Настоящее изобретение к области наземного строительства, в частности к устройствам и агрегатам для производства строительных элементов арочного типа.
Известно приспособление для гибки замковых участков на листовых заготовках [1]
Недостаток указанного приспособления заключается в том, что оно работоспособно только в статических условиях и непригодно для длинномерного рулонного листового материала.
За прототип изобретения взят известный аппарат для производства строительных элементов [2]
Известный аппарат содержит узел для размотки рулонного листового материала, узел его формирования в строительный элемент, узел гибки полученной панели и узел ее обрезки.
Недостатком прототипа является невысокое качество строительного элемента, полученного на указанном аппарате, в частности, образование на строительном элементе хлопунов, т.е. неровностей на металлическом листовом материале при производстве профилированных панелей. Кроме того, при необходимости получения профилированных панелей прямолинейной формы, которые не подвергаются гибке, возможно образование на панели дополнительных деформаций, нарушающих эстетику панелей и снижающих их прочностные характеристики. Решаемая задача заключается в повышении качества строительных элементов без снижения их прочностных характеристик и исключении ненужных излишних деформаций элементов. Технический результат достигается тем, что профилирующие элементы выполнены в виде валков и установлены по линии, эквидистантной траектории перемещения материала, рассчитанной по упругой линии балки переменной жесткости, соответствующей форме изготавливаемой панели, а узел обрезки расположен между профилирующими элементами и валками для формирования замковых соединений. Узел гибки установлен с возможностью перемещения и фиксации.
На чертеже изображена установка (вид сверху).
Установка для изготовления строительного элемента содержит узел размотки 1 рулонного листового материала 2, подаваемого через направляющие валки (ленивцы) 3 на профилирующие элементы, выполненные в виде валков 4, которые предназначены для получения заданного профиля на изготовляемой панели. На выходе валков профилирования установлен узел обрезки 5 частично сформированной панели, а затем валки 6 для формирования на панели замковых соединений. Далее полностью сформированная панель поступает на узел гибки 7 для придания ей заданной кривизны строительного элемента, при этом узел гибки выполнен подвижным, размещен в пазах 8 и снабжен фиксаторами 9 для закрепления узла гибки в заданном положении. На выходе узла гибки получен полностью готовый для последующего монтажа строительный элемент 10.
Профилирующие элементы 4 установлены по линии эквидистантной траектории 11 перемещения материала, рассчитанной по упругой линии балки переменной жесткости, соответствующей форме изготавливаемой панели. Вся установка размещена на корпусе 12.
Работает установка следующим образом.
Перед началом производства строительного элемента профилирующие элементы устанавливают по вышеуказанной траектории. В теории и практике строительства известны характеристики и свойства различных балок, в частности деформация этих балок, а также упругая линия балки, траекторию которой принимает балка, свободно закрепленная одним концом.
Существует несколько способов расчета упругой линии балки, среди которых наиболее распространенными являются аналитический, графо-аналитический, численный методы (метод конечных элементов или конечных разностей), а также экспериментально-расчетный метод. При этом изгибающий момент балки рассчитывается формуле:
где EI жесткость балки;
M(x) изгибающий момент.
Расположении валков профилирования по упругой линии балки в данной установке позволяет принять формируемой панели свое естественное положение и исключает излишние деформации панели, в частности образование хлопунов, неизбежно возникающих при использовании установки, изложенной в прототипе. При образовании хлопунов снижаются прочностные характеристики панели и всего строительного элемента и нарушается его эстетика. Ликвидация этих хлопунов требует дополнительной правки, что в значительной мере повышает затраты на производство строительных элементов.
В данной установке упругая линия балки определена экспериментально расчетным методом и имеет параболическую форму, однако при использовании другого материала с различной толщиной форма упругой линии балки может быть иной, например кривой четвертого порядка.
Как следует из описания прототипа, а также из его чертежей, формирующие профиль элементы расположены по прямой линии, что неизбежно приведет к излишней деформации панели, особенно при изготовлении мобильной подвижной установки для изготовления строительных элементов.
В настоящей установке профилирующие элементы установлены по линии, эквидистантной траектории перемещения материала, рассчитанной по упругой линии балки переменной жесткости, соответствующей форме изготавливаемой панели. Это позволяет повысить качество панелей по сравнению с прототипом.
После образования заданного профиля валками 4 панель поступает на узел обрезки 5 и далее на валки 6, которые служат для получения на панели замковых соединений при монтаже строительных элементов 10.
Установка узла обрезки между основными валками 4 и профилирующими элементами в данной установке также повышает качество изготавливаемых панелей и строительных элементов в целом по сравнению с прототипом, где обрезку проводят после гибки панели, поскольку замковые соединения наиболее часто подвергаются деформации при обрезке панелей, а в настоящей установке оформление этих замков происходит после обрезки панели.
Подвижность узла гибки 7 в данной установке обеспечивается за счет его перемещения в пазах 8 и закрепления на корпусе 12 с помощью фиксаторов 9. Такое перемещение обеспечивает высокое качество панелей и предотвращает из возможную деформацию деталями гибочного узла при изготовлении профилированных панелей прямолинейной формы, используемых для торцевых стенок арочного сооружения. В прототипе возможно лишь разведение гибочных элементов, что не исключает возможности деформации при изготовлении прямолинейных профилированных панелей. Изготовленные строительные элементы из оцинкованной стали толщиной 0,8 мм имеют привлекательный внешний вид; сооружения арочного типа, изготовленные из указанных строительных элементов, обладают высокой прочностью, выдерживают практически любые возможные снеговые и ветровые нагрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1994 |
|
RU2070109C1 |
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038553C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ГРУНТА | 1993 |
|
RU2083756C1 |
| УСТАНОВКА ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2041061C1 |
| ГИДРАВЛИЧЕСКАЯ ВИБРООПОРА | 1997 |
|
RU2135855C1 |
| ВИБРОШТАМП УСТАНОВОК ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2038971C1 |
| УСТАНОВКА ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1993 |
|
RU2046701C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 1993 |
|
RU2037400C1 |
| УСТАНОВКА ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1993 |
|
RU2040397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОГРАФИЧЕСКИХ МЕТОК | 1992 |
|
RU2035763C1 |
Изобретение относится к области наземного строительства, в частности к устройствам и агрегатам для производства строительных элементов, и может найти применение при строительстве хранилищ сельскохозяйственной продукции и техники, гаражей, ангаров, ремонтных мастерских и т.п. помещений. Сущность изобретения заключается в том, что настоящая установка содержит узлы размотки исходного материала, его формирования, гибки и обрезки до проектируемой длины. Узел формирования материала в строительный элемент выполнен в виде тонколистовой панели с установленными попарно профилирующими элементами и валками для формирования замковых соединений. Профилирующие элементы выполнены в виде валков и установлены по линии, эквидистантной траектории перемещения материала, рассчитанной по упругой линии балки переменной жесткости, соответствующей форме изготавливаемой панели. Узел обрезки расположен между профилирующими элементами и валками для формирования замковых соединений, при этом узел гибки установлен с возможностью перемещения и фиксации. 1 ил.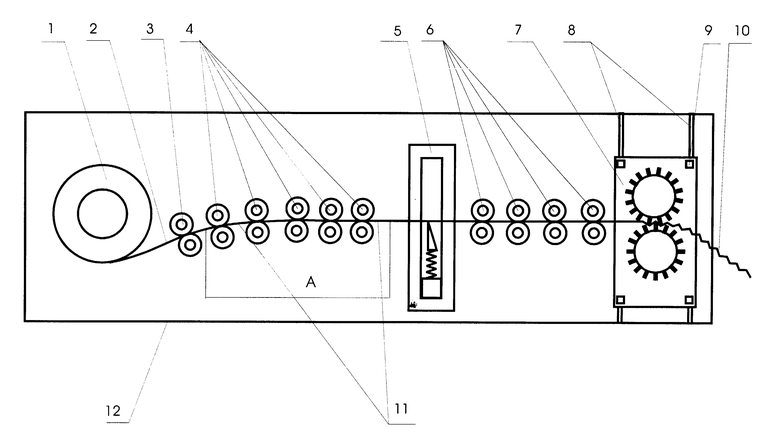
Установка для изготовления строительного элемента, содержащая последовательно установленные узел размотки с рулонным материалом, узел формирования материала в строительный элемент в виде тонколистовой панели с установленными попарно профилирующими элементами и валками для формирования замочных соединений, а также узлы гибки и обрезки, отличающаяся тем, что профилирующие элементы выполнены в виде валков и установлены по линии, эквидистантной траектории перемещения материала, рассчитанной по упругой линии балки переменной жесткости, соответсвтующей форме изготавливаемой панели, а узел обрезки расположен между профилирующими элементами и валками для формирования замковых соединений, при этом узел установлен с возможностью перемещения и фиксации.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1044379, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 3150707, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |

