Изо&ретение относится к промышленности сборного железобетона и может быть использовано при изгоотовлении плоских железобетонных изделий.
Цель изобретения - снижение трудоемкости распалубочных работ.
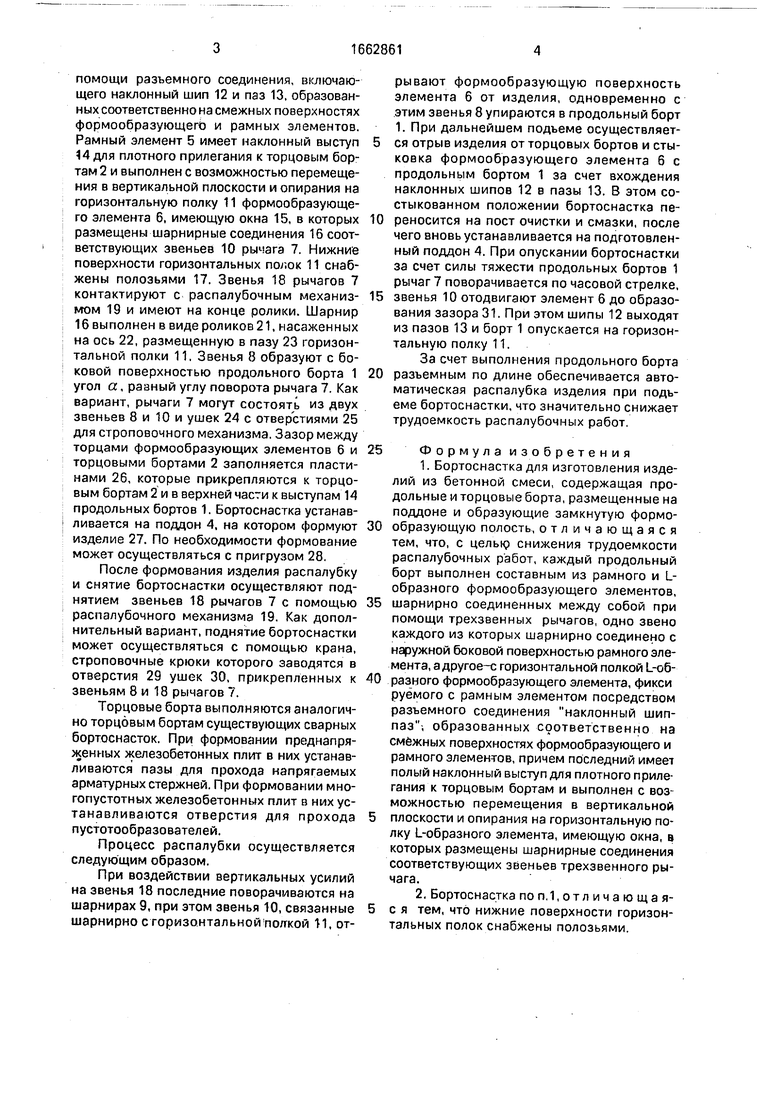
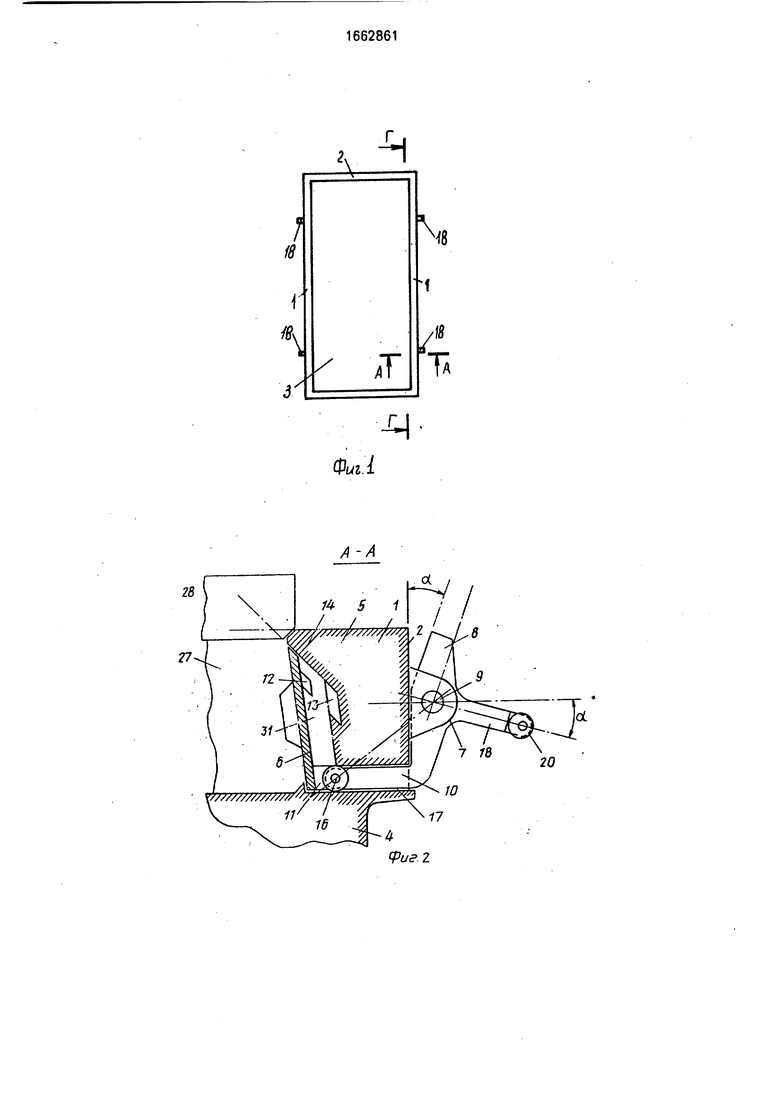
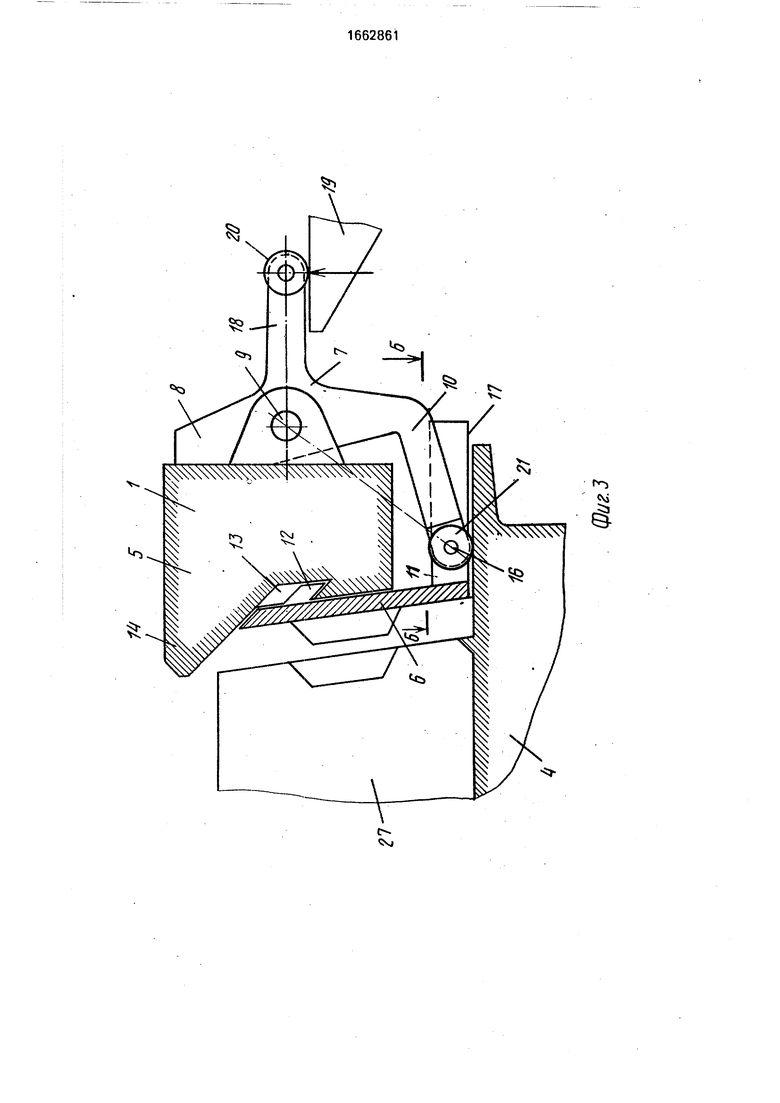
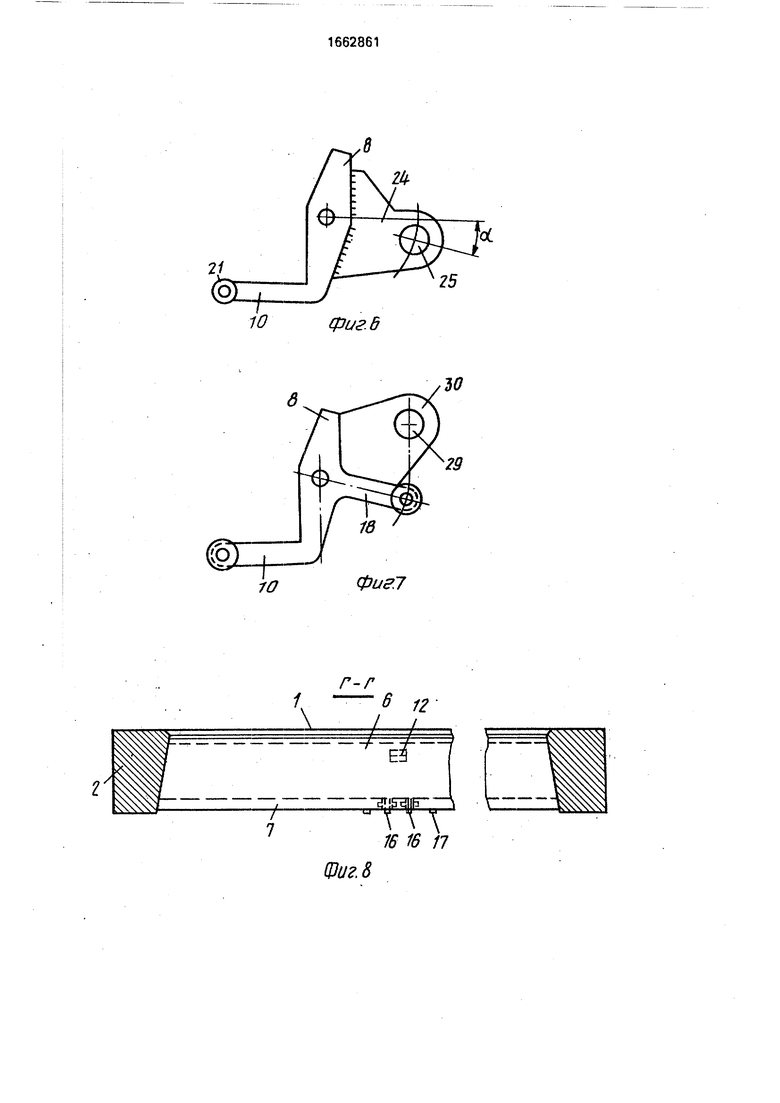
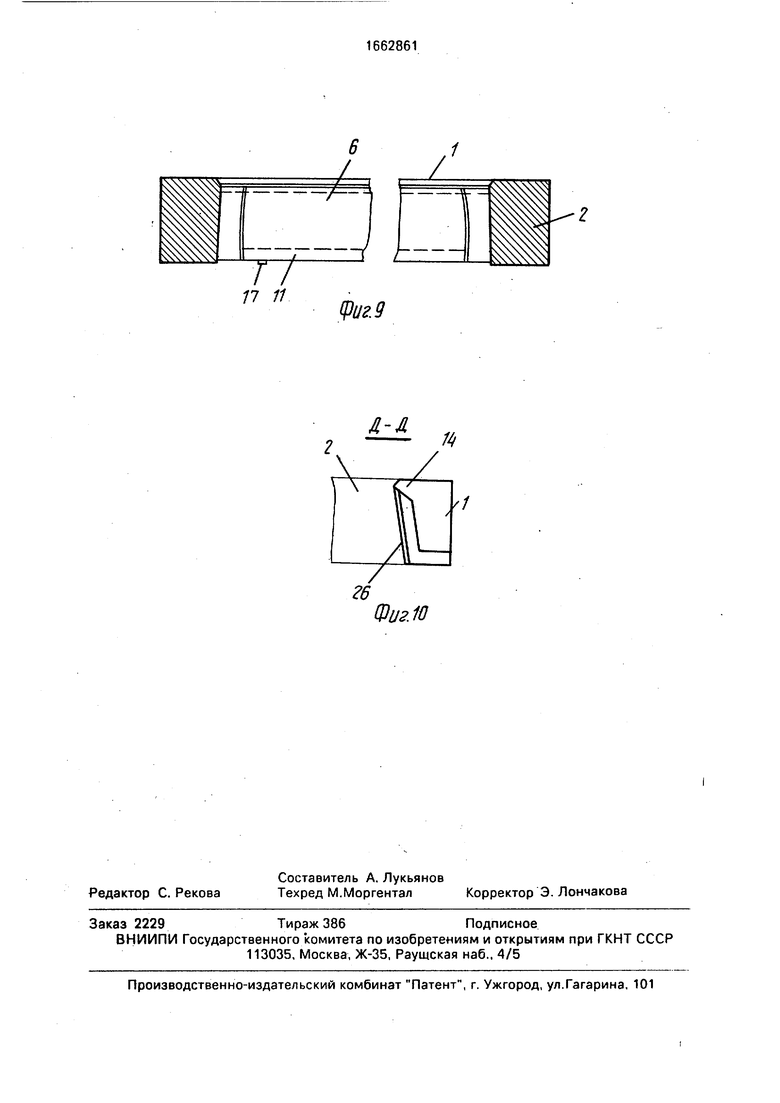
На фиг.1 изображена бортоснастка, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - то же, после распалубки;, на фиг.4 - сечение Б-Б на фиг.З; на фиг.5 - сечение В-В на фиг.4; на фиг.6 и 7 - варианты выполнения подъемных рычагов; на фиг.8-сечение Г-Г на фиг.1; на фиг.9 - вариант стыковки формообразующей поверхности продольного борта с торцевым; на фиг. 10 - сечение Д-Д на фиг.1.
Бортоснастка содержит продольные 1 и торцовые 2 борта, образующие замкнутую полость 3 и размещенные на поддоне 4. Каждый продольный борт 1 выполнен составным из рамного 5 и L-образного формообразующего 6 элементов, шарнирно соединенных между собой при помощи трехзвенных рычагов 7, одно звено 8 каждого из которых с помощью шарнира 9 соединено с наружной боковой поверхностью рамного элемента 5, а другое 10 - с горизонтальной полкой 11 L-образного формообразующего элемента 6, фиксируемого с рамным элементом 5 при
О
а
го
00
сь
помощи разъемного соединения, включающего наклонный шип 12 и паз 13, образованных соответственно на смежных поверхностях формообразующего и рамных элементов. Рамный элемент 5 имеет наклонный выступ 14 для плотного прилегания к торцовым бортам 2 и выполнен с возможностью перемещения в вертикальной плоскости и опирания на горизонтальную полку 11 формообразующего элемента 6, имеющую окна 15, в которых размещены шарнирные соединения 16 соответствующих звеньев 10 рычага 7. Нижние поверхности горизонтальных полок 11 снабжены полозьями 17. Звенья 18 рычагов 7 контактируют с распалубочным механизмом 19 и имеют на конце ролики. Шарнир 16 выполнен в виде роликов 21, насаженных на ось 22, размещенную в пазу 23 горизонтальной полки 11. Звенья 8 образуют с боковой поверхностью продольного борта 1 угол а, равный углу поворота рычага 7. Как вариант, рычаги 7 могут состоять из двух звеньев 8 и 10 и ушек 24 с отверстиями 25 для сгроповочного механизма. Зазор между торцами формообразующих элементов 6 и торцовыми бортами 2 заполняется пластинами 26, которые прикрепляются к торцовым бортам 2 и в верхней части к выступам 14 продольных бортов 1. Бортоснастка устанавливается на поддон 4, на котором формуют изделие 27. По необходимости формование может осуществляться с пригрузом 28.
После формования изделия распалубку и снятие бортоснастки осуществляют поднятием звеньев 18 рычагов 7 с помощью распалубочного механизма 19. Как дополнительный вариант, поднятие бортоснастки может осуществляться с помощью крана, строповочные крюки которого заводятся в отверстия 29 ушек 30, прикрепленных к звеньям 8 и 18 рычагов 7.
Торцовые борта выполняются аналогично торцовым бортам существующих сварных бортоснасток. При формовании преднапря- женных железобетонных плит в них устанавливаются пазы для прохода напрягаемых арматурных стержней. При формовании многопустотных железобетонных плит в них устанавливаются отверстия для прохода пустотообразователей.
Процесс распалубки осуществляется следующим образом.
При воздействии вертикальных усилий на звенья 18 последние поворачиваются на шарнирах 9, при этом звенья 10, связанные шарнирно с горизонтальной полкой И, отрывают формообразующую поверхность элемента 6 от изделия, одновременно с этим звенья 8 упираются в продольный борт 1. При дальнейшем подъеме осуществляется отрыв изделия от торцовых бортов и сты- ковка формообразующего элемента 6 с продольным бортом 1 за счет вхождения наклонных шипов 12 в пазы 13. 8 этом состыкованном положении бортоснастка пе0 реносится на пост очистки и смазки, после чего вновь устанавливается на подготовленный поддон 4. При опускании бортоснастки за счет силы тяжести продольных бортов 1 рычаг 7 поворачивается по часовой стрелке,
5 звенья 10 отодвигают элемент 6 до образования зазора 31. При этом шипы 12 выходят из пазов 13 и борт 1 опускается на горизонтальную полку 11.
За счет выполнения продольного борта
0 разъемным по длине обеспечивается автоматическая распалубка изделия при подъеме бортоснастки, что значительно снижает трудоемкость распалубочных работ.
5Формула изобретения
1.Бортоснастка для изготовления изделий из бетонной смеси, содержащая продольные и торцовые борта, размещенные на поддоне и образующие замкнутую формо0 образующую полость, отличающаяся тем, что, с целью снижения трудоемкости распалубочных работ, каждый продольный борт выполнен составным из рамного и L- образного формообразующего элементов,
5 шарнирно соединенных между собой при помощи трехзвенных рычагов, одно звено каждого из которых шарнирно соединено с наружной боковой поверхностью рамного элемента, а другое-с горизонтальной полкой L-об0 разного формообразующего элемента, фикси руёмого с рамным элементом посредством разъемного соединения наклонный шип- паз, образованных соответственно на смежных поверхностях формообразующего и рамного элементов, причем последний имеет полый наклонный выступ для плотного прилегания к торцовым бортам и выполнен с возможностью перемещения в вертикальной плоскости и опирания на горизонтальную полку L-образного элемента, имеющую окна, в которых размещены шарнирные соединения соответствующих звеньев трехзвенного рычага.
2.Бортоснастка поп,1,отличающая- с я тем, что нижние поверхности горизонтальных полок снабжены полозьями.
8Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Бортоснастка для изготовленияСТРОиТЕльНыХ издЕлий | 1978 |
|
SU806416A1 |
| Форма для изготовления изделий из бетонной смеси | 1989 |
|
SU1655793A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| Установка для изготовления железобетонных балок пролетных строений мостов | 1984 |
|
SU1152781A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Бортоснастка для изготовления изделий из бетонных смесей | 1983 |
|
SU1113256A1 |
| Форма для изготовления железобетонных изделий | 1981 |
|
SU992198A1 |
| Форма для изготовления железобетонных изделий | 1989 |
|
SU1675092A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2134636C1 |

Изобретение относится к промышленности сборного железобетона, в частности к формам для изготовления плоских железобетонных изделий. Цель изобретения - снижение трудоемкости распалубочных работ. Бортоснастка содержит продольные борта 1 и жестко связанные с ними торцовые борта. Формообразующая поверхность продольного борта 1 выполнена разъемной относительно последнего и образована элементом 6, горизонтальная полка 11 которого размещена под бортом 1. Элемент 6 расположен с зазором 31 относительно борта 1 и снабжен наклонными шипами 12 для соединения с бортом 1, в котором имеются ответные пазы 13. На боковой наружной поверхности борта 1 установлены рычаги 7, звенья 10 которого связаны с горизонтальной полкой 11, звенья 8 - с бортом 1 и звенья 18 - с распалубочным механизмом. При вертикальном воздействии этого механизма на звенья 18 звенья 10 отрывают формообразующую поверхность элемента 6 от изделия 27. Одновременно звенья 8 упираются в борт 1, последний поднимается и шипы 12 входят в пазы 13. В состыкованном положении бортоснастка переносится на пост очистки и смазки. 1 з.п.ф-лы, 10 ил.
hr
hr
1983991
°о
22
11
в-В
2223 11
1/ I
-Л,
фиг.4
фиг В
Г-Г
I
/ |7Ч
//
ЕЭ
г
/
I 7
Фиг. 8
25
фиг7
6 12
I/
/ |7Ч
//
ЕЭ
Л
1
16 16 17
фиг. 9
Л-Л
ФигЮ
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1196272A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Колодзий И.И | |||
| Производство сборных железобетонных изделий, М.: Высшая школа, 1987, с.46-47. | |||
