Настоящее изобретение относится к облицовочным элементам, например, для полов или стен, и к способу декорирования облицовочного элемента. Изобретение также относится к устройству для декорирования облицовочных элементов.
Как известно, облицовочные элементы для полов или стен, такие как керамические плитки, содержат базовый слой, имеющий верхнюю поверхность c рисунком. Рисунок является по существу двумерным и выполнен такими способами печати, как цифровая печать, флексографическая печать и/или трафаретная печать. Верхняя поверхность облицовочного элемента также может содержать рельефную структуру, возможно объединенную с рисунком, например, структуру, изображающую текстуру природного камня или дерева.
Поверхностную структуру обычно формируют контролируемым способом во время этапа формирования базового слоя. Например, в случае керамических плиток, базовый слой прессуют в пресс-форме, и структура образуется в негативе на штампе пресс-формы. Однако, все плитки, выполненные с использованием такого штампа, будут иметь абсолютно одинаковую структуру, создавая впечатление искусственности и повторяемости облицовки пола или стены. В этом случае существует возможность использования более одного штампа для уменьшения повторяемость рисунка. Штамповочный пресс для плитки может иметь множество ячеек (каждая для формирования соответствующей плитки), каждая из которых может быть связана со штампом, имеющим отличающуюся структуру. В этом случае плитки также могут быть сформированы с несколькими различными структурами, например, с четырьмя или шестью структурами. К этому можно добавить, что эффективность такого решения уменьшается при увеличении размера плитки; это происходит потому, что количество ячеек, которые могут быть включены в пресс-форму, уменьшается с увеличением размера плитки. Аналогичные соображения применимы к различным способам формирования базового слоя или структуры, таким как накатка или выдавливание рельефа. В этих случаях структуру создают посредством надреза, выполненного в ролике, который давит на облицовочные элементы, при этом надрез будет периодически повторяться на облицовочных элементах при новом обороте ролика.
В патенте US 2005/0138882 описано альтернативное решение для искусственного состаривания керамических или бетонных кирпичей или блоков, в котором после их отверждения (например, посредством обжига), кирпичи и блоки подвергают этапу окончательной обработки. На этапе окончательной обработки один или более блоков помещают в контейнер, заполненный абразивным материалом, и если требуется, водой. Контейнер выполнен с возможностью вибрации для того, чтобы абразивный материал ударял по блоку, эродируя его бесконтрольным образом. Таким образом, существует возможность изготовления блоков, имеющих структуры, которые являются полностью случайными и отличаются одна от другой. Недостаток такого решения заключается в том, что окончательная обработка должна выполняться на обожженном изделии, иначе блок будет разрушаться из-за чрезмерного напряжения. Более того, этот способ не может быть использован с плитками, имеющими на своей верхней поверхности рисунок, поскольку, если поверхности плитки обрабатывают по существу неопределенным образом, это может повреждать их рисунок, удаляя при этом, по меньшей мере частично, глазурь, ухудшая тем самым водонепроницаемость плитки.
Целью настоящего изобретения является преодоление вышеупомянутых недостатков предшествующего уровня техники посредством простого, рационального и недорогого решения. Эти цели достигаются отличительными признаками изобретения, описанными в независимом пункте формулы изобретения. Зависимые пункты формулы изобретения описывают предпочтительные и/или частично преимущественные аспекты изобретения.
Первый независимый аспект изобретения обеспечивает облицовочный элемент для покрытия, например, полов или стен, который содержит базовый слой, имеющий по меньшей мере одну искусственно состаренную верхнюю кромку. Термин «искусственно состаренная» означает, что форма верхней кромки создана искусственно и предназначена для имитации износа верхней кромки от времени и в результате использования; например, искусственное состаривание содержит зазубрины, царапины, соскобы и надрезы. Другими словами, поверхность верхней кромки содержит форму, например, пространственную структуру, образованную выемками и выступами, имеющими неодинаковые характеристики, например разную глубину, ширину и/или длину, и расположенными в случайном и непредсказуемом порядке. Таким образом, при взгляде на искусственно состаренную верхнюю кромку создается общее впечатление искусственного состаривания и износа облицовочного элемента, при этом уменьшается ее восприятие, как искусственной кромки. Следует также отметить, что, поскольку только верхняя кромка является искусственно состаренной, нижние кромки облицовочного элемента являются по существу линейными (за исключением усилительных ребер или других функциональных элементов облицовочного элемента). Предпочтительно, если верхняя кромка является искусственно состаренной вдоль всей своей длины. Также очевидно, что облицовочный элемент может содержать множество искусственно состаренных верхних кромок, например, две искусственно состаренные верхние кромки, расположенные напротив друг друга и параллельные друг другу; или предпочтительно, если каждая верхняя кромка облицовочного элемента является искусственно состаренной. Преимущественно, каждая искусственно состаренная верхняя кромка имеет форму, отличную от формы других искусственно состаренных верхних кромок одного и того же облицовочного элемента.
В соответствии с предпочтительным вариантом осуществления облицовочный элемент представляет собой керамическую плитку или плиту, то есть является элементом, содержащим базовый слой из керамического материала, например, керамогранита, однократно обожженного керамического материала, керамического материала из белой или красной глины, майолики, терракоты или из других керамических порошков, спеченных при высоких температурах. Следует отметить, что в соответствии с другими вариантами осуществления облицовочный элемент и, в частности, его базовый слой, может быть изготовлен из других материалов, таких как дерево или древесное волокно, например МДФ или ДВП (древесно-волокнистая плита средней плотности или древесно-волокнистая плита высокой плотности, соответственно), или пластик, например, винил, предпочтительно ПВХ (поливинилхлорид), или волокнистый цемент (одним примером волокнистого цемента является материал, известный под торговым названием «Micodur®»). Облицовочный элемент предпочтительно имеет прямоугольную или квадратную форму, но может иметь другую, например, шестиугольную форму.
Предпочтительно, если искусственное состаривание выполняют по меньшей мере на одной верхней кромке базового слоя.
В соответствии с предпочтительным вариантом осуществления облицовочный элемент имеет верхнюю поверхность с рисунком, имеющим различные цвета, узоры или графические элементы. В частности, рисунок выполнен по меньшей мере на центральной части верхней поверхности облицовочного элемента. Очевидно, что выражение «центральная часть» означает по существу всю верхнюю поверхность, за исключением искусственно состаренной верхней кромки, так что верхние кромки по существу образуют раму вокруг рисунка. Однако, предпочтительно, чтобы рисунок был выполнен на всей верхней поверхности облицовочного элемента. Другими словами, в соответствии с предпочтительным вариантом осуществения рисунок может быть предусмотрен на искусственно состаренной кромке. Рисунок может имитировать природный материал, такой как натуральный камень или дерево, или может изображать бетон, резину или любой другой графический узор. Предпочтительно, если рисунок по меньшей мере частично выполнен посредством напечатанного графического узора. Печать предпочтительно выполняют бесконтактными способами печати, такими как цифровая струйная печать или трафаретная печать, поскольку это также обеспечивает печать на неправильной форме искусственно состаренной кромки. Однако также не исключаются другие способы печати, такие как флексография, офсетная печать или ротационная глубокая печать. Очевидно, что рисунок может содержать черное и белое изображение, но также может быть выполнено простое окрашивание без рисунка, и в этом случае возможны другие способы декорирования, такие как распыление или декорирование заливкой или пленкой. Также не исключается нанесение рисунка на подходящую предварительно отпечатанную подложку, прикрепляемую к базовому слою, например на бумагу или на полимерную пленку, изготовленную, например, частично из ПВХ в случае деревянного или пластикового базового слоя.
Облицовочный элемент также может содержать один или более покрывающих слоев на верхней поверхности облицовочного элемента.
Например, покрывающие слои могут содержать базовое покрытие, выполненное с возможностью покрывания верхней поверхности базового слоя по меньшей мере частично или, предпочтительно, полностью. Таким образом, базовое покрытие может покрывать окраску базового слоя, делая в тоже время базовый слой непроницаемым; оно также может быть выполнено с возможностью размещения на нем рисунка, или может образовывать задний фон рисунка. В частности, в соответствии с предпочтительным вариантом осуществления базовое покрытие выполнено с возможностью покрывания искусственно состаренной кромки по меньшей мере частично или, предпочтительно, полностью. В этом случае форма искусственно состаренной кромки различима через базовое покрытие. Таким образом, базовое покрытие может покрывать краску базового слоя, делая в тоже время базовый слой также непроницаемым на искусственно состаренной кромке. Базовое покрытие может быть белого, бежевого, коричневого, серого или любого другого цвета. В соответствии с предпочтительным вариантом осуществления, в котором базовый слой выполнен из керамического материала, базовое покрытие предпочтительно содержит глазурь и/или ангоб, выполненные с возможностью покрывания верхней поверхности базового слоя. Однако в соответствии с другими вариантами осуществления базовое покрытие может быть выполнено из других материалов, таких как жидкий цементный раствор или смола, например меламин или эпоксидная смола.
Покрывающие слои также могут содержать защитное покрытие, которое по меньшей мере частично покрывает верхнюю поверхность, или, предпочтительно, полностью, и которое может быть расположено сверху рисунка для его покрытия и защиты. В соответствии с предпочтительным вариантом осуществления защитное покрытие выполнено с возможностью покрывания искусственно состаренной кромки, по меньшей мере частично, или, предпочтительно, полностью. В этом случае форма искусственно состаренной кромки видна через защитное покрытие. Таким образом, защитное покрытие может также покрывать рисунок на искусственно состаренной кромке. Преимущественно, защитное покрытие может быть прозрачным или полупрозрачным, чтобы лежащий под ним рисунок оставался видимым. Защитное покрытие также может содержать наполнители или добавки, обеспечивающие придание новой функциональности и/или улучшения поверхностных свойств декоративного слоя, например, свойств по износостойкости, стойкости к скольжению, антибактериальных свойств или грязезащитных свойств. Защитное покрытие также может быть использовано в комбинации с базовым покрытием, или защитное покрытие может быть нанесено сверху базового покрытия. В соответствии с предпочтительным вариантом осуществления, в котором базовый слой изготовлен из керамического материала, защитное покрытие предпочтительно содержит прозрачную глазурь или абразивный материал. Однако в соответствии с другими вариантами осуществления защитное покрытие может быть выполнено из других материалов, предпочтительно, смол, например, из меламина или эпоксидной смолы.
Также следует отметить, что верхняя поверхность облицовочного элемента может содержать рельефную структуру, например, структуру, содержащую выемки и выступы, предпочтительно, расположенные в заданном порядке, но также не существует причины, по которой выемки и выступы не могут быть расположены в случайном порядке. В частности, рельефную структуру располагают в центральной части верхней поверхности. Предпочтительно, рельефная структура имеет характеристики, соответствующие характеристика рисунка; например, выемки или выступы могут быть направлены вдоль текстуры природного камня для того, чтобы сделать рисунок, выполненный на плитке, более реалистичным. Рельефная структура может быть выполнена в соответствии с различными вариантами, три из которых упоминаются ниже посредством неограничивающих и неисчерпывающих примеров.
В соответствии с первым вариантом рельефная структура может содержать выемки и выступы, образованные в базовом слое облицовочного элемента. В этом случае рельефная структура может быть видна на верхней поверхности облицовочного элемента через базовое покрытие и/или защитное покрытие. В соответствии со вторым вариантом рельефная структура может содержать выемки и выступы, образованные в базовом покрытии и/или в защитном покрытии, например, сверху по существу плоской верхней поверхности базового слоя. В соответствии с третьим вариантом рельефная структура может содержать комбинацию выемок и выступов, выполненных в соответствии с первым и вторым вариантами, или выполненных частично в базовом слое облицовочного элемента и частично в базовом покрытии и/или в защитном покрытии.
Второй аспект изобретения обеспечивает набор облицовочных элементов, в котором каждый облицовочный элемент имеет один или более отличительных признаков, описанных относительно первого независимого аспекта, и в котором по меньшей мере одна искусственно состаренная верхняя кромка имеет отличающуюся форму в каждом облицовочном элементе. Другими словами, все искусственно состаренные верхние кромки набора выполнены отлично друг от друга. То есть, пространственная поверхностная структура, образованная, например, выемками и выступами каждой искусственно состаренной верхней кромки набора, имеет неодинаковые характеристики, например, разную глубину, ширину и/или длину, и эти характеристики имеют случайный или непредсказуемый характер для того, чтобы каждая искусственно состаренная верхняя кромка отличалась от других искусственно состаренных верхних кромок из набора. Таким образом, характеристики внешнего вида каждого облицовочного элемента из набора будет отличаться от характеристик других элементов из набора, создавая большее впечатление искусственного состаривания и износа самого набора и, в особенности, уменьшая впечатление повторяемости и искусственности набора. Очевидно, что термин «набор» означает множество облицовочных элементов, например, покрытие, образованное множеством облицовочных элементов, расположенных рядом друг с другом, например, для облицовки пола или стены, или упаковку, содержащую множество облицовочных элементов.
В соответствии с вариантом осуществления изобретения по меньшей мере два облицовочных элемента из набора имеют по существу одинаковый рисунок. В частности, эти два облицовочных элемента имеют по существу одинаковый рисунок в центральной части своих верхних поверхностей. Следует отметить, что выражение «по существу одинаковый рисунок» означает, что изображение или цвет рисунка совпадает в таких частях верхней поверхности, на которые не влияют искусственно состаренные кромки, и что они могут слегка отличаться в небольших аспектах и деталях, в особенности таких, на которые влияет процесс изготовления, например, в качестве неограничивающих и неисчерпывающих примеров, такие как оттенок, уровень лакировки, дефекты печати.
В соответствии с одним вариантом осуществления по меньшей мере два облицовочных элемента из набора имеют по существу одинаковую рельефную структуру. В частности, эти два облицовочных элемента имеют по существу одинаковую рельефную структуру в центральной части своих верхних поверхностей. Следует отметить, что выражение «по существу одинаковая рельефная структура» означает, что элементы рельефной структуры и их расположение совпадает в центральных частях верхних поверхностей, на которые не влияют искусственно состаренные кромки, и что они могут слегка отличаться в небольших аспектах и деталях, в особенности, таких, на которые влияет процесс изготовления, например, в качестве неограничивающих и неисчерпывающих примеров, такие точечные дефекты, как бугорки, уплощение рельефа или небольшие различия в глубине или высоте.
Третий аспект изобретения обеспечивает способ декорирования облицовочных элементов, имеющих одну или более характеристик, описанных относительно первого независимого аспекта. В частности, в соответствии с третьим независимым аспектом способ включает в себя этапы: предоставления базового слоя для облицовочного элемента и искусственного состаривания по меньшей мере верхней кромки базового слоя. Предпочтительно, этап искусственного состаривания содержит этап механического искусственного состаривания, то есть механической эрозии или надрезов верхней кромки базового слоя. Фактически, механическое искусственное состаривание является более предпочтительным относительно других возможных решений из-за ограничений, касающихся безопасности рабочей среды и экологической устойчивости.
В соответствии с предпочтительным вариантом осуществления искусственное состаривание может быть выполнено посредством шлифовального круга, предпочтительно профилированного шлифовального круга, то есть шлифовального круга, в котором рабочая поверхность шлифовального круга (другими словами, рабочая поверхность шлифовального круга, выполненная с возможностью вхождения в соприкосновение с искусственно состариваемой верхней кромкой) не является плоской, а имеет выступающие части и/или углубления. В этом случае, когда на верхнюю кромку облицовочного элемента воздействует выступающая часть, образуется более глубокая выемка, чем когда на верхнюю кромку воздействует часть рабочей поверхности шлифовального круга, которая не имеет выступающую часть (углубление, например). Форма шлифовального круга может иметь правильную и заданную конфигурацию, то есть конфигурацию, при которой выпуклости/или углубления расположены в соответствии с заданным дизайном, например, с осевой симметрией относительно оси шлифовального круга, и/или имеют одинаковую высоту относительно плоскости отсчета, перпендикулярной оси шлифовального круга, например, относительно поверхности шлифовального круга, расположенной напротив рабочей поверхности. Однако предпочтительно, чтобы шлифовальный круг имел неправильную конфигурацию, то есть конфигурацию, при которой выпуклости и/или углубления расположены не в заданном порядке и ассиметрично относительно оси шлифовального круга, и/или имеют различные и неравномерные высоты относительно плоскости отсчета, перпендикулярной оси шлифовального круга, например, относительно поверхности шлифовального круга, расположенной напротив рабочей поверхности. Таким образом, обеспечивается большая нерегулярность в конфигурации искусственно состаренной кромки, уменьшая тем самым впечатление об искусственности облицовочного элемента. Более того, шлифовальный круг, таким образом, будет ударять и надрезать облицовочный элемент непериодическим и повторяющимся образом и, следовательно, искусственно состаренные верхние кромки различных облицовочных элементов будут иметь отличающиеся друг от друга конфигурации, уменьшая тем самым впечатление об искусственности и повторяемости набора облицовочных элементов. Шлифовальный круг может иметь диаметр, находящийся в диапазоне от 10 см до 40 см, например, от 15 см до 30 см. Следует отметить, что шлифовальный круг является предпочтительным вариантом осуществления, но также могут быть использованы другие абразивные средства.
Дополнительно, в соответствии с предпочтительным вариантом осуществления шлифовальный круг может вращаться вокруг своей оси с различной скоростью вращения, например, с нерегулярными и непредсказуемыми изменениями. Таким образом, в процесс вводится дополнительная случайная переменная, делая возможным надрезание искусственно состариваемой верхней кромки таким образом, что искусственно состаренные верхние кромки различных облицовочных элементов будут иметь отличающиеся друг от друга конфигурации. Однако не существует причины, по которой скорость вращения не должна изменяться периодически и определенным образом. Например, шлифовальный круг может вращаться вокруг своей оси со скоростью вращения, находящейся в диапазоне от 15 Гц до 70 Гц, или, предпочтительно, от 20 Гц до 60 Гц.
Следует также отметить, что ось вращения шлифовального круга может быть наклонена к искусственно состариваемой верхней кромке, или к воображаемой прямой линии, параллельной упомянутой верхней кромке. Предпочтительно, если ось шлифовального круга и искусственно состариваемая верхняя кромка образуют угол наклона, находящийся в диапазоне от 90° до 180°, например, от 120° до 180°. Фактически, изобретатели обнаружили, что увеличение угла наклона уменьшает контактную поверхность между шлифовальным кругом и базовым слоем, и, следовательно, уменьшает напряжение на базовом слое и последующий риск нежелательного повреждения базового слоя, например, в форме глубоких трещин. Дополнительно, в соответствии с предпочтительным вариантом осуществления ось шлифовального круга наклонена к плоскости, в которой лежит базовый слой, например к горизонтальной плоскости. Преимущественно, ось шлифовального круга и плоскость, в которой лежит базовый слой, образуют рабочий угол, находящийся в диапазоне от 0° до 90°, например, от 45° до 90°. Изобретатели обнаружили, что когда рабочий угол увеличивают, шлифовальный круг надрезает верхнюю поверхность базового слоя в большей степени, чем боковую поверхность, и поэтому искусственное состаривание кромки будет более видимым с направления, приблизительно перпендикулярного плоскости, в которой лежит базовый слой, например, сверху в случае плиток для пола. В соответствии с некоторыми вариантами осуществления угол наклона и/или рабочий угол шлифовального круга может быть переменным.
Следует отметить, что способ может обеспечивать искусственное состаривание множества верхних кромок облицовочного элемента, например, пары параллельных верхних кромок или, предпочтительно, всех кромок облицовочного элемента. Преимущественно, способ может обеспечивать использование различных шлифовальных кругов для искусственного состаривания различных верхних кромок; например, способ может обеспечивать искусственное состаривание каждой верхней кромки посредством соответствующего шлифовального круга.
Способ может также обеспечивать этап перемещения базового слоя вдоль заданного направления перемещения, предпочтительно, параллельно искусственно состариваемой верхней кромке, и искусственного состаривания верхней кромки во время перемещения. Например, базовый слой может быть расположен на конвейере, предпочтительно, ленточного и ременного типа, и шлифовальный круг может быть расположен сбоку от упомянутого конвейера; например, множество шлифовальных кругов могут быть расположены с противоположных сторон конвейера для работы на противоположных верхних кромках базового слоя. В некоторых вариантах осуществления базовый слой могут перемещать в направлении перемещения со скоростью перемещения, находящейся в диапазоне от 10 м/мин до 50 м/мин, например, от 20 м/ми до 40 м/мин. В частности, скорость перемещения базового слоя во время этапа эрозионной обработки может отличаться и, предпочтительно, может быть меньше, чем скорость перемещения базового слоя непосредственно перед и/или непосредственно после этапа упомянутого искусственного состаривания. Таким образом, во время этапа эрозионной обработки базовый слой сохраняется более стабильным и напряжение на базовом слое уменьшается, тем самым также уменьшая риск нежелательного повреждения базового слоя, такого как глубокие трещины. Дополнительно, в соответствии с предпочтительным вариантом осуществления во время этапа эрозионной обработки базовый слой может удерживаться по существу в неподвижном положении относительно конвейера; например, он может удерживаться по существу в неподвижном положении на ленте или на ремне конвейера. Иными словами, во время этапа искусственного состаривания перемещения базового слоя в плоскости, параллельной направлению перемещения, то есть в любом горизонтальном направлении, могут быть ограничены или предпочтительно предотвращены, чтобы стабилизировать базовый слой и уменьшать риск нежелательного повреждения базового слоя. Дополнительно, для сведения к минимуму риска нежелательного повреждения базового слоя, перемещения базового слоя в направлении, перпендикулярном плоскости, в которой лежит базовый слой, другими словами, по существу в вертикальном направлении, могут быть ограничены или предпочтительно предотвращены во время этапа искусственного состаривания. Это в особенности важно в предпочтительном варианте осуществления, в котором облицовочный элемент представляет собой керамическую плитку, поскольку в этом случае трещина в базовом слое может приводить к дефектам в плитке, в особенности после обжига, и в некоторых случаях эти дефекты в базовом слое могут приводит к разрушению плитки. Например, базовый слой может удерживаться посредством механического удерживающего средства, такого удерживающие полосы, или посредством применения вакуума, создаваемого всасывающими устройствами в конвейере.
В соответствии с некоторыми вариантами осуществления этап предоставления базового слоя облицовочного элемента может предусматривать этап формирования упомянутого базового слоя посредством, например, прессования, экструзии, раскатки, или другими способами. Например, в соответствии с предпочтительным вариантом осуществления, в котором облицовочный элемент представляет собой керамическую плитку, базовый слой может быть выполнен посредством прессования порошков из керамического сырья (глины, каолинов, полевых шпатов, кварца, карбонатов, фриттов и так далее) в виде непрерывного прессования и/или прерывистого прессования. Дополнительно, в соответствии с этим предпочтительным вариантом осуществления базовый слой высушивают перед этапом искусственного состаривания и после этапа формования. Это выполняют для того, чтобы высушивать керамические порошки после формования для удаления воды, необходимой для активирования пластических свойств глины, для придания базовому слою необходимой механической прочности для перемещения к последующему этапу обжига. Сушку предпочтительно выполняют при температуре, составляющей примерно 80°C, например, примерно 100°C. Сушку предпочтительно выполняют перед искусственным состариванием. Очевидно, в соответствии с другими вариантами осуществления базовый слой может быть сформирован посредством других способов.
Способ может также содержать этап нанесения базового покрытия на верхнюю поверхность базового слоя. В частности, в соответствии с предпочтительным вариантом осуществления изобретения базовое покрытие может быть нанесено после искусственного состаривания верхних кромок базового слоя и, предпочтительно, базовое покрытие также может быть нанесено на искусственно состаренные кромки с обеспечением полного покрывания базового слоя и с обеспечением его непроницаемости на искусственно состаренных кромках. Например, базовое покрытие может быть нанесено во влажном состоянии посредством, например, заливки или распыления с обеспечением нанесения по существу равномерного слоя на верхнюю поверхность базового слоя. Однако не существует причины, по которой базовое покрытие не может быть нанесено посредством других способов, например, посредством цифровой печати, флексографической печати или трафаретной печати, или способами сухого нанесения.
Также следует отметить, что способ также может предусматривать этап нанесения рисунка на верхнюю поверхность базового слоя. Предпочтительно, если рисунок печатают на верхней поверхности базового слоя. В соответствии с предпочтительными вариантами осуществления изобретения печать выполняют после искусственного состаривания верхних кромок базового слоя и, предпочтительно, выполняют с обеспечением декорирования искусственно состаренных кромок. Таким образом, реализм эффекта искусственного состаривания может быть улучшен. Дополнительно, печать предпочтительно выполняют посредством, например, струйной печати, хотя не исключаются другие способы печати, такие как трафаретная, флексографическая, офсетная или ротационная глубокая печать. Однако струйная печать и бесконтактная печать являются в целом предпочтительными, потому что они обеспечивают нанесение рисунка на искусственно состаренные кромки. Следует отметить, что рисунок может быть нанесен на базовое покрытие или непосредственно на верхнюю поверхность базового слоя. Также не существует причины, почему рисунок не должен быть нанесен на подходящую подложку, например, на бумажную или полимерную пленку, выполненную из ПВХ, например, для прикрепления к базовому слою, в особенности, в случае деревянного (МДФ или ДВП) или пластикового (ПВХ) базового слоя.
Преимущественно, способ также может содержать этап нанесения защитного покрытия на верхнюю поверхность базового слоя. В частности, в соответствии с предпочтительным вариантом осуществления изобретения предпочтительное покрытие может быть нанесено после искусственного состаривания верхних кромок базового слоя и, предпочтительно, защитное покрытие также может быть нанесено на искусственно состаренные кромки с обеспечением защиты поверхности и любого лежащего под ним рисунка на искусственно состаренных кромках. Защитное покрытие предпочтительно наносят во влажном состоянии посредством, например, заливки или распыления для размещения по существу равномерного слоя на верхней поверхности плитки. Не существует причины, по которой защитное покрытие не должно быть нанесено другими способами, например посредством цифровой печати, трафаретной печати или флексографической печати, или способами сухого нанесения.
Следует также отметить, что способ может содержать этап прикрепления рисунка к базовому слою. Термин «прикрепление» означает этап, в котором рисунок объединяют с базовым слоем, например, посредством химической и/или физической трансформации. Например, «прикрепление» может означать этапы отверждения, спекания, кристаллизации, загустевания, гидратации и так далее. Предпочтительно, если во время этапа прикрепления базовое покрытие и/или защитное покрытие одновременно прикрепляют к рисунку. В соответствии с предпочтительным вариантом осуществления, в котором облицовочный элемент представляет собой керамическую плитку, этап прикрепления содержит обжиг базового слоя и рисунка, например, при температуре, составляющей свыше 900°C, предпочтительно, свыше 1000°C, например, свыше 1200°C. В частности, упомянутый вариант осуществления также включает в себя обжиг базового слоя, то есть спекание спрессованных керамических порошков посредством процесса, известного как однократный обжиг, в котором керамический базовый слой и глазурь обжигают одновременно. Рисунок, предпочтительно, прикрепляют после этапа искусственного состаривания. На практике, в соответствии с предпочтительным вариантом осуществления, в котором облицовочный элемент представляет собой керамическую плитку, искусственное состаривание выполняют на не подвергнутом обработке базовом слое, то есть на базовом слое, сформированном из необожженного керамического материала, или, более точно, сформированном из уплотненной и предпочтительно высушенной керамической массы.
Четвертый независимый аспект изобретения обеспечивает устройство для декорирования облицовочного элемента, то есть устройство для искусственного состаривания по меньшей мере верхней кромки облицовочного элемента. В соответствии с четвертым независимым аспектом устройство содержит по меньшей мере одно устройство для поддерживания облицовочного элемента, то есть для поддерживания базового слоя облицовочного элемента, и по меньшей мере один шлифовальный круг, выполненный с возможностью вхождения в соприкосновение по меньшей мере с одной верхней кромкой облицовочного элемента, и устройство для приведения во вращение по меньшей мере одного шлифовального круга вокруг оси шлифовального круга. Следует отметить, что шлифовальный круг и другие компоненты устройства могут иметь одну или более характеристик, описанный относительно третьего независимого аспекта. В частности, предпочтительно, если средство для приведения во вращение шлифовального круга выполнено с возможностью приведения его во вращение с переменной скоростью вращения, например, с нерегулярными и непредсказуемыми изменениями. Таким образом, существует возможность надрезания искусственно состариваемой верхней кромки нерегулярным образом для того, чтобы искусственно состаренные верхние кромки различных облицовочных элементов имели отличающиеся друг от друга конфигурации. Приводное устройство может, например, содержать электрический двигатель, который механически соединен непосредственно со шлифовальным кругом. Предпочтительно, устройство содержит множество шлифовальных кругов, например два шлифовальных круга для искусственного состаривания, параллельных верхним кромкам облицовочного элемента, и, предпочтительно, устройство может содержать приводное устройство для каждого шлифовального круга.
В соответствии с предпочтительным вариантом осуществления поддерживающее устройство представляет собой конвейерное устройство, например, ленточного или ременного типа для транспортировки облицовочного элемента вдоль направления перемещения. На практике транспортировочный элемент перемещает облицовочный элемент рядом со шлифовальным кругом для того, чтобы шлифовальный круг мог выполнять искусственное состаривание верхней кромки. Предпочтительно, если направление перемещения является по существу параллельным искусственно состариваемой верхней кромки.
Устройство может содержать раму, с которой соединены шлифовальные круги и приводные устройства. Например, поддерживающее устройство также может быть соединено с рамой и, например, может быть к ней прикреплено. Дополнительно, шлифовальные круги устройства могут быть соединены с рамой с обеспечением расположения в соответствии с углом наклона и/или рабочим углом, как описано в отношении третьего независимого аспекта. В соответствии с некоторыми вариантами осуществления угол наклона и/или рабочий угол шлифовального круга может быть переменным; то есть, шлифовальные круги могут быть выполнены с возможностью поворота на раме для того, чтобы угол наклона и/или рабочий угол мог быть изменен.
Устройство также может содержать удерживающие элементы, выполненные с возможностью удерживания облицовочного элемента по существу в неподвижном положении относительно конвейера. На практике удерживающие элементы выполняют с возможностью ограничения или, предпочтительно, предотвращения перемещений облицовочного элемента относительно конвейера в плоскости, параллельной направлению перемещения, то есть в любом горизонтальном направлении, для стабилизации облицовочного элемента и уменьшения риска нежелательного повреждения облицовочного элемента. Удерживающие элементы также могут быть выполнены с возможностью ограничения или, предпочтительно, предотвращения перемещений облицовочного элемента в направлении, перпендикулярном плоскости, в которой лежит элемент, то есть по существу в вертикальной плоскости. Например, удерживающие элементы могут быть элементами механического типа, например, содержащие удерживающие полосы или средства для создания вакуума. В соответствии с предпочтительным вариантом осуществления удерживающие элементы содержат горизонтальный ограничитель, выполненный с возможностью надавливания на верхнюю поверхность облицовочного элемента; например, горизонтальный ограничитель содержит ленту или ремень, приводимый в движение вдоль направления перемещения, например, с такой же скоростью перемещения, что и скорость перемещения облицовочного элемента (то есть, с такой же скоростью перемещения, что и скорость перемещения конвейера). В частности, горизонтальный ограничитель выполнен с возможностью надавливания на центральную часть верхней поверхности облицовочного элемента; например, ширина горизонтального ограничителя меньше, чем ширина облицовочного элемента.
В соответствии с некоторыми вариантами осуществления устройство может содержать по меньшей мере одно устройство для восстановления отходов от механической обработки и обрезков, возникающих в результате искусственного состаривания. Например, устройство для восстановления может содержать всасывающее устройство или контейнер, расположенный рядом со шлифовальным кругом. Собранный материал может быть в последствие переработан и повторно использован в процессе изготовления облицовочного элемента, в особенности, базового слоя.
Дополнительные характеристики и преимущества изобретения очевидны из описания примеров, приводимых ниже исключительно в качестве неограничивающих примеров со ссылкой на сопроводительные чертежи.
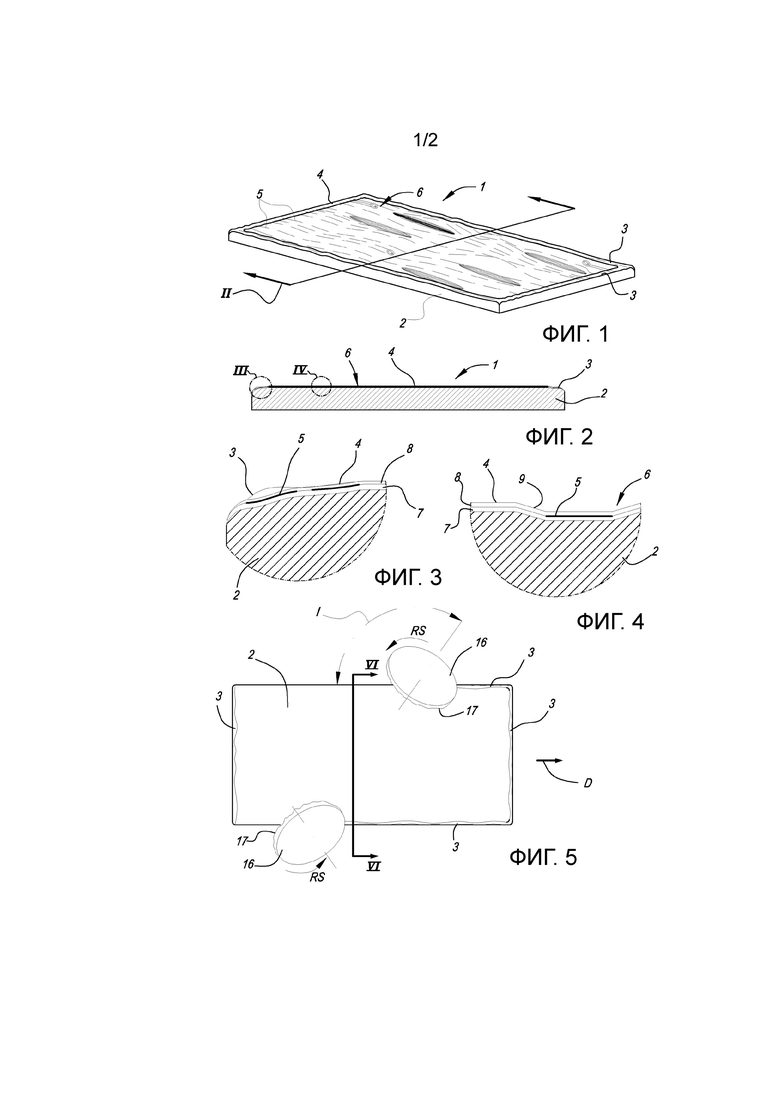
Фиг.1 представляет собой вид в перспективе облицовочного элемента в соответствии с изобретением.
Фиг.2 представляет собой поперечное сечение, взятое вдоль плоскости II из Фиг.1.
Фиг.3 представляет собой увеличенное изображение элемента III из Фиг.2.
Фиг.4 представляет собой увеличенное изображение элемента IV из Фиг.2.
Фиг.5 представляет собой вид сверху облицовочного элемента во время этапа искусственного состаривания.
Фиг.6 представляет собой поперечное сечение, взятое вдоль плоскости VI из Фиг.5.
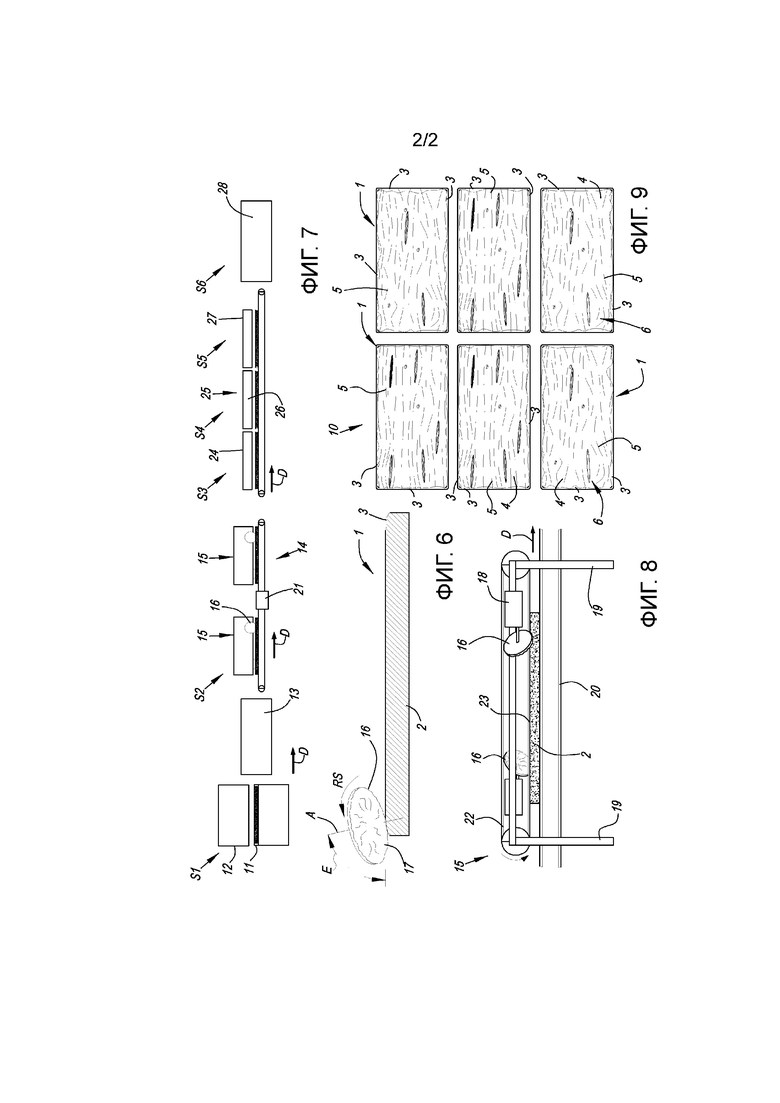
На Фиг.7 показаны этапы способа в соответствии с изобретением.
Фиг.8 представляет собой схематический вид сбоку устройства для декорирования в соответствии с изобретением.
Фиг.9 представляет собой вид сбоку набора облицовочных элементов в соответствии с изобретением.
На Фиг.1 показан облицовочный элемент 1 для облицовки, например, пополов или стен, который содержит базовый слой 2. Облицовочный элемент представляет собой, например, керамическую плитку или плиту, то есть представляет собой элемент, содержащий базовый слой 2 из керамического материала, например керамогранита, однократно обожженного керамического материала, керамического материала из белой или красной глины, майолики, терракоты или из других керамических порошков, спеченных при высоких температурах, и предпочтительно имеет прямоугольную или квадратную форму.
Как показано на Фиг.1, облицовочный элемент 1 также содержит по меньшей мере одну искусственно состаренную верхнюю кромку 3 или, предпочтительно, множество искусственно состаренных верхних кромок 3 или, более предпочтительно, все искусственно состаренные верхние кромки 3 облицовочного элемента 1. Термин «искусственно состаренная» означает, что верхняя кромка 3 имеет искусственно созданную форму и предназначена для имитации износа верхней кромки 3 от старости или в результате использования в виде сколов, царапин, соскобов и зазубрин. Другими словами, поверхность верхней кромки 3 содержит форму, например, пространственную структуру, образованную выемками и выступами, имеющими неодинаковые характеристики, например, разную глубину, ширину и/или длину, и расположенными в случайном и непредсказуемом порядке. Таким образом, искусственно состаренная верхняя кромка 3 создает впечатление состаренности и износа облицовочного элемента 1, в результате чего она не воспринимается как искусственная кромка.
Как показано на Фиг.1, все верхние кромки 3 облицовочного элемента 1 являются искусственно состаренными. Предпочтительно, если верхние кромки 3 являются искусственно состаренными вдоль всей своей длины. Также следует отметить, что каждая искусственно состаренная верхняя кромка 3 имеет форму, отличающуюся от формы других искусственно состаренных верхних кромок 3 одного и того же облицовочного элемента 1.
На Фиг.1 также показано, что облицовочный элемент 1 имеет верхнюю поверхность 4 с рисунком 5, имеющим различные цвета, дизайн или графику. В частности, рисунок 5 выполнен по меньшей мере на центральной части 6 верхней поверхности 4 облицовочного элемента 1. Очевидно, что выражение «центральная часть» 6 означает по существу всю верхнюю поверхность 4, за исключением искусственно состаренной верхней кромки 3, так что искусственно состаренная верхняя кромка 3 по существу образует раму вокруг рисунка 5. Однако, в предпочтительном варианте осуществления, показанном на Фиг.1, рисунок 5 выполнен на всей верхней поверхности 4 облицовочного элемента 1. Другими словами, 5 предусмотрен на искусственно состаренной верхней кромке 3.
На Фиг.2, 3 и 4 показано, что облицовочный элемент 1 может содержать покрывающие слои, выполненные с возможностью по меньшей мере частичного покрытия верхней поверхности 4 облицовочного элемента 1.
В частности, облицовочный элемент 1 содержит базовое покрытие 7, например, глазурь или ангоб, выполненное с возможностью покрытия верхней поверхности базового слоя 2, по меньшей мере частично, или, предпочтительно, полностью. В частности, в соответствии с предпочтительным вариантом осуществения базовое покрытие 7 выполнено с возможностью покрывания искусственно состаренной верхней кромки 3, по меньшей мере частично, или, предпочтительно, полностью. В этом случае форма искусственно состаренной верхней кромки видна через базовое покрытие 7.
Облицовочный элемент 1 дополнительно содержит защитное покрытие 8, например, прозрачную глазурь или абразивный материал, которым покрывают верхнюю поверхность 4, по меньшей мере частично, или, предпочтительно, полностью, и которое может быть размещено сверху рисунка 5 с обеспечением его покрытия и защиты. В соответствии с предпочтительным вариантом осуществления защитное покрытие 8 покрывает искусственно состаренную верхнюю кромку 3, по меньшей мере частично, или, предпочтительно, полностью, при этом форма искусственно состаренной верхней кромки 3 является видимой через защитное покрытие 8. Преимущественно, защитное покрытие 8 является прозрачным или полупрозрачным.
Как показано на Фиг.4, верхняя поверхность 4 облицовочного элемента 1 содержит рельефную структуру 9, содержащую, например, выемки и выступы, предпочтительно расположенные в заданном порядке, но не существует причины, по которой такие выемки и выступы не могут быть расположены в случайном порядке. В частности, рельефная структура 9 расположена в центральной части 6 верхней поверхности 4. В частности, на Фиг.4 показан пример варианта осуществления, в котором рельефная структура 9 может содержать выемки и выступы, выполненные в опорном слое 2, который различим на верхней поверхности 4 облицовочного элемента 1 через базовое покрытие 7 и защитное покрытие 8.
На Фиг.9 показан набор 10 облицовочных элементов 1, каждый из которых имеет одну или более характеристик, описанных выше, в котором искусственно состаренные верхние кромки 3 имеют различную форму в каждом покрывающем элементе 1. Другими словами, все искусственно состаренные верхние кромки 3 набора 10 имеют отличную друг от друга форму.
На Фиг.9 показан пример варианта осуществления, в котором по меньшей мере два облицовочных элемента 1 из набора 10 имеют по существу один и тот же рисунок 5. В частности, рисунок 5 является одинаковым в центральной части 6 верхней поверхности 4 упомянутых двух облицовочных элементов 1. Дополнительно, в соответствии с этим вариантом осуществления по меньшей мере два облицовочных элемента 1 из набора 10 имеют по существу одну и ту же рельефную структуру 9. В частности, рельефная структура 9 является одинаковой в центральной части 6 верхней поверхности 4.
На Фиг.7 схематически показан предпочтительный вариант осуществления способа декорирования и изготовления описанных выше облицовочных элементов 1.
Способ, показанный на Фиг.7 содержит, во первых, этап S1 подготовки базового слоя 2 облицовочного элемента 1, например, базового слоя из керамического материала. В соответствии с этим примером, на этапе S1 подготовки обеспечивается формирование базового слоя 1, например, посредством прессования. На практике массу из влажного керамического сырья помещают в литейную форму 11 пресса 12 и прессуют для формирования базового слоя 2. Во время прессования рельефная структура 9 может быть сформирована на верхней поверхности базового слоя 2 посредством, например, подходящего профилированного штампа. Дополнительно, в соответствии с этим примером этап S1 подготовки содержит сушку новообразованного базового слоя 2 для удаления излишка влаги из массы и придания опорному слою достаточной механической прочности для перемещения. Сушку предпочтительно выполняют в сушильной камере 13 при температурах свыше 80°C, например, свыше 100°C.
После этапа S1 подготовки базовый слой перемещают на участок 14 для искусственного состаривания для выполнения этапа S2 искусственного состаривания, например, механического типа, то есть этапа, на котором создают эрозию или выполняют надрезы верхней кромки 3 базового слоя 2 посредством механического воздействия. В примере, показанном на Фиг.5, 6 и 7, секция 14 для искусственного состаривания содержит по меньшей мере одно устройство 15 для искусственного состаривания, имеющее профилированный шлифовальный круг 16, то есть устройство, в котором активная поверхность 17 шлифовального круга 16 (другими словами, активная поверхность шлифовального круга 16, выполненная с возможностью вхождения в соприкосновение с искусственно состариваемой верхней кромкой 3) не является плоской, а имеет выступающие части и/или углубления. Шлифовальный круг 16 приводится во вращение вокруг его оси A посредством приводного устройства 18, например, электрического двигателя. Шлифовальный круг 16 и приводное устройство 18 опираются на раму 19 устройства 15 для искусственного состаривания. Дополнительно, в соответствии с предпочтительным вариантом осуществления шлифовальный круг 16 вращается вокруг свой оси A с переменной скоростью RS вращения, например с нерегулярными и непредсказуемыми изменениями. Например, шлифовальный круг 16 может вращаться вокруг своей оси A со скоростью RS вращения, находящейся в диапазоне от 15 Гц до 70 Гц или, предпочтительно, от 20 Гц до 60 Гц.
Как показано на Фиг.5, ось A шлифовального круга расположена наклонно к искусственно состариваемой верхней кромке 3, то есть к воображаемой прямой линии, параллельной упомянутой верхней кромке 3, с обеспечением образования между ними угла наклона IA, находящегося в диапазоне от 90° до 180°, например, от 120° до 180°. Дополнительно, как показано на Фиг.6, ось A шлифовального круга 16 наклонена к плоскости, в которой лежит базовый слой 2, например, к горизонтальной плоскости, так что между упомянутой осью A и плоскостью, в которой лежит базовый слой 2 образуется рабочий угол EA, находящийся в диапазоне от 0° до 90°, например, от 45° до 90°.
Дополнительно, как показано на Фиг.5, 6 и 7, во время этапа S2 искусственного состаривания базовый слой 2 перемещают вдоль направления D перемещения, предпочтительно параллельно искусственно состариваемой верхней кромке 3. На практике секция 14 для искусственного состаривания содержит конвейер 20, предпочтительно ременного или ленточного типа, и шлифовальный круг 16 расположен сбоку от упомянутого конвейера 20. Предпочтительно, устройство для искусственного состаривания содержит множество шлифовальных кругов 16, например, два шлифовальных круга 16, расположенные с противоположных сторон конвейера 20 для воздействия на противоположные параллельные верхние кромки 3 базового слоя 2. Рама 19 устройства 15 для искусственного состаривания может быть соединена, например, посредством прикрепления, к конвейеру 20, который затем действует как поддерживающее устройство для базового слоя 2 во время искусственного состаривания. В предпочтительно примере варианта осуществления, показанном на Фиг.7, участок 14 для искусственного состаривания содержит два устройства 15 для искусственного состаривания, каждое из которых имеет два шлифовальных круга 16, расположенных на противоположных сторонах конвейера 20 для воздействия на противоположные параллельные верхние кромки 3 базового слоя 2, и содержит поворотное устройство 21, расположенное между устройствами 15 и выполненное с возможностью изменения положения базового слоя 2 относительно направления D перемещения, или изменения направления D перемещения. Таким образом, второе устройство 15 обеспечивает искусственное состаривание верхних кромок 3 базового слоя 2, которые не были искусственно состарены первым устройством 15, для того чтобы искусственно состаривать все верхние кромки 3 базового слоя. Например, поворотное устройство 21 может быть устройством, которое обеспечивает вращение базового слоя 2 на 90° относительно оси, перпендикулярной плоскости, в которой лежит базовый слой 2, например, вертикальной оси, или может быть устройством, которое изменяет направление D перемещения на 90°.
Устройство 15 также содержит удерживающие элементы 21, выполненные с возможностью удерживания облицовочного элемента 1, то есть базового слоя 2 облицовочного элемента 1, по существу в неподвижном положении относительно конвейера 20. Фактически, удерживающие элементы 22 выполнены с возможностью ограничения или, предпочтительно, предотвращения перемещения облицовочного элемента 1 относительно конвейера 20 в плоскости, параллельной направлению D перемещения, и ограничения или, предпочтительно, предотвращения перемещения облицовочного элемента 1 в направлении, перпендикулярном плоскости, в которой лежит элемент, то есть по существу в вертикальном направлении. В соответствии с предпочтительным вариантом осуществления, показанным на Фиг.8, удерживающие элементы 22 содержат горизонтальный ограничитель 23, выполненный с возможностью надавливания на верхнюю поверхность базового слоя 2. Более подробно, в предпочтительном варианте осуществления горизонтальный ограничитель 23 содержит ремень или ленты, приводимые в движение вокруг роликов или роликовых блоков так, чтобы часть горизонтального ограничителя 23, которая надавливает на верхнюю поверхностью базового слоя 2, перемещалась вдоль направления D перемещения, например, с такой же скоростью перемещения, что и скорость перемещения облицовочного элемента 1.
После этапа S2 искусственного состаривания базовый слой 2 претерпевает этап S3 нанесения базового покрытия на верхнюю поверхность базового слоя 2. Например, базовый слой 2 перемещают на участок для нанесения покрытия, например, участок 24 глазирования, где наносят покрывающий слой, предпочтительно, во влажном состоянии, посредством распыления или, например, в виде пленки для обеспечения равномерного покрытия верхней поверхности базового слоя 2, включающего в себя искусственно состаренные кромки 3.
После этапа S3 нанесения базового покрытия выполняют этап S4 декорирования верхней поверхности 4 облицовочного элемента 1. Фактически, базовый слой 2 перемещают на участок 25 для декорирования, имеющий цифровой струйный принтер 26 или другие устройства для декорирования. Струйная печать и бесконтактные способы печати, в общем, являются предпочтительными, потому что они обеспечивают нанесение рисунка 5 на искусственно состаренные кромки 3 облицовочного элемента 1.
После этапа S4 искусственного состаривания S4 базовый слой 2 подвергают этапу S5 нанесения защитного покрытия S5 на верхнюю поверхность базового слоя. Например, базовый слой 2 перемещают на участок 27 для нанесения покрытия, имеющий устройство для нанесения абразивного материала, пистолет-распылитель или другое устройство, обеспечивающее нанесение защитного покрытия 8.
Задекорированный и покрытый базовый слой 2 затем подвергают этапу S6 высокотемпературного обжига, например, в роликовой печи 28 для обжига, в которой происходит спекание базового слоя 2 и прикрепление рисунка 5 и покрывающих слоев 7, 8 к несущему слою. Обжиг S6, например, выполняют при температуре T, составляющей более 900°C, или, предпочтительно, более 1000°C, например, примерно 1200°C.
Настоящее изобретение не ограничено каким-либо образом вариантами осуществления, описанными выше, и упомянутые покрывающие элементы и системы могут быть изготовлены в соответствии с различными вариантами без отхода от объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЕРАМИЧЕСКАЯ ПЛИТКА И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ПЛИТОК | 2014 |
|
RU2716672C2 |
| КЕРАМИЧЕСКАЯ ПЛИТКА И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ПЛИТОК | 2014 |
|
RU2749325C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОКЛЕЯЩЕГОСЯ ДЕКОРАТИВНОГО ЛИСТА И ИЗГОТОВЛЕННЫЙ ТАКИМ СПОСОБОМ ЛИСТ | 2020 |
|
RU2733615C1 |
| ОБЛИЦОВОЧНАЯ ПАНЕЛЬ | 2000 |
|
RU2166433C1 |
| ДЕКОРАТИВНАЯ ОБЛИЦОВОЧНАЯ ПЛИТКА | 2011 |
|
RU2444442C1 |
| СИСТЕМА ПОКРЫТИЯ ПОЛА, ИМЕЮЩАЯ МНОЖЕСТВО МЕСТ СОВМЕЩЕНИЯ | 2005 |
|
RU2444596C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНОГО МАТЕРИАЛА "МАРСИТ" | 1992 |
|
RU2032632C1 |
| ПРЯМОЙ ЛАМИНИРОВАННЫЙ ПОЛ | 1999 |
|
RU2256043C2 |
| Способ производства гибкого облицовочного изделия, покрытого натуральной каменной крошкой | 2017 |
|
RU2676774C1 |
| СИСТЕМА ПОКРЫТИЯ ПОЛА, ИМЕЮЩАЯ МНОЖЕСТВО МЕСТ СОВМЕЩЕНИЯ | 2005 |
|
RU2394136C2 |
Набор облицовочных элементов для полов и/или стен, в котором каждый облицовочный элемент (1) содержит верхнюю поверхность (4), имеющую рисунок (5), и по меньшей мере одну искусственно состаренную верхнюю кромку (3), причем по меньшей мере два облицовочных элемента (1) из набора (10) содержат по существу одинаковый рисунок (5), причем форма искусственно состаренной верхней кромки (3) является различной в каждом покрывающем элементе (1) из набора (10) при сохранении качества рисунка и водонепроницаемых свойств облицовочных элементов. 6 з.п. ф-лы, 9 ил.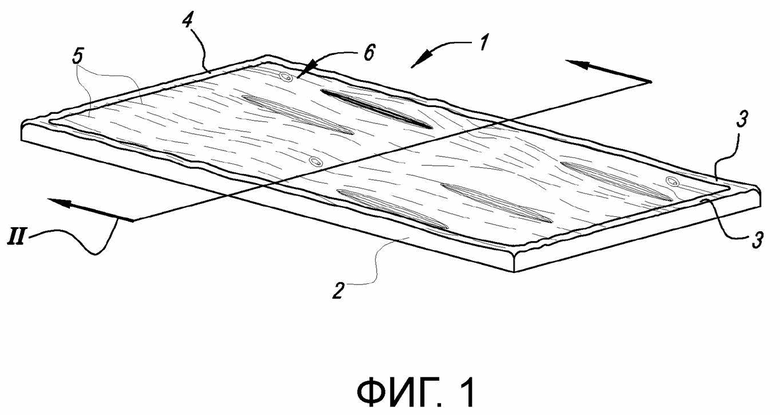
1. Набор облицовочных элементов для полов и/или стен, содержащий множество облицовочных элементов для полов и/или стен, причем каждый облицовочный элемент содержит верхнюю поверхность, имеющую напечатанный рисунок, и по меньшей мере одну искусственно состаренную верхнюю кромку, причем по меньшей мере два облицовочных элемента из набора содержат по существу одинаковый напечатанный рисунок, причем форма искусственно состаренной верхней кромки является различной в каждом покрывающем элементе из набора, отличающийся тем, что каждый облицовочный элемент содержит базовый слой из керамического материала, причем каждый облицовочный элемент из набора содержит по меньшей мере один покрывающий слой на верхней поверхности, причем упомянутое покрытие содержит глазурь и причем по меньшей мере один покрывающий слой покрывает по меньшей мере одну искусственно состаренную верхнюю кромку облицовочных элементов.
2. Набор по п.1, в котором по меньшей мере одна искусственно состаренная кромка каждого облицовочного элемента из набора содержит рисунок.
3. Набор по п.1, в котором по меньшей мере два облицовочных элемента из набора содержат рельефную структуру на центральной части верхней поверхности, и причем форма рельефных структур по меньшей мере двух облицовочных элементов из набора является по существу одинаковой.
4. Набор по п.3, в котором рельефная структура имеет выемки или выступы.
5. Набор по п.1, в котором по меньшей мере один покрывающий слой содержит базовое покрытие, выполненное с возможностью принятия на себя рисунка.
6. Набор по п.1, в котором по меньшей мере один покрывающий слой содержит защитное покрытие, расположенное сверху рисунка.
7. Набор по п.1, в котором все искусственно состаренные верхние кромки набора выполнены с отличающимися друг от друга формами.
| US 20050138882 A1, 30.06.2005 | |||
| US 2007113502 A1, 24.05.2007 | |||
| RU 2006127416 A, 10.02.2008. |

