/4 его длины под углом 45-90o подъемной петлей позволяет повысить технологичность операции строповки за счет простого поочередного заведения концов продольного элемента в пустотный канал и перемещения его до зацепления за верхнюю полку изделия с последующим подъемом его с помощью строп грузоподъемного устройства, зацепленных за подъемные петли строповочных захватов.
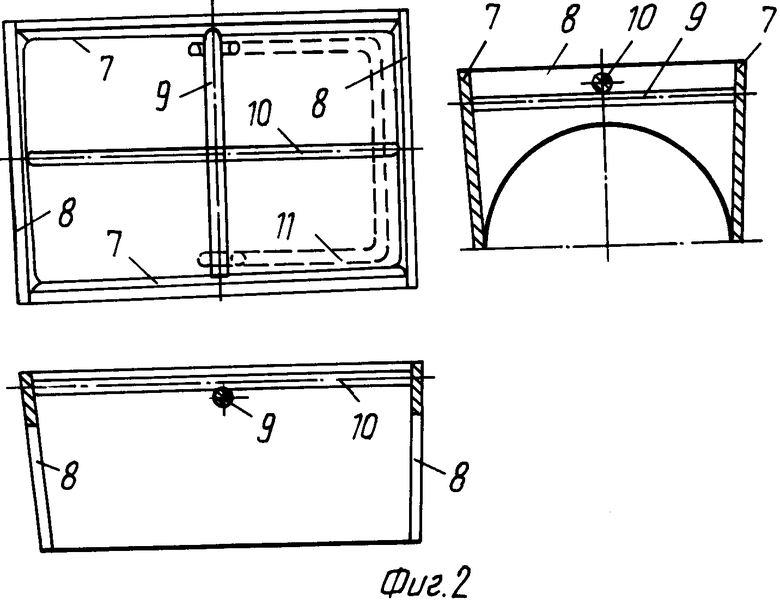
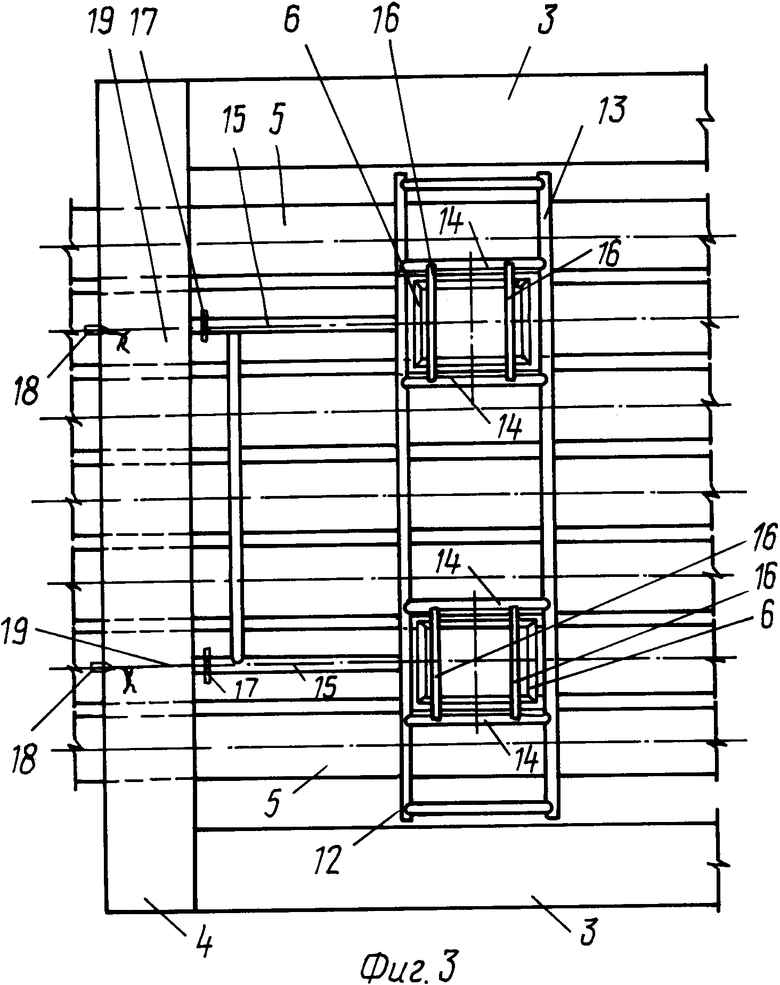
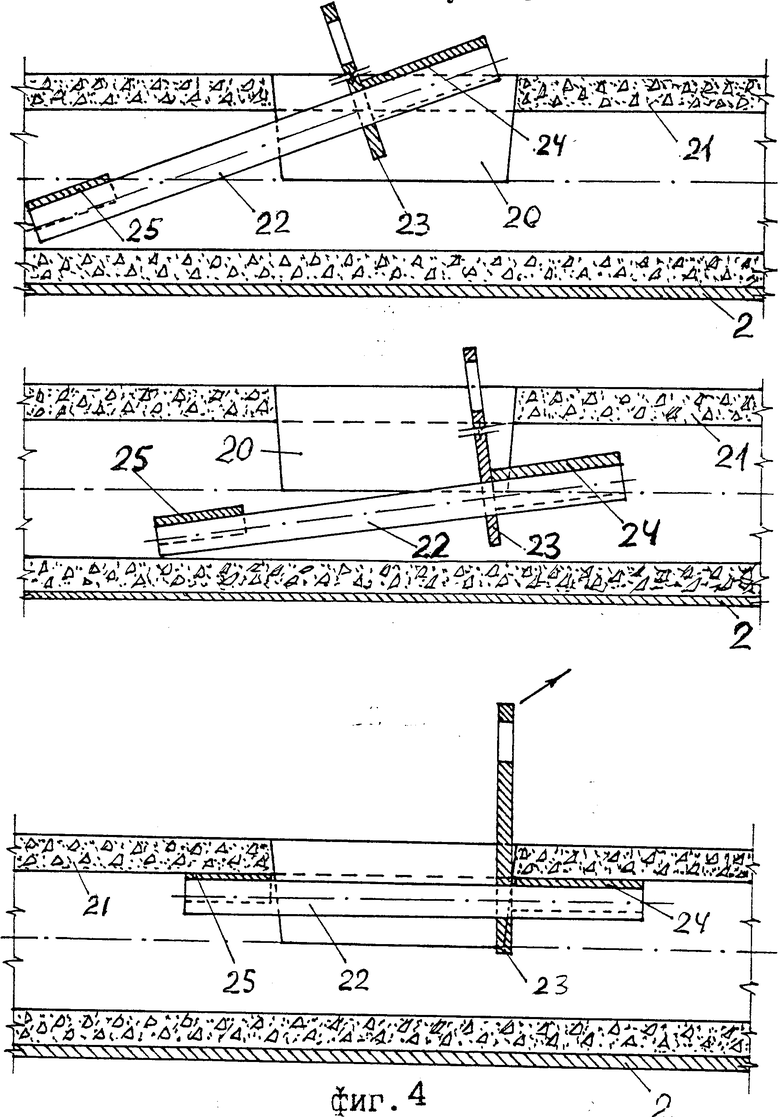
На фиг. 1 изображена установка для формования железобетонных многопустотных изделий (поперечное сечение); на фиг. 2 вертикальный проемообразователь; на фиг. 3 фрагмент фиксации вертикальных проемообразователей (вид сверху); на фиг. 4 схема строповки изделий.
На виброплощадке 1 размещают поддон 2, на котором установлены продольные борта 3 и поперечные борта 4. На пуансоны-пустотообразователи 5 устанавливаются вертикальные проемообразователи 6. Вертикальные проемообразователи 6 состоят из двух продольных элементов 7, установленных с уклоном от вертикальной оси 1/22-1/10 и двух элементов 8, установленных с таким же уклоном, выполненных с вырезами, образующими поверхность, повторяющую поверхность верхней части пуансонов 5. Элементы 7 и 6 соединены между собой злектродуговой сваркой, а также металлическими стержнями 9 и 10. На стержень 9 установлена и закреплена ручка 11, необходимая для извлечения вертикального проемообразователя 6 из свежеотформованного изделия. На проемообразователь 6 укладывается установочная решетка 12, которая выполнена сварной из металлических стержней 13, 14, 15. На стержнях 14 приварены две металлические пластины 16, на концах стержней 15 прикреплены фиксаторы 17. На поперечных бортах 4 закреплены фиксаторы 18. Установочная решетка 12 с помощью специальной скобы или вязальной проволоки 19 через фиксатор 16 закрепляется на поперечном борте 4. После извлечения вертикальных проемобраэователей 6 из отформованного изделия в нем образуются вертикальные проемы 20. Для извлечения отформованных и прошедших тепловую обработку изделий 21 используются крановые строповочные захваты, состоящие из продольного несущего элемента 22 с закрепленной на нем подъемной строповочной петлей 23, под углом 45-90o в зависимости от угла строповки и на расстоянии от конца элемента, равном 1/3-1/4 его длины для обеспечения заведения несущего элемента через образуемый вертикальный проем 20 в продольную пустоту (канал) изделия. На одном конце стержня 22 закреплена металлическая накладка 24 с обрезиненной наружной поверхностью с радиусом кривизны, равным радиусу пуансона-пустотообразователя 5, на втором конце стержня 22 закреплена накладка 25 с радиусом кривизны, также равным радиусу пуансона-пустотообразователя 5.
Способ осуществляют следующим образом.
На виброплощадку 1 устанавливают поддон 2 с закрепленными на нем продольными бортами 3 и поперечными бортами 4. Бетоноукладчиком раздают подстилающий слой из бетонной смеси, уплотняют его виброплощадкой 1 и с помощью механизма перемещения вводят пуансоны-пустотообразователи 5 в форму. На пуансоны 5 устанавливают вертикальные проемообразователи 6, между пуансонами размещают вертикальные арматурные каркасы и укладывают верхнюю сетку. На вертикальные проемообразователи 6 укладывается установочная решетка 12, которая фиксируется через фиксатор 16 и 19 на поперечных бортах 4. В формовочное пространство подается бетонная смесь, которая уплотняется на виброплощадке 1. После заполнения бетонной смесью пространства в проемообразователе 6 и вокруг него производится извлечение установочной решетки 12 из формовочного пространства, производится дальнейшее распределение и уплотнение бетонной смеси, затем производится установка пригруза с совместным уплотнением бетонной смеси. После выполнения указанных операций посредством механизма передвижения при расположении пригруза на верхней поверхности отформованного изделия 21 происходит удаление пуансонов 6 из тела отформованного изделия 21 с отведением пригруза от верхней поверхности изделия. За подъемную ручку 11 проемообраэователи 6 извлекают из изделия 21, и в нем образуются вертикальные проемы 20. Поддон 2 вместе с изделием 21 направляется на тепловую обработку. После этого поддон 2 вместе с изделием 21 извлекают из камеры тепловой обработки. В проемы 20 изделия 21 вводят строповочные захваты, которые металлическими накладками 24 и 25 контактируют с внутренними поверхностями продольных пустот изделия 21. За подъемные петли 23 строповочных захватов 22 грузоподъемным механизмом изделие снимают с поддона и отправляют на склад готовой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУЗОЗАХВАТНОЕ УСТРОЙСТВО | 1997 |
|
RU2130892C1 |
| АРМАТУРНЫЙ КАРКАС ЖЕЛЕЗОБЕТОННЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1993 |
|
RU2033506C1 |
| ЗАХВАТНОЕ УСТРОЙСТВО ДЛЯ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ПОЛОСТЯМИ | 1996 |
|
RU2098340C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2134636C1 |
| СТРОИТЕЛЬНАЯ МНОГОПУСТОТНАЯ ПАНЕЛЬ | 1996 |
|
RU2109892C1 |
| Бортоснастка для изготовления изделий из бетонной смеси | 1989 |
|
SU1662861A1 |
| Установка для формования многопустотных панелей | 1990 |
|
SU1735015A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1472263A1 |
| СТРОИТЕЛЬНЫЙ БЛОК | 1992 |
|
RU2018598C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2168411C1 |
Использование: для изготовления многопустотных плит перекрытий. Сущность изобретения: изготовление плит осуществляют путем установки на поддон бортоснастки, введения пуансонов, установки и фиксации в месте образования строповочных проемов вертикальных коробчатых проемообразователей, выполненных в виде усеченной пирамиды, на пуансон с зазором между его боковыми стенками и смежными пуансонами, бетонирования, удаления пуансонов и проемообразователей и тепловой обработки с последующим снятием изделия с поддона строповочным захватом. Строповочный захват выполнен в виде продольного несущего элемента, который заводят в проем и сообщающийся с ним пустотный канал сначала одним концом, затем - другим до зацепления его за верхнюю полку изделия. 4 ил.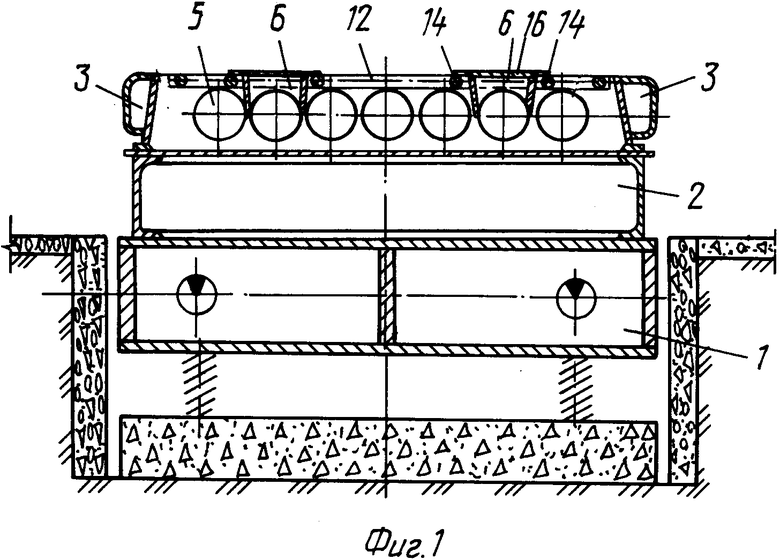
Способ изготовления железобетонных многопустотных изделий, включающий установку на поддон бортоснастки, укладку арматуры, введение пуансонов, установку и фиксацию вертикальных проемообразователей в местах образования строповочных проемов, бетонирование, удаление пуансонов и вертикальных проемообразователей, тепловую обработку с последующим снятием изделия с поддона строповочными захватами, отличающийся тем, что в месте образования строповочного проема вертикальный коробчатый проемообразователь, выполненный в виде усеченной пирамиды, устанавливают на пуансон меньшим основанием, сопряженным с его поверхностью, с зазором между его боковыми стенками и смежными пуансонами с возможностью устройства строповочного проема, сообщающегося с каналом изделия шириной, равной 1,0 1,2 диаметра пустотного канала и длиной, равной 1 2 диаметрам пустотного канала, а после тепловой обработки изделие снимают с поддона с помощью строповочного захвата, выполненного в виде продольного несущего элемента с закрепленной на нем на расстоянии 1/3 1/4 его длины под углом 45 90o подъемной петлей, путем заведения в проем и сообщающийся с ним пустотный канал несущего элемента сначала со стороны большего плеча, а затем со стороны меньшего плеча, и перемещения в пустотном канале до зацепления его за верхнюю полку изделия и подъема последнего.
| SU, авторское свидетельство, 1472263, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| SU, авторское свидетельство, 1735015, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
