Изобретение относится к методам окрашивания декоративных, рельефных изделий, изготавливаемых из керамики, гипса, пластмассы, металла.
В настоящее время на заводах, изготавливающих керамическую плитку, существует проблема нанесения цветной гаммы на рельефную плитку.
Известен способ окраски керамических плит, заключающийся в том, что керамические плитки погружают в жидкую глазурь или посредством пульверизатора наносят краску на заданную поверхность.
Однако с помощью этих методов невозможно произвести тоновый контраст декоративных, рельефных плиток кроме того эти способы не производительны и сужают технологические возможности окраски.
Технический результат изобретения - расширение технологических возможностей окраски.
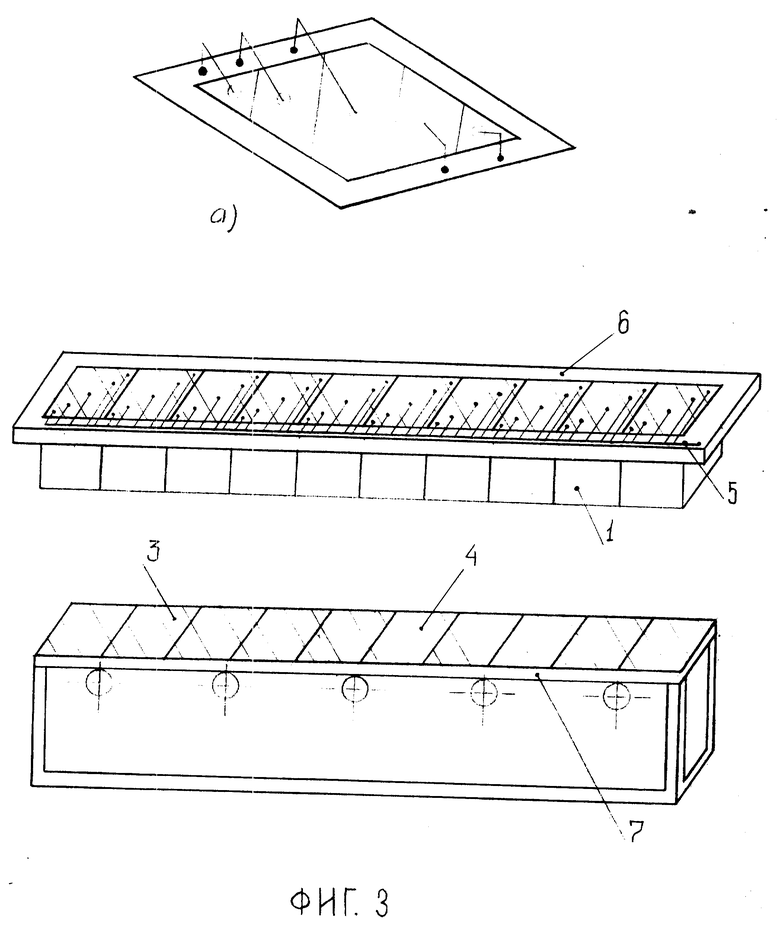
Технический результат достигается тем, что в известном способе окрашивания изделий перед нанесением глазури на поверхности плитки предварительно выполняют трапецеидальную канавку, копирующую рельеф рисунка, в которую устанавливают шаблон с последующим размещением в нем распылителя, при этом канавку формируют на глубину 1 - 1,5 мм, а основание трапеции соответствует зависимости
B=C+1/2C,
где
B - основание трапеции; C - толщина шаблона.
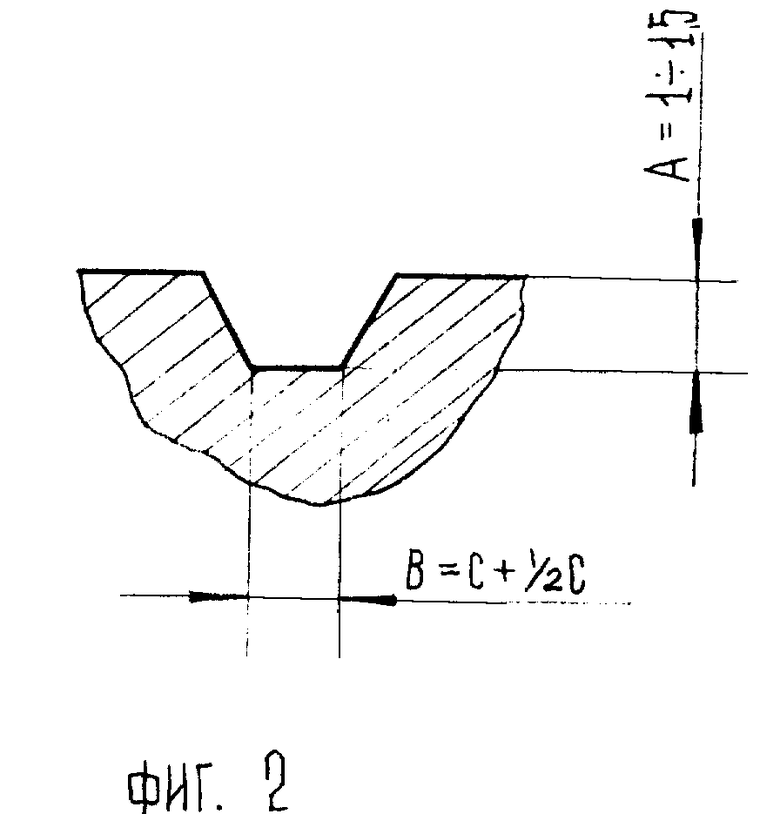
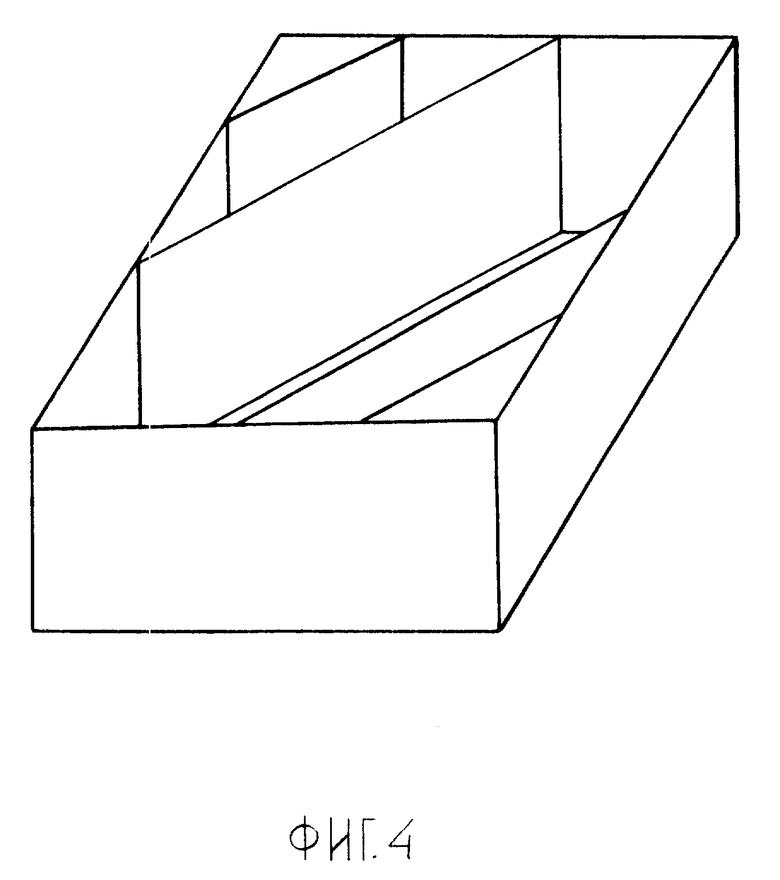
На фиг. 1 изображен общий вид устройства реализующего способ окрашивания изделий; на фиг. 2 - выполнение канавки на плите; на фиг. 3 - схема автоматизированной линии окраски; на фиг. 3,а - вариант размещения распылителей; на фиг. 4 - вариант шаблона.
Устройством для реализации способа служит шаблон 1 (фиг. 1) представляющий собой вертикальное приспособление, копирующее рельеф 2 плитки 3, выполненной из керамики. На плите 3 по контуру рельеф 2 выполняют канавку 4 в форме трапеции. Размеры канавки определены толщиной шаблона. Глубина канавки A равна 1 - 1,5 мм, основание B = C+1/2C, где C - толщина шаблона (фиг. 2). Кроме того, для осуществления способа требуется распылитель 5.
При использовании способа в производстве (фиг. 3) на несущей раме 6 закреплены несколько шаблонов, внутри которого размещены распылители. На фиг. 4 показан один из вариантов сложного шаблона.
Способ осуществляют следующим образом.
Керамическую плитку 3 (или любую другую, выполненную из гипса или пластмассы) перед покраской, т.е. в момент ее изготовления в зависимости от рельефа формовщик выполняет оттисковый шаблон и с его помощью наносит на плите канавку 4 заданного размера (фиг. 1 и 2). Затем приспособление 1 устанавливают в канавку 4 плиты 3 и распылителем 5 наносим краску.
В варианте использования способа в автоматизированном режиме плитку 3 укладывают на движущийся рольганu 7 (фиг. 3), останавливают его, затем опускают раму 6, несущую шаблоны 1 (закрепленные на раме по количеству обрабатываемых плит), которые входят в канавки плит 4. Потом включают распылители 5 и производят окраску, иногда в несколько приемов в зависимости от тонального рисунка.
Использование способа позволяет расширить технологические возможности окраски, так как благодаря канавки краски не растекается по поверхности рельефной плитки, и рисунок можно делать в различных типовых контрастах.
Кроме того, предлагаемый способ окрашивания изделий позволяет механизировать трудоемкие процессы окраски, повысить качество и производительность, сократить расход красок и улучшить условия труда рабочих.
Изобретение относится к методам окрашивания рельефных декоративных изделий, изготавливаемых из керамики, гипса или пластмассы. Сущность изобретения заключается в том, что перед нанесением глазури на поверхности плитки предварительно выполняют трапецеидальную канавку, копирующую рельеф рисунка, в которую устанавливают шаблон с последующим размещением в нем распылителя, при этом канавку формируют на глубину 1 - 1,5 мм, а основание трапеции соответствует зависимости
B=C+1/2C,
где B - основание трапеции, C - толщина шаблона. 4 ил.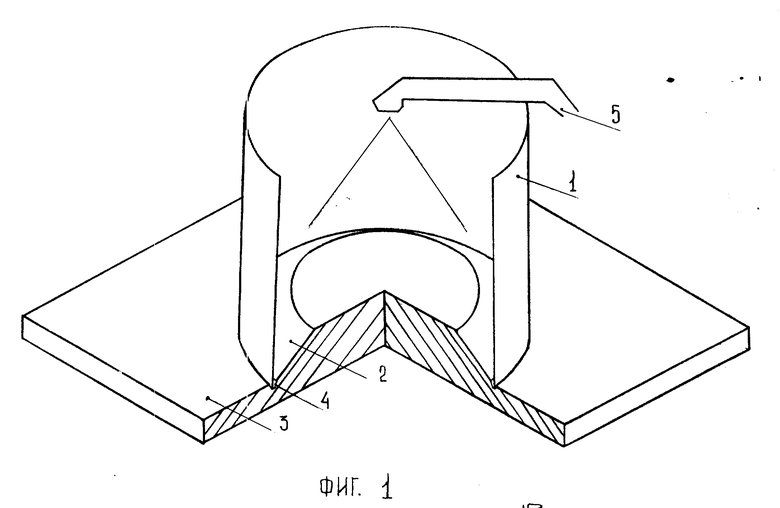
Способ окрашивания декоративных высокорельефных изделий, преимущественно керамических плит, включающий нанесение глазури на поверхность плиток, отличающийся тем, что перед нанесением глазури на поверхности плитки предварительно выполняют трапецеидальную канавку, копирующую рельеф рисунка, в которую устанавливают шаблон с последующим размещением в нем распылителя, при этом канавку формируют на глубину 1,0 1,5 мм, а основание B трапеции соответствует зависимости B C + 1/2C, где C толщина шаблона.
| Булавин И.А | |||
| Производство керамических плит | |||
| - М.: Промстройиздат, 1949, с.153. |
