Изобретение относится к способу и устройству для изготовления ячеистого материала.
В источнике [1] описывается способ и устройство для изготовления растягиваемого ячеистого материала. Положенная в его основу концепция заключается в том, чтобы подавать полосу материала от источника непрерывной подачи, накладывать на материал полосы клея, разрезать ленты на куски желаемой ширины, укладывать полосы в плоскую трубчатую форму, а затем навивать трубчатые полосы на кольцевую раму. Полосы клея располагаются таким образом, что поверх каждой трубки они располагаются под нижней частью накладываемой трубки. Полученный узел трубок после дальнейшей обработки нагревают, чтобы активировать или размягчить клей, и подвергают сжатию, чтобы сложенные трубки приклеились одна к другой. При обеспечении надлежащих сгибов получается растягиваемая ячеистая структура такого типа, которая снискала широкую популярность в качестве занавеса для окон.
Описанная выше ячеистая структура обеспечивает оконный занавес, который обладает изолирующими свойствами, если примененный материал блокирует или ослабляет поток воздуха. Если материал прозрачен, то он позволит проходить свету; если он светонепроницаем, то он будет блокировать свет. Но полученная структура не может обеспечивать регулирование прохождения света в том же смысле, в котором обычные венецианские жалюзи позволяют пользователю регулировать проникновение света через окно в помещение путем наклона планок.
В основу изобретения положена задача создания способа изготовления такой растягиваемой ячеистой структуры, которая позволяла бы пользователю регулировать проникновение света через окно, а также задача создания устройства для осуществления способа.
Данная задача, согласно одному аспекту изобретения, решается посредством способа изготовления растягиваемой ячеистой структуры, в котором, согласно изобретению, подают по меньшей мере два полотна материала в направлении обработки, подают между смежными полотнами множество полос материала, наносят полосы клея на полотна или полосы для размещения клея на или обращенным к одной поверхности каждой полосы вблизи одного ее края и на или обращенным к другой поверхности каждой полосы вблизи другого ее края, налагают друг на друга полотна и полосы, прилагают давление или тепло для приклеивания отдельных полос к первому и второму полотнам с помощью полос клея и выводят полученную структуру.
Предпочтительно, чтобы полосы клея наносили на полотна.
Целесообразно, чтобы использовали оптически прозрачные или воздухопроницаемые полотна и оптически непрозрачные и воздухонепроницаемые полосы.
Желательно, чтобы полосы подавали бок о бок.
Возможно, чтобы полосы формировали разрезанием дополнительного полотна материала.
Полезно, чтобы на дополнительное полотно перед его разрезанием наносили полосы клея.
Предпочтительно, чтобы полосы клея наносили на полосы после разрезания дополнительного полотна.
Целесообразно, чтобы вывод полученной структуры выполняли ее перемещением в продольном направлении полос.
Желательно, чтобы вывод полученной структуры выполняли путем ее сматывания в рулон.
Возможно, чтобы суммарная ширина полос по существу была равна половине ширины полотна.
Полезно, чтобы полученную структуру раскрывали для образования ячеистой структуры из ячеек открытыми торцами, а к противоположным торцам ячеистой структуры прикрепляли лист.
Предпочтительно, чтобы полученную структуру делили на тонкие секции до прикрепления листов.
Такой способ относительно прост и способен обеспечить низкую стоимость изготовления.
Отличительной особенностью этого способа является то, что удивительно большое число различных структур может быть получено с помощью только небольших изменений процесса изготовления. Некоторые из этих структур особенно подходят для применения в качестве занавесов для окон.
Данная задача, согласно другому аспекту изобретения, решается посредством устройства для изготовления растягиваемой ячеистой структуры, которое, согласно изобретению, содержит средство для подачи по меньшей мере двух полотен в направлении обработки, средство для подачи дополнительного плотна между парой полотен или каждой смежной парой полотен, средство для формирования дополнительного полотна или каждого дополнительного третьего полотна в отдельные волосы, средство для нанесения полос клея на полотна или полосы, для размещения клея на или обращенным к одной поверхности каждой полосы вблизи одного ее края и на или обращенным к другой поверхности каждой полосы вблизи другого ее края, средства, расположенные дальше по ходу подачи, чем средства нанесения клея, для наложения по меньшей мере двух полотен с заключенными между полотнами полосами и для приложения тепла или давления, со склеиванием полос клея с отдельными полосами на обеих смежных полотнах для образования единой структуры.
Предпочтительно, чтобы средство формирования третьего полотна содержало средство разрезания дополнительного или каждого дополнительного полотна на отдельные полосы.
Целесообразно, чтобы средство нанесения клея было расположено с возможностью нанесения полос клея на первое и второе полотна.
Желательно, чтобы средство подачи было выполнено с возможностью подачи полотен в одном и том же направлении.
Возможно, чтобы имелись средства для разрезания единой структуры на тонкие секции для образования ячеистой сердцевины, причем эти средства были размещены ниже по ходу подачи, чем средства для наложения полотна и для приложения тепла или давления.
Полезно, чтобы имелись средства для прикрепления листа к противоположным сторонам полученных тонкий секций, размещенные ниже по ходу подачи, чем средства для разрезания единой структуры на тонкие секции.
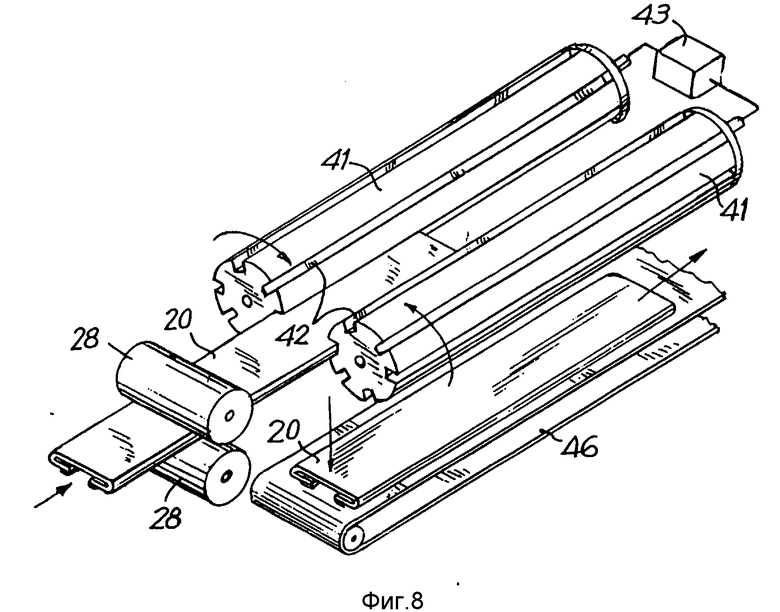
На фиг. 1 показано схематическое изображение вида сбоку одного варианта выполнения устройства в соответствии с настоящим изобретением; на фиг. 2 - схематическое поперечное сечение конечного изделия, полученного с помощью устройства на фиг. 1; на фиг. 3 - вид конечного изделия на фиг. 1, показанного в растянутом состоянии; на фиг. 4 - вид сбоку (с торцевой части) среднего полотна на фиг. 1, на котором показаны линии разреза; на фиг. 5 - поперечное сечение, подобное сечению, приведенному на фиг. 3, показывающее модификацию конечного изделия; на фиг. 6 - поперечное сечение, подобное сечению, показанному на фиг. 5, представляющее другую модификацию конечного изделия; на фиг. 7 - схематическое изображение, иллюстрирующее обработку изделия, показанного на фиг. 6; на фиг. 8 -перспективное изображение механизма погрузки - выгрузки отработанных полос.
Как будет очевидно из следующего описания, одним из признаков является непрерывный процесс, в котором материал непрерывно перемещается по направлению обработки согласно способу.
В описании одного варианта выполнения настоящего изобретения будет предполагаться, что, когда ссылка делается на оптически прозрачный материал, это означает, что имеется прозрачный материал или полупрозрачный материал, который позволяет пропускать свет непосредственно или в рассеянном виде через сетки с крупными ячейками или другой материал с крупными ячейками. В то же время, когда используется термин "оптически непрозрачный", то это означает такое условие, когда поступление света обычно блокируется или свет рассеивается настолько, что через окно нельзя распознать предметы, находящиеся снаружи, если пользователь не знает их структуру или внешний вид. Таким образом, выбирая соответствующий материал для третьего промежуточного полотна, можно добиться любой степени затемнения и, следовательно, настоящее изобретение не ограничено рамками применения какого-либо конкретного материала. Применение сетки или материала с крупноячейстой структурой в качестве материала для внешних полотен увеличит поток воздуха.
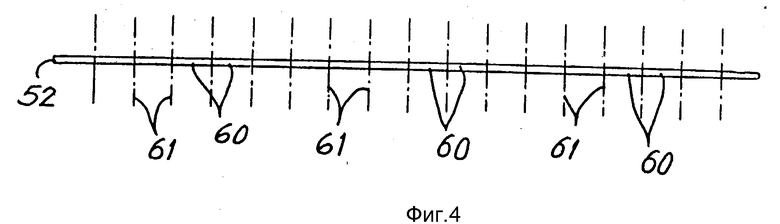
Исходной точкой является подача с непрерывных барабанов (не показано) первого 50, второго 51 и третьего 52 полотен или листов материала. Для нанесения продольных полос быстросохнущего или другого клея 57 на первый и второй листы 50, 51 посредством обычных нагреваемых или охлаждаемых роликов 56, предусматриваются соответствующие средства нанесения клея 55. Средний или третий лист 52 подается со скоростью, равной скорости подачи листов 50 и 51 через обычное устройство разрезания 59, делящее средний лист на множество продольных полос 60 по линиям 61, проходящим параллельно направлению подачи полотен (фиг.4). Вместо нанесения полос клея на внешние полотна эти полосы, наоборот, можно наносить на противоположные кромки полос 60 или на подходящие для этого места, расположенные напротив поверхности второго листа 52, перед его разрезанием. Еще один вариант заключается в подаче полос вместо одного последовательно разрезаемого листа с помощью многочисленных бобин, на каждую из которых намотана одна из полос. На фиг. 4 показано разделение полотна или листа 52 на отдельные полосы 60 путем разрезания вдоль штрих-пунктирных линий, указанных ссылочным номером 61. С этой целью можно использовать устройство разрезания, аналогичное тому, которое использовали в источнике [1] . Разрезанные полосы поддерживаются прилегающими друг к другу и ориентированными в одной плоскости с помощью системы ленточного конвейера, указанной ссылочным номером 64. При необходимости, как известно, на перфорированных лентах системы конвейера 64 можно использовать разряжение, чтобы гарантировать нахождение отрезанных полос при транспортировании в их исходном положении. Внешние полотна 50, 51 и внутренние разделенные полосы 60 накладываются друг на друга и стыкуются на роликах 70, после чего подаются через нагретые ролики 71. Функция последних состоит в подводе тепла и прижиме для задействования обычных полос клея 57, что заставляет внешние кромки каждой из полос 60 приклеиваться соответственно к верхнему и нижнему полотнам 50 и 51. Если используются клеевые составы, которые не активируются при воздействии тепла, то ролик 71 нагревать нет необходимости.
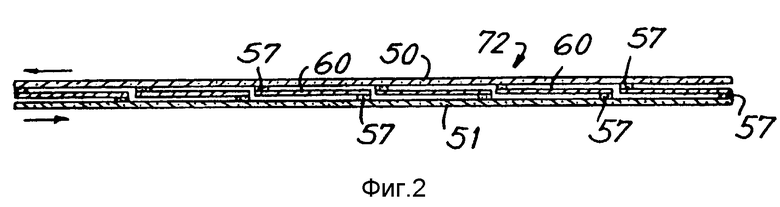
На фиг. 2 иллюстрируется компоновка структуры. Полосы клея 57 наносятся непрерывно в направлении подачи таким образом, что каждая полоса клея 57 на верхнем листе 50 обращена к левой кромке (как показано на фиг. 2) каждой полосы 60, а каждая полоса клея 57 на нижнем листе 51 обращена к правой кромке каждой полосы 60. Когда скомпонованные таким образом материалы пропускаются через ролики склеивающего устройства 71, то левая кромка полосы приклеивается к верхнему листу, а правая кромка каждого листа приклеивается к нижнему листу. Полученная сборка, указанная ссылочным номером 72, после этого может быть намотана на ролик 73 для дальнейшей обработки.
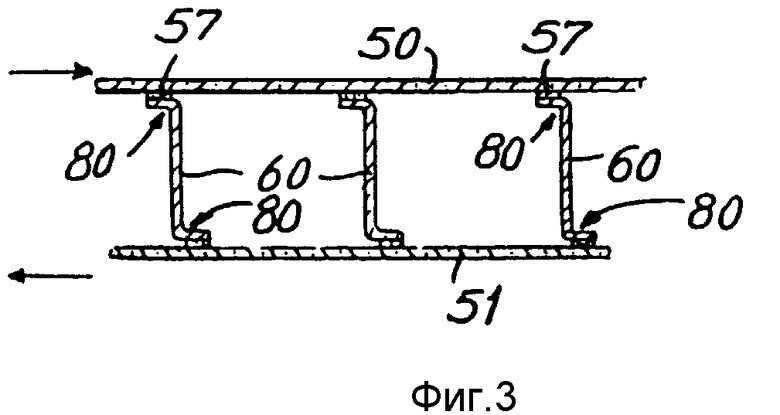
Следует отметить, что рассмотренный процесс стабилен и не прерывается. В намотанной на ролик 73 структуре, которая получена в результате проведения описанного процесса, полосы 60 простираются вдоль продольного направления структуры. В способе в соответствии со вторым аспектом настоящего изобретения ширина внешних листов (размер по горизонтали на фиг. 2) соответствует длине оконного занавеса с горизонтальными планками. Если допустить, что внешние листы 50 и 51 светонепроницаемы, а полосы 60 - светопроницаемы в изображенном на фиг. 2 положении занавеса для окна, когда полосы установлены параллельно и по существу в той же плоскости, что и внешние листы, будучи повернутыми в направлениях, указанных стрелками, то по существу весь падающий свет, попадающий снаружи на один из внешних листов, блокируется. Для ясности изображения между соседними кромками листов оставлены промежутки, но на практике кромки листов должны перекрываться, чтобы эффективно преграждать доступ света. Если же внешние листы смещены в противоположных направлениях, как показано стрелками на фиг. 3, то до тех пор, пока полосы 60 расположены в изображенных на фиг.3 параллельных плоскостях, блокирование поступающего на один из листов света будет, очевидно, минимальным. Таким образом, варьируя промежуточные положения внешних листов, можно изменять светопроницаемость занавеса для окон от оптимального до максимального значения. Используя воздухопроницаемые внешние листы и воздухонепроницаемые внутренние полосы, можно было бы точно так же, как светом, управлять потоком воздуха, изменяя его от минимального до максимального значения. В варианте выполнения изобретения, показанном на фиг. 2, средний лист 52 был разрезан на 6 отдельных полос. Конечно, должно быть очевидным, что настоящее изобретение не ограничивается таким числом полос. Основным ограничением настоящего изобретения является общая ширина листов, которая определяет длину занавеса для окон с горизонтальными планками. Но листы соответствующего материала соответствующей ширины или высоты могут быть легко получены от поставщиков материала.
Как и прежде в этом способе в соответствии со вторым аспектом настоящего изобретения может быть использован любой из материалов и клеев, описанных в четырех патентах, на которые были сделаны ссылки выше. Кроме того, хотя этот аспект настоящего изобретения был описан в связи с занавесом для окон, с помощью которого можно управлять поступлением света в помещение, применение настоящего изобретения этим не ограничивается. После проведения относительно простой модификации можно изготавливать более сложные ячеистые конструкции, применяя более протяженные полотна и/или больше полос, или изменяя расположение полос относительно полотен или относительно друг друга.
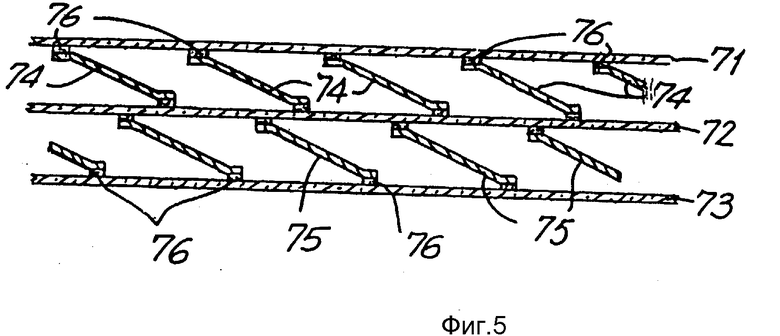
На фиг. 5 изображен вариант выполнения изобретения, подобный представленному на фиг. 3, в котором применяют три полотна и полосы, сдвигаемые в различных плоскостях. На фиг. 5 показано конечное изделие в одном промежуточном положении трех полотен. Полотна, указанные ссылочными номерами 71, 72 и 73, будут подаваться в направлении, простирающемся в плоскости фиг. 5, в то время как два промежуточных полотна будут разрезаны вдоль линий, сдвинутых на половину ширины полосы между каждой парой листов, для образования полос 74, 75. Полосы клея 76 будут нанесены, как показано, на кромки полос или на накрывающие и накрываемые полотна для формирования клеевых соединений между кромками полос и накрывающими и накрываемыми полотнами в местах нанесения клеевых полос 76, когда материал в виде его частей накладывается друг на друга и пропускается через ролики для активации полос клея и приложения давления при образовании клеевых соединений. Результирующая ячеистая структура должна содержать четырехсторонние ячейки, простирающиеся в направлении длины полотен. Очевидно, что структуру, показанную на фиг. 5, можно усовершенствовать, применяя 4, 5 или более полотен для формирования более сложных конфигураций ячеек. Для уменьшения общей толщины предпочтительно иметь стыкуемые на одном уровне, а не перекрывающиеся полосы. Располагаемые на разных уровнях полосы могут перекрываться или не перекрываться.
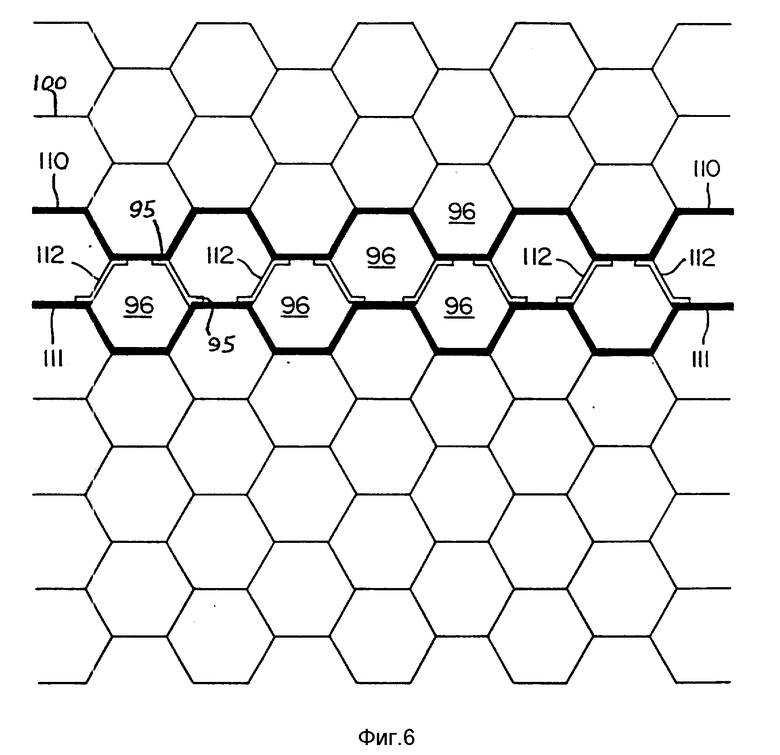
С помощью способа, подобного описанному в связи с фиг. 5, может быть получена ячеистая структура, имеющая обычные шестисторонние или гексагональные ячейки. Такая структура с восемью горизонтальными полотнами изображена на фиг. 6, хотя должно быть понятно, что для изменения высоты (вертикальный размер на фиг. 6) в структуру может быть включено и больше и меньше восьми полотен, составляющих основу ячеистой структуры. В случае восьмиполотенной структуры каждое из полотен 100, 110, 111 должно подаваться в виде листов с барабанов подачи, как это было описано в связи с предшествующими вариантами выполнения изобретения. Один ряд ячеек 96, образованный между двумя полотнами 110, 111, изображен на рисунке более ярко, чтобы проиллюстрировать склеивание. Остальные ряды сформированы аналогично. Изображенные более толстыми линиями полотна 110, 111 взаимосвязаны посредством слоя полос 112, приклеенных к полотнам 110, 111 на стыках 96. Общая ширина каждого слоя полос (если бы он лежал распластанным в горизонтальной плоскости) по существу равна половине габаритной ширины каждого листа плюс малые припуски с каждой стороны, предназначенные для образования клеевых соединений 96. Каждый слой полос может быть вырезан из обычного листа и претерпеть сдвиг, как показано на фиг. 6, или полосы могут быть поданы с собственных барабанов подачи. Как и прежде по завершении склеивания получается плоская структура, которую можно намотать на валик или передать для обработки дальше по технологической цепочке. Как будет видно из положения структуры, соответствующего растягиванию полотен 100, 110, 111 (аналогично положению, показанному на фиг. 3), получается ячеистая структура, показанная на фиг. 6. Каждая шестисторонняя ячейка 96 имеет одну-три стороны, образованные верхним полотном (темная линия - 110), три-одну сторону, образованные нижним полотном (темная линия - 111) и две стороны, образованные двумя соседними полосами (двойные линии - 112), наклоненными в противоположных направлениях (темные и двойные линии показаны только для одного ряда ячеек). Таким образом, шаг полос в процессе обработки равен удвоенной длине стороны гексагональной ячейки.
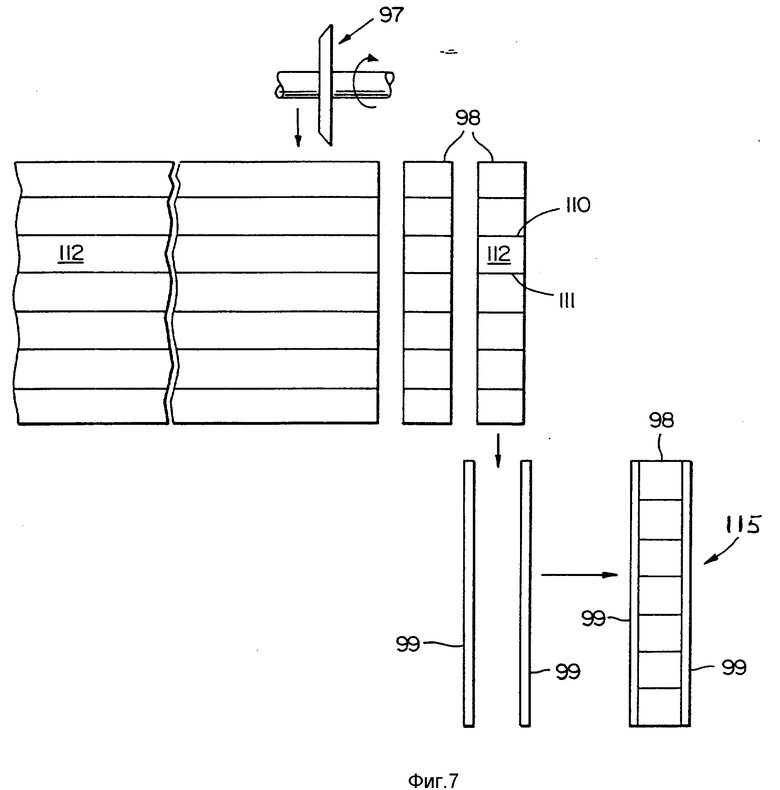
Хотя полученная ячеистая структура может быть использована в разных случаях применения, предпочтительно использовать ячеистую структуру, показанную на фиг. 6 в качестве сердцевины с приклеенными к раскрытым сторонам ячеек листами. Как показано на фиг. 7, в одном из примеров структура на фиг. 6 разрезана (см. фиг. 7) резаком 97 поперек ее продольного размера (перпендикулярно плоскости фиг. 6 и в горизонтальном направлении на фиг. 7) для образования тонких отрезков сердцевины 96, к противоположным сторонам которых приклеены или каким-либо образом прикреплены тонкие листы 99 гибкого, полужесткого или жесткого материала. Приклеивание осуществляется путем наложения клея на кромки раскрытых ячеек или на внешние листы 99. Если в качестве материалов полотен, полос и внешних листов были выбраны по существу воздухонепроницаемые материалы, то замкнутые после образования рассматриваемой структуры ячейки должны образовывать множество мертвых воздушных зон. Полученная таким образом структура, обозначенная ссылочным номером 112, могла бы быть использована в качестве термоэкрана, обладающего малым весом и экономичного в изготовлении. В этом случае применения ячеистую структуру с приклеенными внешними листами не нужно растягивать. Таким образом, можно заметить, что ширина сердцевины ячеистой структуры по существу равна двум третям ширины исходных полотен, толщина определяется операцией разрезания резаком 97, а длина сердцевины должна зависеть от числа выбранных полотен и слоев полос.
Хотя это не показано на фиг. 1, при использовании некоторых материалов может оказаться желательным задирать полосы 60 до их сборки и склеивания с внешними полотнами 50, 51. Задирание осуществляется преимущественно в тех местах полос, где они приклеиваются, когда в соответствии с фиг. 3 раскрывается окончательный контур структуры. Линии задира удобно формировать на отмеченных на фиг. 3 стрелкой 80 местах складок, чтобы помочь образовывать контур полосы, упростить укладку или улучшить внешний вид структуры. Такое же усовершенствование может быть применено в случае варианта выполнения изобретения, показанного на фиг. 5.
Из приведенного описания должно быть ясно, что данное изобретение не ограничивается применением полотен одинакового цвета. Во втором аспекте настоящего изобретения передний и задний листы могут быть разных цветов, а также отличаться по цвету от промежуточных полос. Более того, если полосы подаются с разных бобин, то даже они могут быть разного цвета. Настоящее изобретение не ограничивается также варьированием цветов, а может включать в себя также варьирование других параметров материала, например текстуры и степени прозрачности или пористости.
Обычный листовой материал или полотно, применяемые для изготовления рассматриваемых структур, как правило, растягивают в направлении их длины, чтобы улучшить их прочность и уменьшить растяжение в течение применения. В структурах, изготовленных в соответствии с настоящим изобретением, сможет происходить некоторое вытягивание в зависимости от ширины окна, если они подвешены горизонтально. Это можно исключить путем применения окантовывающих листов материала, имеющих одну и ту же прочность во всех направлениях. Вместо этого ячеистую структуру можно располагать таким образом, чтобы жалюзи типа обычных венецианских подвешивались вертикально в направлении, в котором материал нормально растянут.
Способ и устройство для изготовления растягиваемых ячеистых структур могут применяться в качестве занавесов для окон. Полотна материала непрерывно подаются в направлении обработки по технологической цепочке, на них наносятся полосы клея, среднее полотно разрезается на полосы, которые приклеиваются противоположными кромками к внешним полотнам. Путем выбора для внешних полотен прозрачного или пористого материала, а для среднего полотна - светонепроницаемого материала получают ячеистую структуру, обеспечивающую регулирование поступления света или воздуха. 2 с.п. и 16 з.п.ф-лы, 8 ил.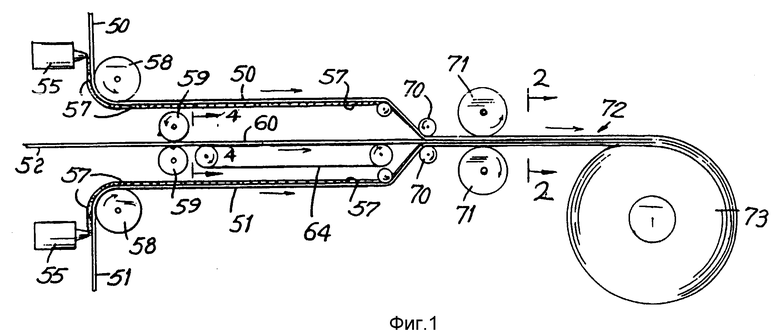
| US, патент, 4885190, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
