Изобретение относится к занавесам для окон и, более конкретно, к тканевым занавесам, имеющим подвижные лопатки для регулирования количества света, проходящего сквозь них. Изобретение включает также способ и устройство для изготовления таких занавесов.
Потребители часто предпочитают тканевые занавесы для окон, обладающие рядом особенностей. Среди таких особенностей наиболее частыми являются более мягкое освещение по сравнению с обычными жалюзи, более однородное освещение из окна, которое такие занавесы могут обеспечить, и светоизолирующие свойства, связанные с применением ячеистых тканевых штор.
Ячеистые тканевые шторы, обеспечивающие такие характерные особенности освещения, известны в данной области техники. Например, патент США N 4450027, кл. B 29 C 17/00, 1984 раскрывает сущность ячеистых тканевых занавесов, которые могут быть сделаны из ткани или пленочных материалов. Способ изготовления, раскрытый в патенте, заключается в том, что материал в виде гибких полос свертывают в сплошную продольную трубку, а образованные в результате этого продольные складки сжимают путем пропускания свернутого в трубку материала вокруг колеса термофиксации. Клей наносят вдоль одной из сторон сплющенного трубчатого материала, который последовательными витками укладывается в каркас, имеющий плоские поверхности. При этом виток трубчатого материала прижимает клей к следующему слою, укладываемому при намотке на каркас, чтобы образовать единый пакет связанных трубчатых ячеек. Когда от каркаса отрезаются концы, пакет может быть расширен и непрерывный набор складок обеспечивает аккуратный и однородный внешний вид занавеса.
Согласно патента США N 4 732 630, кл. B 32 B 31/18, 1988 на одну из сторон трубчатого материала наносят слой горячего расплавленного клея. После того, как свернутые в трубку плоские полосы были сложены в пакет и отрезаны, их помещают в печь под давлением, и горячий расплав клея при этом задействуется с целью связки слоев в единое целое.
В обоих рассмотренных выше патентах раскрывается сущность занавеса для окон, которые обладают описанными выше особенностями, необходимыми для изделий такого рода. Тем не менее, занавесы для окон такого типа не обладают одной особенностью, которая часто желаема потребителем. Это возможность управлять количеством света, проникающего сквозь занавесы для окон, так как это происходит при использовании традиционных венецианских жалюзи. Было предпринято несколько попыток придать тканевому оконному занавесу способность регулировать количество света, проникающего в комнату. Однако эти попытки не обеспечили одного или более из упоминавшихся выше достоинств, т.е. они были скорее безуспешными, чем удачными.
В патенте США N 3 384 519, НКИ 156-65, 1968 раскрыта сущность одной такой попытки. Занавес для окон, выполненный в соответствии с этим патентом, состоит из двух слоев полотна, расположенных порознь с помощью подвижных параллельных полос, каждая из которых приварена своей боковой кромкой к одному из подвижных слоев полотна. При таком занавесе для окон, относительное перемещение обоих слоев полотна в направлении, перпендикулярном полосам, изменяет угол расположения полосы и, таким образом, регулирует количество света, проникающего через изделие. Из того факта, что при производстве занавеса для окон применяют сварку, вытекает ряд нежелательных особенностей. Во-первых, ограничена номенклатура тканей, которые могут быть использованы в качестве термопластичных материалов. Кроме того, применение сварки настоятельно требует сваривания по крайней мере некоторых из связанных волокон материалов, давая таким образом нежелательно плохой внешний обзор наряду с местами сварки и обеспечивая нежелательные сгибы и складки в материале, что может вызвать усталостное разрушение. Более того, сварка является относительно медленным процессом, на осуществление которого может понадобиться шесть или более секунд, чтобы образовать связь достаточной длины. Это слишком медленно для применения в процессах массового коммерческого производства. Другим недостатком такого занавеса для окон являются то, что сварные швы имеют ограничения по прочности, в особенности при повышенных температурах, развиваемых в покрытиях изолирующего типа, подставляемых непосредственно проникающему в окна солнечному свету, а также то, что существуют трудности при достижении однородной прочности сварных швов при увеличении их длины.
В патенте США N 2 865 446, НКИ 160-85, 1958 описан занавес для окон, в котором длинный прямоугольный кусок ткани складывается вдвое и между сложенными внешними листами помещают множество гофрированных элементов. Гофрированные элементы представляют собой ткань в виде гармошки, которая расширяется, когда обе стороны внешней сложенной ткани перемещаются одна относительно другой в направлении, перпендикулярном соответствующим складкам гармошки. Такой занавес для окон не обеспечивает однородный обзор, поскольку сложенная гармошкой ткань вверху занавеса для окон не расширяется так же, как ткань, расположенная внизу занавеса для окон. Кроме того, очень трудно добиться, чтобы такая сложенная в гармошку ткань возвращалась в желаемое положение после каждого раскрытия.
Конструкций занавеса присуща нежелательная особенность, если в качестве ткани сгибаемого внешнего слоя в виде большого прямоугольного куска используется прозрачная ткань типа сплетенной. Эта нежелательная особенность заключается в эффекте Муара или появлении интерференционной картины, которая имеет место, когда наблюдают свет через согнутую внешнюю ткань. Представляется, что этот занавес для окон тоже имеет этот недостаток, поскольку изображенный на фиг. 8 пример осуществления данного изобретения представляется показывающим переднюю и заднюю ткань из того же материала.
В патенте Франции N 1 309 194, кл. E 06 B 9/36, 1962 раскрыта сущность занавеса с изменяемой прозрачностью. В этом занавесе относительно прозрачные экранирующие или сделанные с отверстиями параллельные листы снабжены расположенными между ними наклонными полосами. Говорится, что полосы своими кромками прикреплены к указанным листам, но средства крепления не оговариваются. Судя по чертежам, эти крепления шарнирного типа, а рассмотрение их спецификаций оставляет впечатление, что реализация этой конструкции встречает существенные трудности.
Следовательно, цель данного изобретения состоит в том, чтобы обеспечить тканевый светорегулирующий занавес для окон, содержащий первый и второй листы из параллельных относительно прозрачных листовых тканей и множества относительно непрозрачных полос или полунепрозрачных лопаток, простирающихся между листами и являющихся регулируемыми по угловому расположению посредством относительного перемещения листовых тканей.
Необходимо, чтобы такой занавес для окон имел бы ясную и единообразную конструкцию и внешний вид при любых степенях регулирования освещения. Поэтому в данном отношении особенностью изобретения является то, что клеевое соединение светорегулирующих лопаток с относительно прозрачной тканью осуществляется путем линейного нанесения клея и придания, таким образом, процессу нанесения клея и связывания лопаток высокой степени регулируемости. Такая конструкция улучшает работу занавеса посредством пресечения скручивания или деформаций, развивающихся во время эксплуатации занавеса.
Также необходимо, чтобы такой занавес действовал бы с высокой степенью повторяемости, т.е. всегда, когда он закрыт, приобретал один и тот же внешний вид. Таким образом, особенность данного изобретения состоит в том, что лопатки так крепятся к листам из относительно прозрачной ткани, чтобы они имели тенденцию наклонять занавес по направлению к положению минимального проникновения света. В этом отношении еще одна особенность данного изобретения состоит в том, что применяется новая термофиксация трех слоев вместе, чтобы обеспечить поверхность без морщин при любой температуре во время последующего использования. Эти особенности позволяют занавесу для окон принимать свой первоначальный оттенок и внешний вид даже при предельно тяжелых температурных условиях в окружающей окно среде.
Еще одна цель данного изобретения состоит в том, чтобы обеспечить способ и устройство, пригодные для изготовления указанного выше занавеса для окон. Одной из особенностей данного изобретения является реализация клеевого соединения посредством нанесения клея на материал лопаток линейно. Линейное нанесение обеспечивает высокую степень точности, однородность и прочность контуров клеевого соединения. Другая особенность данного изобретения состоит в уникальном процессе термофиксации с применением валков нагрева и охлаждения и натяжных ремней или плоских плит нагрева и охлаждения и ремней для однородного прижатия слоистых тканей во время повторной термофиксации, что гарантирует, таким образом, структуру без морщин.
Необходимо, чтобы способ и устройство удовлетворяли бы требованиям процессов массового коммерческого производства. Способствующими этому особенностями данного изобретения являются технологии осуществления клеевых соединений, дающие почти мгновенное соединение материала лопаток, и аппарат, позволяющий проводить замену обрабатываемого материала без полной переналадки.
Указанный технический результат достигается за счет того, что светорегулирующий оконный занавес содержит первый относительно прозрачный листовой материал, второй относительно прозрачный листовой материал, расположенный параллельно первому листовому материалу, множество полос из относительно непрозрачного материала, каждая из которых имеет кромки, соединенные с первым листовым материалом и со вторым листовым материалом соответственно, при этом центральные части полос образуют лопатки, которые в первом закрытом положении оконного занавеса являются по существу плоскими и простираются по существу параллельно первому и второму листовым материалам для обеспечения по меньшей мере частичного задержания света, а во втором положении оконного занавеса располагаются по существу в поперечном направлении относительно первого и второго листовых материалов для обеспечения пропускания света между лопатками, при этом один из этих первого и второго листовых материалов представляет собой открытую ткань, нити которой образуют между собой щели, а другой из этих листовых материалов представляет собой либо нетканый прозрачный материал, такой как пластиковый ч материал, либо открытую прозрачную ткань, нити которой образуют между собой щели, причем щели одного листового материала отличаются по размеру и/или по форме, и/или по ориентации от щелей другого листового материала с предотвращением появления эффекта муара при наблюдении света через оба листовых материала, в его первом закрытом положении соседние лопатки перекрываются; кромки полос соединены с первым и вторым листовыми материалами посредством клея; полосы выполнены из ткани, нити которой образуют между собой щели, отличающиеся по размеру и/или по форме, и/или по ориентации от щелей листового материала или листовых материалов с предотвращением появления эффекта муара при расположении полос параллельно к листовому материалу или листовым материалам в первом закрытом положении занавеса; части полос между соединенными кромками и центральными частями представляют собой плавно изогнутые части при нахождении оконного занавеса в его втором открытом положении; полосы имеют обратно изогнутые части; полосы имеют упругость, достаточную для отклонения листовых материалов в направлении первого закрытого положения оконного занавеса; одна краевая поверхность каждой лопатки соединена с первым листовым материалом, а противоположная краевая поверхность каждой лопатки соединена со вторым листовым материалом.
В варианте выполнения светорегулирующий оконный занавес содержит первый относительно прозрачный листовой материал, второй относительно прозрачный листовой материал, расположенный параллельно первому листовому материалу, множество полос из относительно непрозрачного материала, каждая из которых имеет кромки, соединенные с первым листовым материалом и со вторым листовым материалом соответственно, при этом центральные части полос образуют лопатки, которые в первом закрытом положении оконного занавеса являются по существу плоскими и простираются по существу параллельно первому и второму листовым материалам для обеспечения по меньшей мере частичного задержания света, а во втором открытом положении оконного занавеса располагаются по существу в поперечном направлении относительно первого и второго листовых материалов для обеспечения пропускания света между лопатками, при этом центральные части полос между соединенными кромками представляют собой плавно и обратно изогнутые части при нахождении оконного занавеса в его втором открытом положении, а полосы имеют упругость, достаточную для отклонения листовых материалов в направлении первого закрытого положения оконного занавеса; одна краевая поверхность каждой лопатки соединена с первым листовым материалом, а противоположная краевая поверхность каждой лопатки соединена с вторым листовым материалом, в первом закрытом положении занавеса соседние лопатки перекрываются. Занавес содержит клей для соединения кромок полос с первым и вторым листовыми материалами. Листовые материалы представляют собой открытые вязаные или тканые материалы.
Способ изготовления светорегулирующего оконного занавеса заключается в том, что берут первый и второй широкие относительно прозрачные листы прозрачного материала одной заданной ширины, подают в продольном направлении узкую полосу из относительно непрозрачного материала, имеющего первую и вторую кромки и первую и вторую стороны, нарезают материал полосы на отдельные отрезки, длины которых по существу равны заданной ширине первого и второго листов, размещают первую сторону отрезков материала узкой полосы так, что их первые кромки прилегают к первому листовому материалу, размещают второй широкий листовой материал для получения контакта с второй стороной отдельных отрезков материала узкой полосы и соединяют вместе первый широкий листовой материал, отдельные отрезки материала узкой полосы и второй широкий листовой материал для образования сцепленного сэндвича, в котором первый и второй широкие листовые материалы подвижны относительно друг друга в направлении, перпендикулярном отдельным отрезкам материала узкой полосы, при этом наносят первую клеевую линию на материал узкой полосы в продольном направлении рядом с первой кромкой на первой стороне, наносят вторую клеевую линию на материал узкой полосы в продольном направлении рядом со второй кромкой на второй стороне, размещают первый широкий листовой материал так, что его продольная ось перпендикулярна осям отдельных отрезков материала узкой полосы, и прижимают вместе первый широкий листовой материал, отдельные отрезки материала узкой полосы и второй широкий листовой материал для образования сцепленного сэндвича.
В способе используют расплавляемый клей, затвердевающий после нанесения и перед последующими стадиями обработки, причем дополнительно нагревают первый широкий листовой материал сразу перед размещением вдоль первой стороны материала узкой полосы для образования клеевого соединения с первой линией расплавляемого клея.
Первый и второй широкие листовые материалы подают с одинаковыми постоянными скоростями, а часть первого широкого листового материала кратковременно останавливают для прижатия ее к отдельному отрезку материала узкой полосы без размазывания клеевой линии, причем остановку осуществляют при продолжении подачи первого и второго широких листовых материалов с одинаковыми постоянными скоростями, остановленную часть первого широкого листового материала продвигают вперед на первое расстояние, а затем остановленную часть первого широкого листового материала продвигают назад на второе расстояние, при этом первое расстояние больше, чем второе расстояние, и больше, чем ширина отрезанных полос, дополнительно осуществляют термоотладку сэндвича при однородном натяжении и давлении, включающую пропускание сэндвича между двумя ремнями над горячей поверхностью и дополнительно осуществляют охлаждение сэндвича путем пропускания его между ремнями над холодной поверхностью.
При изготовлении в качестве горячей и холодной поверхностей используют валки и плиты, при этом температура горячей поверхности составляет около 177oC, а температура холодной поверхности составляет ниже примерно 49oC.
В способе изготовления занавеса в качестве горячей поверхности выбирают первую плоскую плиту, а в качестве холодной поверхности выбирают вторую плоскую плиту, причем сэндвич поддерживают при однородном давлении с помощью давления воздуха, первый и второй широкие листовые материалы подают при одинаковых натяжениях, а ремни являются натягивающими ремнями, имеющими приложенное натяжение больше, чем натяжение первого и второго широких листовых материалов.
Расплавляемый клей сначала плавят в малом количестве, являющемся достаточным для ровного нанесения без пожелтения, вызываемого длительным воздействием температур плавления.
Отрезанный отрезок материала узкой полосы, прикрепленный к первому широкому листовому материалу, отодвигают с траектории следующего отрезанного отрезка материала узкой полосы, предназначенного для прикрепления к первому широкому листовому материалу, с помощью высокоскоростных воздушных струй, причем последовательно отрезанные отрезки материала узкой полосы отделяют друг от друга с помощью увеличения скорости.
Используемое при изготовлении занавеса устройство для изготовления светорегулирующего оконного занавеса содержит средство непрерывной подачи материала узкой полосы в продольном направлении с первой скоростью подачи, средство непрерывной подачи первого и второго широких листовых материалов с второй скоростью подачи в продольном направлении, перпендикулярном продольному направлению перемещения материала узкой полосы, средство формирования сцепленного сэндвича из трех слоев, представляющих собой материал узкой полосы, заключенный между первым и вторым широкими листовыми материалами, при этом средство формирования сцепленного сэндвича содержит средство нанесения клея на материал узкой полосы в две линии, причем первая линия нанесена рядом с первой кромкой на первой стороне материала узкой полосы, а вторая линия нанесена рядом со второй кромкой на второй стороне материала узкой полосы, имеется средство разрезания материала узкой полосы на множество отдельных полос, длины которых равны ширине листовых материалов, средство однородного прижима отдельных полос к первому широкому листовому материалу поперек ширины этого листового материала для склеивания или слипания отрезанных полос с первым листовым материалом и средство отодвигания отрезанных полос, приклеенных или прилепленных к первому листовому материалу, с траектории следующей отрезанной полосы, предназначенной для прижатия и прикрепления к первому листовому материалу, а также ремни, между которыми пропускают сэндвич из слоев, и горячая и холодная поверхности для последовательного нагревания и охлаждения ремней для термоотладки сэндвича из слоев при однородных температурно-размерных соотношениях слоев относительно друг друга.
Средство формирования сцепленного сэндвича содержит средство расположения первого широкого листового материала относительно отрезанных полос для обеспечения перекрытия ими друг друга после того, как отрезанные полосы приклеены к широкому листовому материалу.
Средство нанесения клея содержит расположенные на расстоянии друг от друга первое и второе сопла, расположенные на расстоянии друг от друга первый и второй вспомогательные ролики, отодвинутые соответственно от первого и второго сопел, причем вспомогательные ролики установлены с возможностью регулировки для изменения расстояния между роликами и соответствующими им соплами, насосное средство для подачи клея к соплам в количестве, пропорциональном подаче материала узких полос, посредством чего материал узких полос проводят вокруг первого вспомогательного ролика рядом с первым соплом, в точке расположения которого первое сопло наносит линию клея вблизи к первой кромке на первой стороне материала узких полос, и материал узких полос проводят вокруг второго вспомогательного ролика рядом с вторым соплом, в точке расположения которого второе сопло наносит линию клея вблизи к второй кромке на второй стороне материала узких полос.
Средство нанесения клея содержит блок нагрева для расплавления расплавляемого клея, причем блок нагрева включает насосное средство и сопла, установленные в блоке нагрева с возможностью восприятия передаваемого тепла для поддержания сопел при той же самой температуре, что и блок нагрева, причем средство нанесения клея также содержит средство для проталкивания твердого расплавляемого клея в блок нагрева в регулируемых количествах достаточно малых для избегания пожелтения расплавленного клея при поддержании равномерного потока клея.
Средство прижима содержит узкий жесткий элемент, установленный на имеющемся средстве приложения линейного усилия и размещенный параллельно отдельным полосам и с обратной их стороны от первого широкого листового материала, и датчики прецизионной центровки отрезанного конца отдельных полос по краю первого широкого листового материала, причем датчики установлены с возможностью взаимодействия со средством приложения усилия для активации этого средства при достижении центровки для прижима жестким элементом отцентрованной отдельной полосы к первому широкому листовому материалу.
Средство расположения первого широкого листового материала содержит первый и второй натяжные ролики, установленные с возможностью вращения на первом и втором плечах соответственно, причем плечи зафиксированы на валах первого и второго натяжных роликов соответственно, при этом первый широкий листовой материал размещен с возможностью прохождения вокруг роликов, первый ролик размещен перед средством прижима, а второй ролик размещен после средства прижима по отношению к направлению подачи широкого материала, имеется соединение, содержащее первый ведущий рычаг, закрепленный на валу первого натяжного ролика, второй ведущий рычаг, закрепленный на валу второго натяжного ролика, соединительный стержень, связывающий ведущие рычаги и корпус и служащий опорой для валов натяжных роликов, причем имеется кулачковое средство для сообщения движения соединению, выполненное с возможностью удерживания неподвижной части первого широкого листового материала, находящейся рядом со средством прижима, при прижатии и приклеивании отдельной полосы и для перемещения этой части вперед со скоростью, большей второй скорости подачи, на расстояние, большее расстояния, обеспечивающего перекрытие, а затем для перемещения части назад для установки первого широкого листового материала над средством прижима для прижатия следующей отдельной полосы, и имеется пружинное средство для смещения соединения к кулачковому средству.
Средство для проталкивания твердого расплавляемого клея в блок нагрева содержит эжекторы воздуха для продувки воздуха над отдельными полосами, прижатыми и приклеенными к первому широкому листовому материалу для выведения отдельных полос с траектории перемещения следующих прижатых и приклеенных отдельных полос.
Устройство содержит средство пространственного разделения отдельных полос друг от друга после разрезания, включающее бесконечный ремень с множеством сквозных отверстий, установленный перпендикулярно широкому листовому материалу и в одну линию с отдельными полосами непосредственно под средством разрезания, ведущее колесо и холостой ролик, поддерживающие бесконечный ремень с возможностью сообщения ремню ведущим колесом скорости, которая больше первой скорости подачи материала узких полос, полую несущую конструкцию, размещенную между колесом и холостым роликом и открытую с одной стороны вдоль всей своей длины, причем бесконечный ремень размещен с возможностью перемещения с уплотнением вдоль открытой стороны конструкции, средство для создания разрежения внутри полой несущей конструкции и засасывания воздуха сквозь отверстия в бесконечном ремне для притягивания отдельных полос к ремню, и средство зажима для прижатия отдельных полос к бесконечному ремню, причем средство зажима установлено с возможностью взаимодействия со средством разрезания только во время разрезания для притягивания пропускаемого через средство разрезания материала узких полос к бесконечному ремню и нахождения с ним в скользящем контакте, при этом при отрезании отдельной полосы средством разрезания отдельная полоса размещена с возможностью притягивания со стороны ремня и отведения от неразрезанного материала узких полос.
Устройство содержит средство для нагревания первого широкого листового материала перед прижатием и склеиванием отрезанной полосы и первого широкого листового материала, средство для термоотладки сэндвича содержит первый бесконечный ремень, второй бесконечный ремень, валок нагрева, находящийся внутри пространства, охватываемого первым бесконечным ремнем, валок охлаждения, находящийся внутри пространства, охватываемого вторым бесконечным ремнем, при этом первый ремень натянут на валке нагрева с охватом части валка охлаждения, а второй ремень натянут на валке охлаждения рядом с первым ремнем с охватом части валка нагрева для пропускания сэндвича между ремнями и вокруг валков с первоначальным нагревом и последующим охлаждением при однородном прижиме за счет наличия натяжения в ремнях.
Средство для термоотладки сэндвича содержит первый бесконечный ремень, второй бесконечный ремень, прилегающий к первому ремню вдоль части их длины, средство для нагревания ремней вдоль первого участка прилегающей части ремней, средство для охлаждения ремней вдоль второго участка прилегающей части ремней, и средство для приложения давления к сэндвичу при его пропускании между ремнями, обеспечивающее возможность пропускания сэндвича между ремнями с его последовательным нагреванием и охлаждением.
Средство нагрева включает, по меньшей мере, одну плиту нагрева, а средство охлаждения включает, по меньшей мере, одну плиту охлаждения.
Средство для приложения давления к сэндвичу включает первую полость повышенного давления, расположенную напротив плиты нагрева, вторую полость повышенного давления, расположенную напротив плиты охлаждения, первую воздуходувку для подачи сжатого воздуха в первую полость повышенного давления и вторую воздуходувку для подачи сжатого воздуха во вторую полость повышенного давления для смещения ремней к плите нагрева и к плите охлаждения соответственно посредством сжатого воздуха в первой и второй полостях повышенного давления.
Особенности и достоинства данного изобретения будут проще поняты из следующего далее подробного описания предпочтительных вариантов осуществления изобретения, сопровождающимися чертежами, на которых:
фиг. 1 изображает вид спереди предпочтительного варианта осуществления устройства, выполненного в соответствии с изобретением;
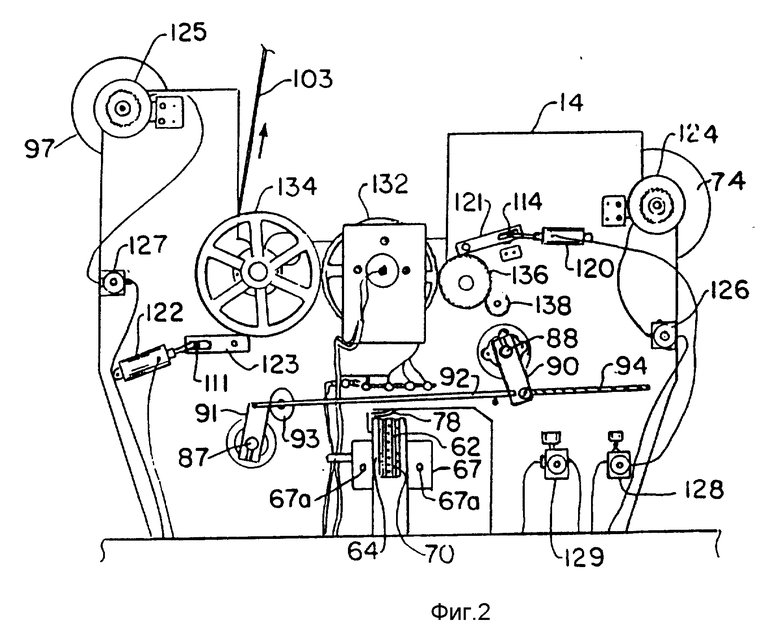
фиг. 2 - вид слева устройства, изображенного на фиг. 1;
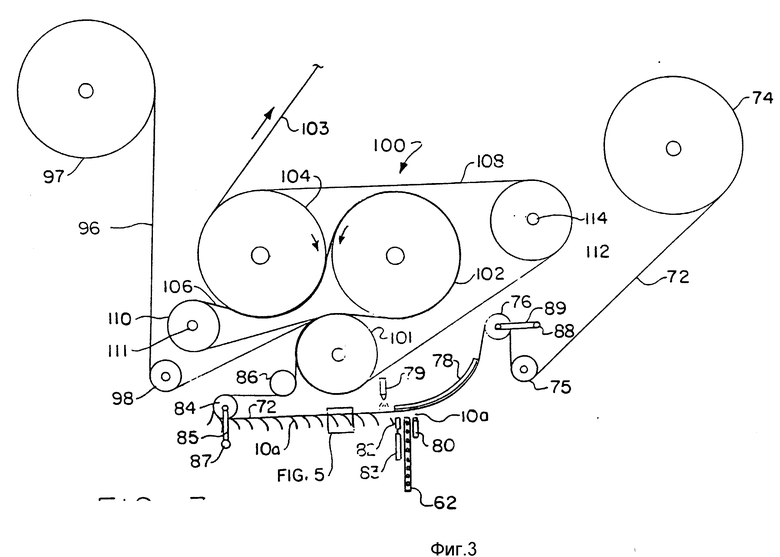
фиг. 3 - схематический разрез 3-3 на фиг. 1;
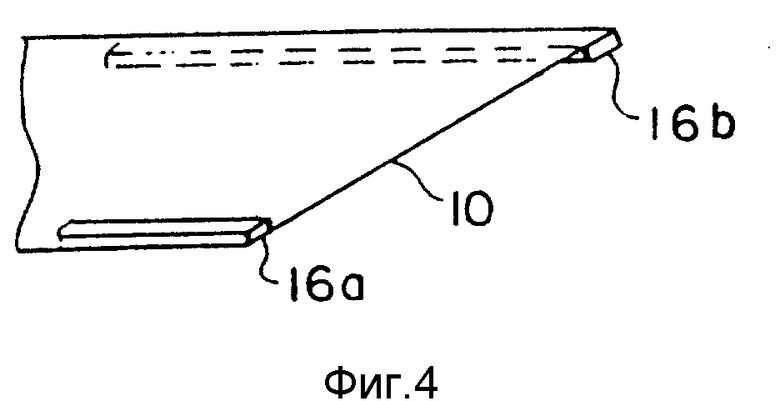
фиг. 4 - увеличенное перспективное изображение материала лопатки, соответствующей данному изобретению, в сечении 4-4 на фиг. 1;
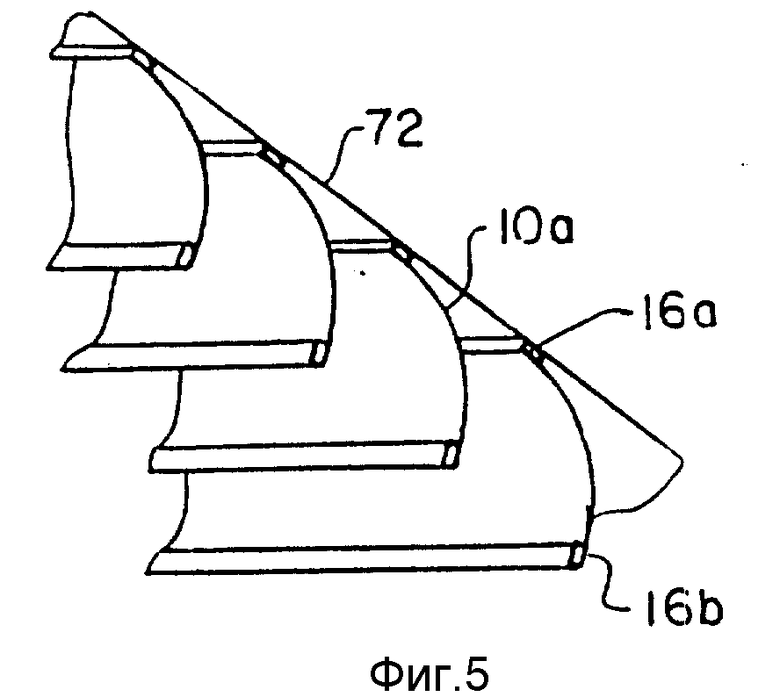
фиг. 5 - увеличенное перспективное изображение прозрачной ткани с прикрепленным к ней материалом лопатки в коробке 5 на фиг. 3;
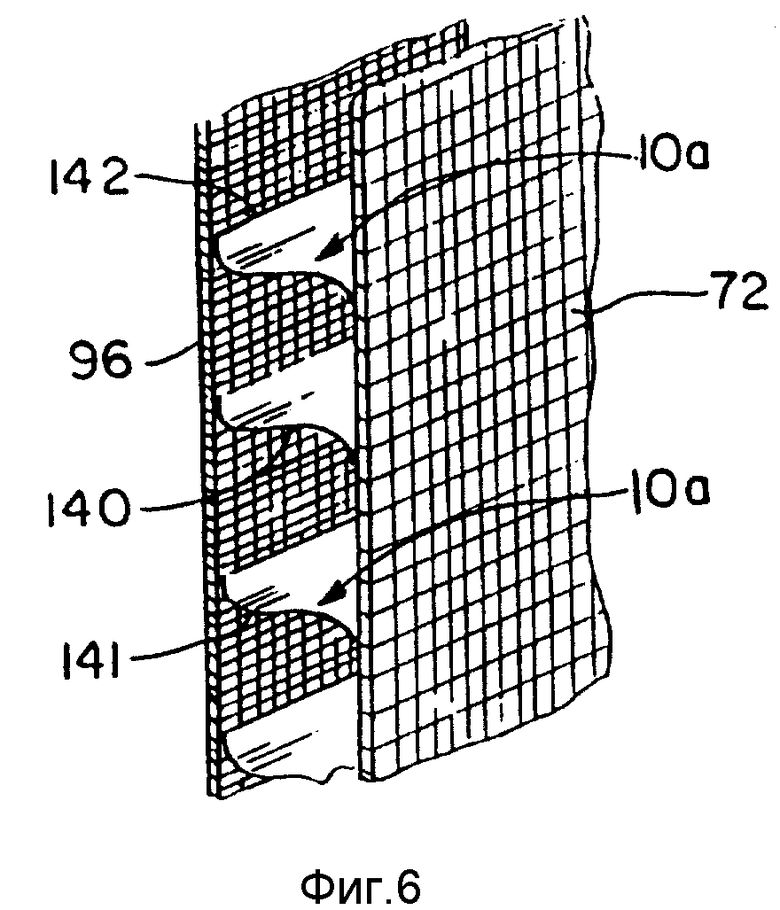
фиг. 6 - перспективный вид с торца на тканевый светорегулирующий занавес для окон, выполненный в соответствии с изобретением;
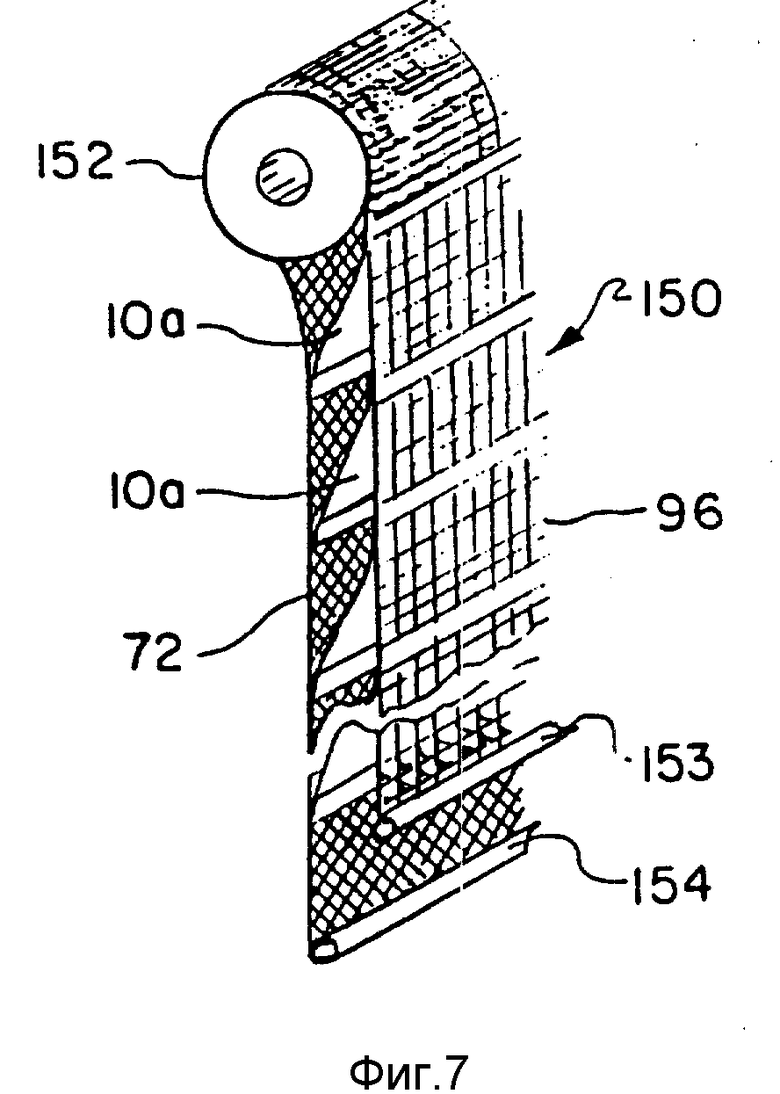
фиг. 7 - перспективный вид с торца на тканевый светорегулирующий занавес для окон, выполненный в соответствии с изобретением; вид приводится с целью иллюстрации возможного способа развертывания занавеса;
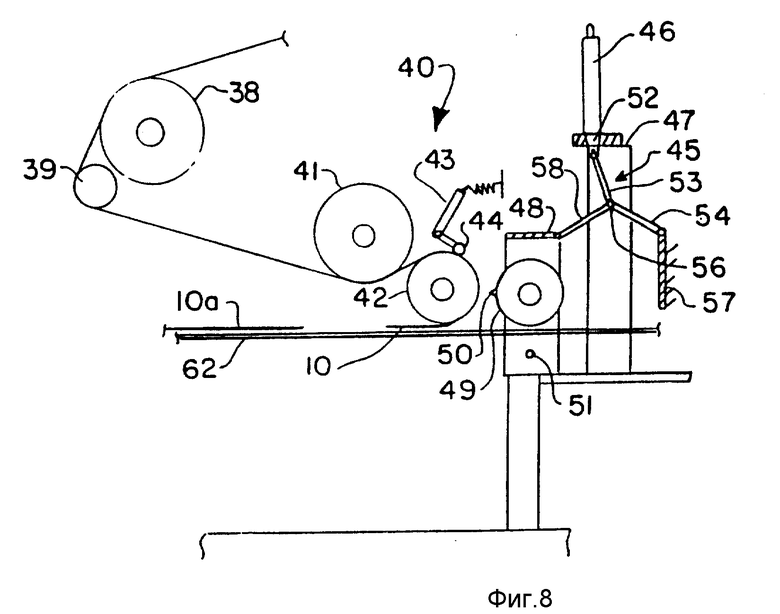
фиг. 8 - схематическая иллюстрация предпочтительного варианта осуществления средств отрезания, выполненных в соответствии с изобретением;
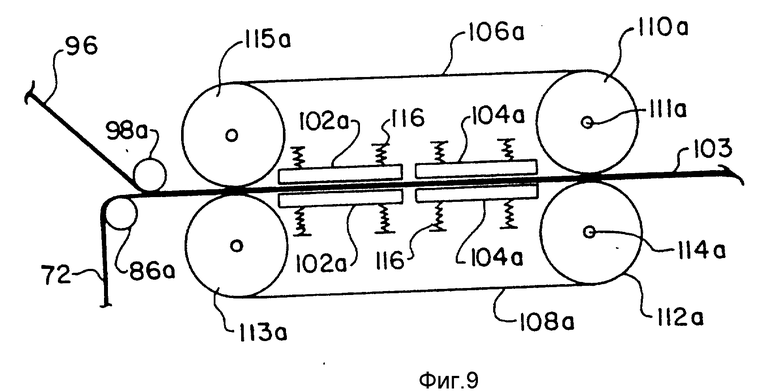
фиг. 9 - схематическая иллюстрация альтернативного варианта осуществления аппарата отладки температурного режима, выполненного в соответствии с изобретением;
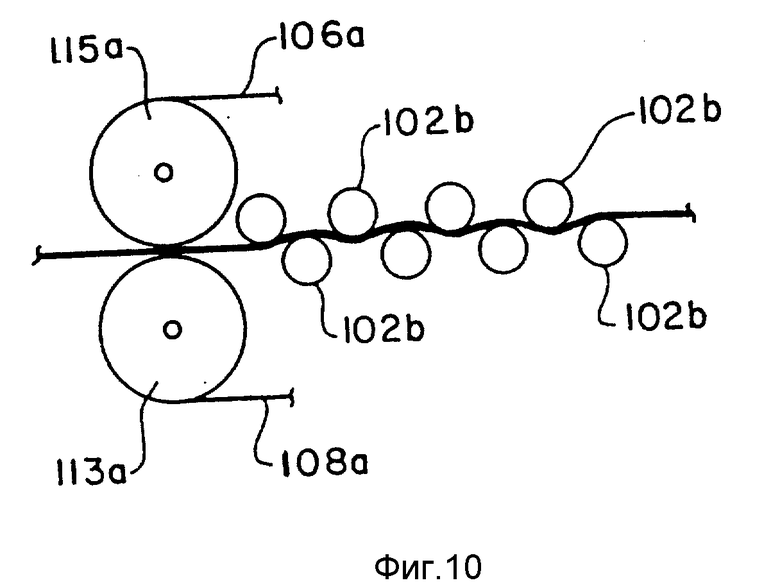
фиг. 10 - схематическая иллюстрация еще одного альтернативного варианта осуществления способа отладки теплового режима и аппарата, выполненного в соответствии с изобретением;
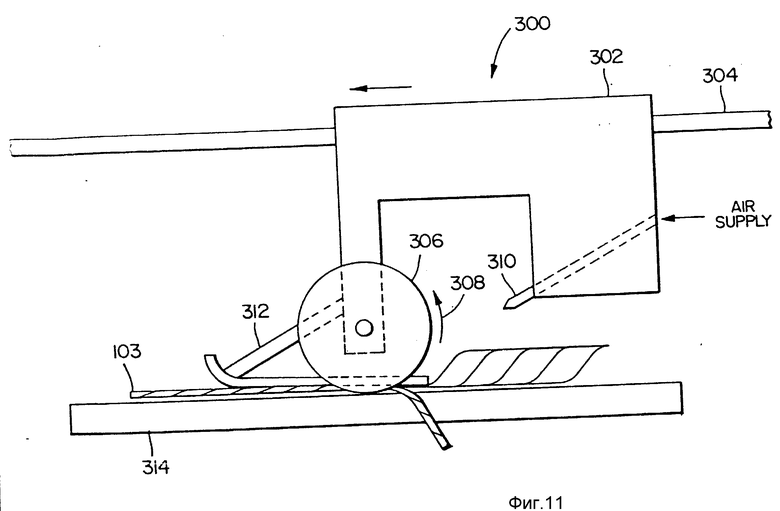
фиг. 11 - вид сбоку узла отрезания нагретым ножом, выполненного в соответствии с изобретением;
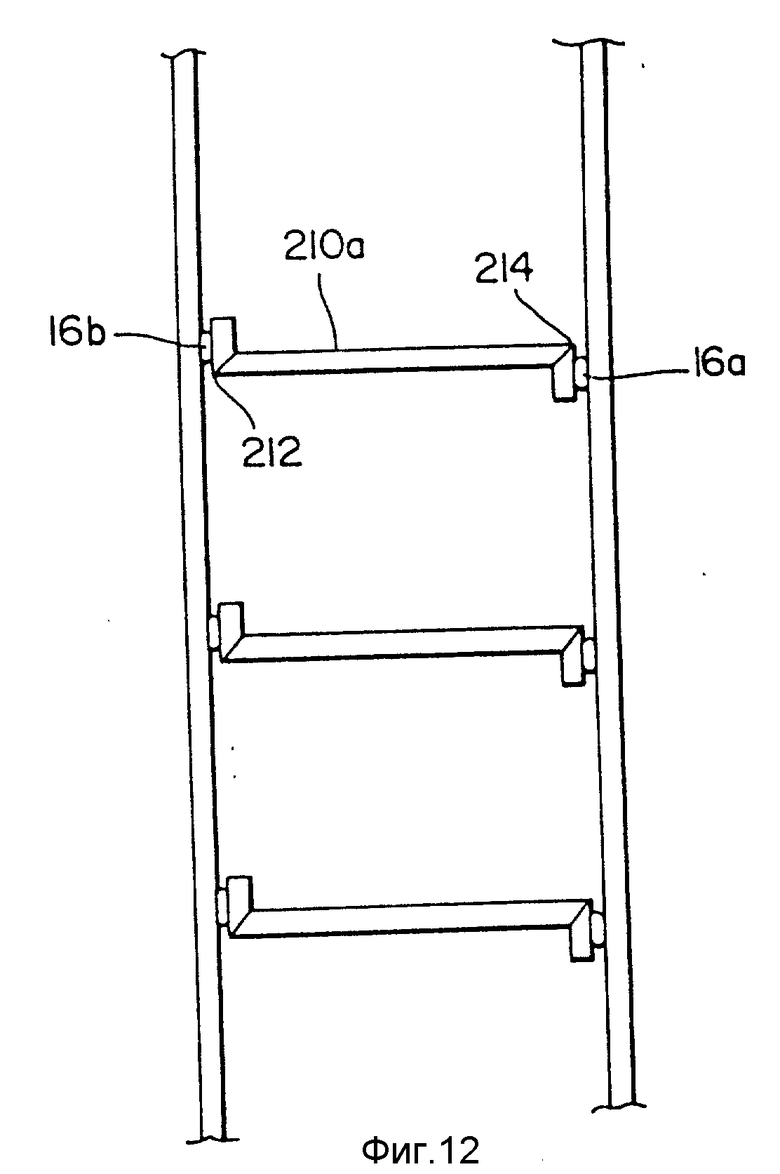
фиг. 12 - вид сбоку для второго варианта осуществления тканевого светорегулирующего занавеса, выполненного в соответствии с изобретением;
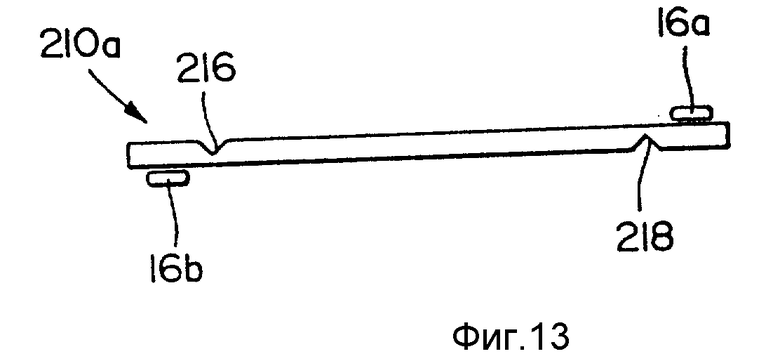
фиг. 13 - вид с торца материала лопатки для тканевого светорегулирующего занавеса, изображенного на фиг. 12;
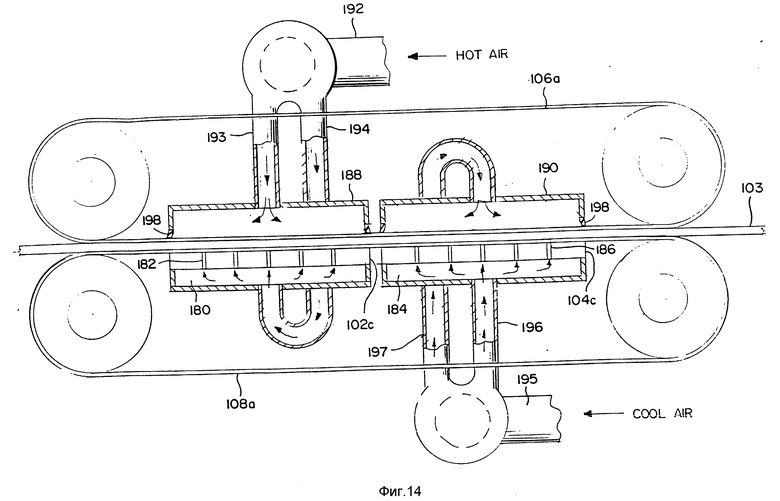
фиг. 14 - схематическое изображение поперечного разреза еще одного альтернативного варианта осуществления способа отладки теплового режима и аппарата, выполненного в соответствии с изобретением.
Обращаясь к чертежам и, в частности, сначала к фиг. 1, можно значительно более подробно пояснить способ и устройство, соответствующие данному изобретению. Материал лопаток 10 подается в виде непрерывно поступающего с барабана 12 подачи материала полосы. Сначала материал лопаток 10 проходит вокруг опорного валка 13, установленного с возможностью вращения на корпусе 14. Затем материал лопаток 10 попадает в узел 20 нанесения клея, где раздающие клей сопла 21 наносят тонкую линию 16 расплавленного клея на каждую сторону материала лопаток 10 (фиг. 4). Поскольку действие устройства в связи с нанесением расплавленного клея объясняется ниже, следует ясно представлять, что те же самые, вообще говоря, принципы применимы и для других типов жидких клеев.
В узле 20 материал лопаток 10 сначала проходит вокруг центрующего ролика 22, оснащенного приподнятыми кромками, чтобы обеспечивать общую центровку материала. Затем материал лопаток 10 проходит вокруг вспомогательного ролика 23, над которым располагается сопло 21. Вспомогательный ролик 23 монтируется на рычаге 24 и валу 26, являющегося осью для подшипника 25, что позволяет регулировать расстояние между соплом 21 раздачи клея и материалов лопатки 10, находящимся на вспомогательном ролике 23. Указанное расстояние регулируется преимущественно так, чтобы обеспечивалась плоская линия клея, как показано на фиг. 4. Плоский профиль линий клея обеспечивает лучший контроль за количеством клея, которое накладывается на материал лопаток 10, и расхода клея при последующем сжатии двух материалов. При ширине материала лопаток 10 в 2 дюйма размеры линий клея равны преимущественно: по высоте - около 0,003 дюйма, по ширине - 0,060 дюйма.
Приводной ролик 27 предназначается для того, чтобы способствовать подаче материала лопаток 10 и размещается так, чтобы был обеспечен надлежащий контакт материала лопаток 10 со вспомогательным роликом 23. При прохождении материала лопаток 10 под стационарным соплом 21 для раздачи клея, благодаря перемещению материала лопаток 10 вдоль его длины, на него накладываются линии клея. Таким образом достигают значительной точности при нанесении линий клея.
Как проиллюстрировано на фиг. 4, линия клея 16a располагается на материале лопаток 10 рядом с одной из кромок и на одной стороне материала. Вторая линия клея 16b располагается рядом с противоположной кромкой на обратной стороне материала. Вторая линия клея 16b наносятся на материал лопаток 10 с помощью точно таких же элементов, какие были только что описаны, расположенных зеркально по отношению к только что описанным, и с помощью образования петли материала лопаток 10, обвивающегося вокруг второго вспомогательного ролика 23.
В предпочтительном варианте осуществления данного изобретенья клеем является расплавляемый клеящий состав на основе сополимера сложных эфиров. Этот клей плавится и течет при температуре порядка 200oC и обеспечивает замечательную прочность во всем диапазоне температур, воздействию которых будет подвергаться занавес для окон в процессе эксплуатации. Этот клей обеспечивает также прочное клеевое соединение при несколько меньших температурах - около 120oC, которые будут использоваться в последующих стадиях обработки материала занавеса, как будет описано ниже.
Однако данный тип клея имеет нежелательное свойство желтеть, когда его нагревают и наносят в расплавленном состоянии в течение длительных периодов времени. Во избежание пожелтения необходимо за один прием нагревать только малое количество клея. Данное изобретение обеспечивает новую систему нанесения клея, которая исключает указанную проблему. Расплавляемый клей в форме таблеток помещают в бункер 30. Таблетки падают в уплотняющий стакан 32, оснащенный пневматическим поршнем 34, который выдавливает таблетки в блок 35 нагрева. Электрические нагревательные элементы 36 нагревают блок 35 нагрева, чтобы расплавить малое количество клея как раз перед тем, как клей выдавливается в дозирующий шестеренный насос, подающий клей с сопла 21 раздачи клея. При такой компановке за один прием расплавляется 4 унции клея.
Шестеренный насос, преимущественно - объемный насос, размещается внутри блока 35 нагрева, чтобы подавать расплавленный клей в сопла 21 раздачи клея. Шестеренный насос задействуется в режиме пропорциональности подачи клея скорости подачи материала лопаток 10, так что количество клея, наносимого на материал лопаток 10, остается постоянным, независимо от скорости подачи материала лопаток 10.
После выхода из узла 20 нанесения клея материал лопаток 10 с нанесенным на него по линиям 16a, 16b клеем пропускается вокруг опорных валков 33 и 37. Затем материал лопаток проходит вокруг центрующего ролика 38, который имеет приподнятые кромки для центровки материала лопаток 10, а затем - вокруг опорного валка 39. Затем материал лопаток поступает в узел 40 отрезания.
Узел 40 отрезания схематически изображен более подробно на фиг. 8. В узле 40 отрезания материал лопаток 10 сначала пропускают вокруг центрующего ролика 41. Центрующий ролик 41 имеет приподнятые кромки, которые, как и у других центрующих роликов, предназначены для того, чтобы гарантировать центровку материала лопаток 10. Затем материал лопаток 10 пропускается между вспомогательным роликом 42 и роликом 44 зажима. Ролик 44 зажима смонтирован на поворотном подпружиненном рычаге 43, чтобы обеспечивать постоянный прижим напротив вспомогательного ролика 42 и избегать проскальзывания материала лопаток 10. Вспомогательный ролик 42 является также и ведомым роликом, который протягивает материал лопаток 10 сквозь устройство. Рядом со вспомогательным роликом 42 находится отрезной ролик 49. Лезвие 50 располагается на окружности отрезного ролика 49 параллельно его оси. Отрезной ролик 49 и вспомогательный ролик 42 разнесены на расстояние, которое достаточно для того, чтобы отводить лезвие 50 от разрезаемого материала лопаток 10 на каждом повороте роликов.
Отрезной ролик 49 свободно вращается на кронштейне 48, который установлен на валу 51. После того, как желаемая длина ткани, подаваемой вокруг вспомогательного ролика 42, достигнута, пневматический цилиндр 46, смонтированный на кронштейне 47 и действующий через посредство соединения 45, заставляет кронштейн 48 поворачиваться влево так, что лезвие 50 вступает в контакт с материалом лопаток 10 и режет его, чтобы образовать отдельные полосы лопаток 10a. В состав соединения 45 входит ушко 52, прикрепленное к концу поршня цилиндра. Три соединительных стержня 53, 54 и 58 состыкованы в осевой точке 56 и шарнирно соединены с ушком 52, рамой узла отрезания 57 и кронштейном 48, соответственно. Движение вниз, выполняемое цилиндром 46, заставляет осевую точку 56 двигаться вниз, смещая, тем самым, кронштейн 48 влево вокруг вала 51.
Пневматический цилиндр 46 управляется посредством пневмоклапана (не показан), взаимодействующего с валом вспомогательного ролика. После того, как вспомогательный ролик 42 совершит несколько оборотов в соответствии с желаемой длиной материала лопаток 10, пневмоклапан открывается, чтобы задействовать пневматический цилиндр 46 и, таким образом, переместить лезвие 50 в положение резки. Вспомогательный ролик 42 и отрезной ролик 49 приводятся в движение с одинаковой скоростью, чтобы лезвие 50 не могло скрести вспомогательный ролик 42.
В альтернативном варианте осуществления данного изобретения ролик 44 зажима и поворотный подпружиненный рычаг 43 исключены из компоновки. Вместо этого отрезной ролик 49 обрамлен расплющиваемой резиновой прокладкой, внешний диаметр которой несколько больше того, который образуется при расширении радиуса отрезного ролика за счет лезвия 50; эта прокладка контактирует со вспомогательным роликом 42. Контакт резиновой прокладки отрезного ролика и вспомогательного ролика 42 создает зажим пропускаемой ткани во всем устройстве. Когда пневматический цилиндр 46 заставляет кронштейн 48 сместиться немного влево, чтобы отрезать материал 10 лопаток, резиновая прокладка сжимается вспомогательным роликом 42, чтобы выступало лезвие 50 и, таким образом, происходило отрезание материала лопаток 10.
После того как материал лопаток 10 проходит вокруг вспомогательного ролика 42, он опускается на ремень 62 с вакуумными присосками, который является частью узла вакуумного сепаратора. На фиг. 8 материал лопаток 10 показан немного выше ремня 62, чтобы можно было ясно различить эти две части конструкции, а на практике материал лопаток 10 испытывает тяговое усилие со стороны ремня 62. Узел вакуумного сепаратора 60 отделяет отрезанные полосы 10a материала лопаток с целью обеспечения должного расстояния между полосами, чтобы дать достаточно времени для осуществления последующих стадий обработки отдельных полос 10a. Ремень 62 с вакуумными присосками оснащен отверстиями, которые лучше видны на фиг. 2 и 3. Ремень 52 с вакуумными присосками движется вокруг ведущего колеса 61, опорного колеса 63 и опорного колеса 70, смонтированного на устройстве 67 регулирования натяжения, оснащенном регулировочными винтами 67a. Оснащенное регулировочными винтами 67a устройство 67 регулирования натяжения позволяет регулировать натяжение ремня 62 с вакуумными присосками путем поворота регулировочных винтов 67a. Ремень 62 с вакуумными присосками поддерживается в своем верхнем положении 62a пустотелой рамой 64. Воздух из пространства внутри пустотелой рамы выкачивается с помощью патрубков 69 вакуумной системы таким образом, что создает отсос через отверстия в ремне 62 с вакуумными присосками. Этот отсос оказывает тяговое воздействие на материал лопаток 10, когда он отходит от вспомогательного ролика 42, посредствам ремня 62 с вакуумными присосками.
Чтобы обеспечить наличие расстояния между отрезанными полосами 10a материала лопаток 10, ремень 62 с вакуумными присосками движется со скоростью, которая приблизительно в два раза больше, чем линейная скорость подачи материала лопаток 10. Таким образом, когда неразрезанный материал лопаток 10 проходит мимо вспомогательного ролика 42, он притягивается ремнем 62 с вакуумными присосками посредством действия отсоса. Однако, поскольку неотрезанный материал лопаток 10 движется с меньшей скоростью, он скользит вдоль ремня 62 с вакуумными присосками. Как только материал лопаток 10 отрезается лезвием 50, он отделяется от неразрезанного материала 10 благодаря большей скорости ремня 62 с вакуумными присосками. Ролик 65 зажима зажимает ремень 62 с вакуумными присосками; этот ролик 65 расположен на таком расстоянии от точки контакта лезвия 50 и вспомогательного ролика 42, которое немного меньше желаемой длины отдельных отрезных полос 10a. Пневматический цилиндр 66 воздействует на рычаг 68, на котором смонтирован ролик 65 зажима, чтобы прижать ролик 65 зажима к ремню 62 с вакуумными присосками. Работа пневматического цилиндра 66 синхронизируется с работой пневматического цилиндра 46, так что точно в тот момент, когда отрезается материал лопаток 10, ролик 65 зажима прижимает отрезанную полосу 10a к ремню 62 с вакуумными присосками, чтобы обеспечить отделение полос 10a от неразрезанного материала лопаток 10. Ремень 62 с вакуумными присосками перемещает отрезанные полосы материала лопаток 10a в положение непосредственно под первой прозрачной тканью 72.
Узел 40 отрезания и узел 60 сепаратора подходят для обработки относительно мягких тканей, применяемых для полос лопаток 10a. Это существенное преимущество над ранее известными в данной области техники конструкциями, поскольку мягкие ткани придают более приятный внешний вид конечному изделию.
Из рассмотрения фиг. 3 видно, что первая прозрачная ткань 72 подается с барабана 74 подачи вокруг опорного ролика 75, "танцующего" ролика 76 и башмака 78 предварительного нагрева. Отрезанная лопатка 10a удерживается ниже порции первой прозрачной ткани 72, которая пока не задействована и стоит напротив башмака 78 предварительного нагрева. Башмак 78 предварительного нагрева нагревает первую относительно прозрачную ткань 72 до температуры приблизительно 120oC. Первая ткань 72 подается в направлении ее длины, перпендикулярно направлению длины лопатки 10a. Ширина первой ткани 72 строго соответствует длине отрезанной лопатки 10a.
Когда лопатка 10a достигает отцентрованного положения с обратной стороны первой ткани 72, фотоэлемент 80 ощущает конец лопатки 10a и задействует стержень выталкивателя 82. Стержень выталкивателя 82 толкает переднюю кромку лопатки 10a вверх и зажимает линию клея 16a между лопаткой 10a и первой тканью 72. Сочетание тепла и прижима создает клеевое соединение между лопаткой 10a и первой тканью 72. Затем стержень выталкивателя 82 возвращается вниз и уходит с пути перемещения следующей лопатки 10a. Стержень выталкивателя 82 смонтирован на ряде пневмоцилиндров 83, которые обеспечивают усилие прижима и завершают цикл образования клеевого соединения в пределах промежутка времени, равного примерно 0,1 с. Затем первая ткань 72 с приклеенными лопатками 10a, как показано на фиг. 5, движется вокруг натяжного "танцующего" ролика 84 и опорного ролика 86 в узел 100 отладки теплового режима.
В занавесе для окон, соответствующем данному изобретению, предпочтительно иметь лопатки, слегка перекрывающиеся в закрытом положении, чтобы полностью блокировать прохождение света. Это перекрытие требует, чтобы при изготовлении занавеса для окон были проведены некоторые усовершенствования во избежание сцепления последующих прикрепляемых лопаток с предыдущими вместо сцепления с прозрачной тканью. В данном изобретении натяжные "танцующие" ролики 76 и 84 непрерывно поправляют первую ткань 72, чтобы решить эту проблему. В данном изобретении относительно прозрачная ткань подается с постоянной скоростью и протягивается сквозь устройство посредством узла 100 отладки теплового режима. Чтобы облегчить понимание способа и аппарата выставки первой ткани 72, описание дается применительно к ширине материала лопаток 10, равной двум дюймам. При осуществлении несложных переналадок можно применить материалы для лопаток, имеющие другие значения ширины, это очевидно для тех, кто имеет опыт в данной области техники, основанной на приведенных здесь описаниях других устройств.
При ширине материала лопаток 2 дюйма предпочтительное перекрытие лопаток составляет 1/4 дюйма. Следовательно, первая относительно прозрачная ткань 72 продвигается вперед на 1 - 3/4 дюйма для каждого наложения лопатки 10a. Для того, чтобы регулировать и выставлять первую ткань 72, ее движение осуществляется так, что она обходит вокруг натяжных "танцующих" роликов 76 и 84. После того, как лопатка 10a наложена, натяжной "танцующий" ролик 76 движется вниз, а натяжной "танцующий" ролик 84 - влево, как показано на фиг. 3. Это вызывает быстрое перемещение первой ткани 72 в общей сложности на 2 - 3/4 дюйма со скоростью, которая больше той, с которой фактически осуществляется подача первой ткани 72. Быстрое перемещение на 2 - 3/4 дюйма позволяет приклеенной лопатке 10a полностью уйти с пути следующей прикладываемой лопатки. От этой точки первая ткань 72 сдвигается с помощью натяжных "танцующих" роликов обратно на одни дюйм, чтобы общее перемещение вперед в сумме составило 1 - 3/4 дюйма. Теперь положение первой ткани 72 соответствует тому, в котором она должна находиться при наложении следующей лопатки 10a.
При совершении движения назад эжекторы 79 воздуха продувают струю воздуха через первую относительно прозрачную ткань 72 на приклеенную лопатку 10a, чтобы отодвинуть ее с траектории стержня толкателя 82. Ряд эжекторов 79 воздуха может быть расположен вдоль ширины первой ткани за стержнем выталкивателя 82. Эжекторы воздуха 79 могут обеспечивать непрерывный поток или производить продувку только во время обратного перемещения натяжных "танцующих" роликов.
Для того, чтобы установить первую ткань 72 в стационарное положение, когда приклеивается следующая лопатка 10a, натяжные "танцующие" ролики 84 и 76 продолжают двигаться медленно, чтобы точно противодействовать тяговому усилию вперед механизма 100 отладки теплового режима. Таким образом, первая ткань 72 на короткое время остается неподвижной. Это пресекает размазывание линии клея 16a, когда лопатка 10a прикладывается к первой ткани 72, а также позволяет первой ткани поступать, будучи предварительно нагретой должным образом в то время, когда она оставалась неподвижной под башмаком 78 предварительного нагрева. Сразу же, как только стержень выталкивателя 82 приклеит следующую полоску 10a к первой ткани 72, процесс выставки повторяется.
В предпочтительном примере осуществления данного изобретения используется система автономного электропривода для задействования узла 20 нанесения клея, узла 40 отрезания, узла 60 вакуумного сепаратора и узла 100 отладки теплового режима. От этой же системы привода получают движение натяжные "танцующие" ролики 84 и 76. Натяжной "танцующий" ролик 76 монтируется в плечах 89, которые навернуты на вал 88. Аналогично натяжной "танцующий" ролик 84 смонтирован на плечах 85, которые навернуты на вал 87. Валы 87 и 88 проходят сквозь корпус 14, как показано на фиг. 1 и 2. Валы 87 и 88 соединены рычагами 90 и 91 и соединяющим стержнем 92, которые вместе с корпусом 14 образуют соединение. Рычаг 91 ползет по кулачку 93, который вращается посредством передачи движения от вала, связанного с системой автономного электропривода. Рычаг 91 удерживается в контакте с кулачком 93 работающей на растяжение пружиной 94. Контур кулачка 93 сделан таким, чтобы обеспечивалось такое движение натяжных "танцующих" роликов 76 и 84, как то, которое только что описано.
Как можно заметить на фиг. 1, ремень 62 с вакуумными присосками простирается внизу корпуса 14, в левой стороне устройства. Это позволяет быстро и просто заменять материал лопаток 10. Когда новый материал лопаток 10 помещают на барабан подачи 12, его ведущую кромку можно просто прикрепить к задней кромке оставшегося старого материала лопаток 10. Потом, когда отрезаемая полоса, содержащая скрепленный участок, достигает первой ткани 72, стержень толкателя 82 и подачу ткани можно временно отключить, чтобы дать участку скрепления выйти слева из устройства. Когда с левой стороны начинают выходить чистые отрезаемые полосы 10a материала лопаток 10, подачу ткани и стержень толкателя 82 подключают снова. Это позволяет быстро заменять материал лопаток 10 без внесения дефектов в конечное изделие или затрат времени на переналадку.
При повторном рассмотрении фиг. 3 можно разъяснить остальные стадии способа. Первая относительно прозрачная ткань 72, проходящая вокруг опорного ролика 86, имеет лопатки 10a, приклеенные к ней в том положении, которое они и должны занимать в готовом изделии. Вторая относительно прозрачная ткань 96 подается с барабана 97 подачи вокруг опорного ролика 98 и располагается напротив первой ткани 72 с наклеенными на ней лопатками 10a. Трехслойный сандвич из первой относительно прозрачной ткани 72, лопаток 10a и второй относительно прозрачной ткани 96 проходит над натяжным шкивом 101, вокруг нагревающего ролика 102 к охлаждающему ролику 104, а от него выходит из устройства в качестве готовой ткани 103. Нагревающий ролик 102 поддерживается при температуре приблизительно около 177oC. При этой температуре линии 16a, 16b расплавляемого клея плавятся, чтобы образовать постоянную склейку между прозрачными тканями 72, 96 и лопатками 10a. Охлаждающий ролик 104 поддерживается при температуре приблизительно 49oC и закрепляет клеевые соединения на основе расплавляемого клея.
Помимо того, что он обеспечивает почти мгновенное склеивание, дающее высокую прочность соединения, узел 100 отладки теплового режима реализует еще одну, столь же важную функцию. При совместном прохождении трех слоев вокруг нагревающего ролика 102 при температуре около 177oC относительно прозрачные ткани и материал лопаток 10 фактически приобретают под воздействием тепла новые размеры и конфигурацию при едином соотношении температур и размеров. Таким образом, ткани будут сохранять это новое соотношение размеров относительно друг друга до тех пор, пока температура, воздействию которой они будут подвергаться, снова не достигнет значения около 177oC или большего. Температуры, которые нормально выдерживает занавес для окон такого типа, вообще говоря, не превышают 100oC. Таким образом, занавес для окон, соответствующий данному изобретению, будет оставаться без морщин при любых нормальных температурах эксплуатации.
Кроме этого, процедура отладки теплового режима позволяет использовать ткани, которые не следует подвергать предварительному нагреву. Большинство тканей проходит процесс термообработки, в ходе которого ориентируются их волокна и происходит установление их размеров, во избежание усадки, которой они могут подвергнуться под воздействием тепла при эксплуатации в нормальных условиях. Соответствующий данному изобретению аппарат имеет узел отладки теплового режима, который позволяет исключать предварительный нагрев отдельных тканей, экономя тем самым время и деньги в процессе производства тканей.
Данное изобретение обеспечивает еще одну новую особенность, направленную на то, чтобы добиться выхода без морщин готового изделия из узла 100 отладки теплового режима. Эта особенность состоит в применении бесконечных натяжных ремней 106 и 108, соответственно. Первый ремень 106 проходит вокруг нагревающего ролика 102 и натяжного шкива 110, смонтированного на валу 111. Второй ремень 108 проходит вокруг охлаждающего ролика 104, натяжного шкива 112, смонтированного на валу 114, и натяжного шкива 101. Второй ремень 108 также проходит вокруг нагревающего ролика 102 с наружной стороны от первого ремня 106. Аналогично, первый ремень 106 проходит небольшой путь вокруг охлаждающего ролика 104 с внешней стороны от второго ремня 108. Сэндвич из трех слоев ткани зажимается между первым и вторым ремнями 106, 108, когда он проходит вокруг нагревающего и охлаждающего роликов 102, 104. Первый и второй ремни 106, 108 имеют натяжение, которое значительно больше натяжения в сэндвиче из относительно прозрачных тканей 72, 96 и лопаток 10a, находящемся между ремнями. Натяжение в ремнях 106, 108 создает эффект прижима ремней 106, 108 вокруг нагревающего и охлаждающего роликов 102, 104. Это способствует однородному прижиму готовой ткани, когда она нагревается и охлаждается, исключая в дальнейшем возможность появления морщин и скручивания на готовом изделии. В преимущественном примере осуществления данного изобретения первый и второй ремни 106 и 108 представляют собой ремни из фибергласса, покрытые политетрафторэтиленом (ТЕФЛОНом), что придает им требуемую прочность и характеристики расщепления, присущие политетрафторэтилену.
При рассмотрении фиг. 2 видно, что натяжение ремней 106 и 108 регулируется пневматическими цилиндрами 120 и 122, размещенными парами по обе стороны корпуса 14. Пневматические цилиндры 120 воздействуют на вал 111, на котором смонтирован натяжной шкив 110, и регулируют таким образом натяжение в нагреваемом ремне 106. Оба цилиндра 120 можно рассмотреть на фиг. 1. Кулисы 121 и 123 осуществляют центровку валов 114 и 111, соответственно. Подача воздуха в цилиндры регулируется регуляторами 128 и 129. Натяжение при разворачивании прозрачной ткани с барабанов 74 и 97 подачи регулируется пневматическими тормозами 124 и 125, которые, в свою очередь, регулируются регуляторами 126 и 127, соответственно. Пневматические тормоза 124, 125 и регуляторы 128, 129 позволяют точно регулировать натяжение ткани в процессе проведения стадий приклеивания лопаток и отладки режима совместного нагрева слоев.
Вращение нагревающего и охлаждающего роликов 102, 104 синхронизируется зубчатыми колесами 132 и 134, которые сцеплены с шестернями 136 и 138, связанными с системой привода. Нагревающий ролик 102 может нагреваться посредствам электронагревательных элементов, расположенных вокруг внешнего диаметра ролика 102, который выполняется преимущественно в виде полого цилиндра из алюминия. Охлаждающий ролик 104, также выполняемый преимущественно в виде полого цилиндра из алюминия, может охлаждаться посредством принудительной конвекции воздуха или, при больших размерах роликов, посредством каналов для пропускания охлаждающей жидкости, выполненных в ролике.
Фиг. 9, 10 и 14 иллюстрируют альтернативные примеры осуществления аппарата отладки теплового режима, соответствующего данному изобретению. На фиг. 9 первый и второй ремни 106a и 108a поддерживаются роликами 115 и 110a и роликами 113a и 114a, соответственно. Натяжение в ремнях 106a и 108a можно регулировать с помощью подвижных валов 111a и 114a тем же способом, что и в разъясненном выше случае валов 111 и 114. Вторая прозрачная ткань 96 снова объединяется в сандвич с первой прозрачной тканью 72, к которой приклеены лопатки 10a. Слои сэндвича после этого движутся между ремнями 106a и 108a. Нагревание обеспечивают плиты 102a нагрева, а охлаждение - плиты 104a охлаждения; каждая плита 102a, 104a расположена в пространстве между ремнями 106a, 108a. Плиты 102a, 104a отклоняются к ремням 106a, 108a и слоям сэндвича посредством пружин 116, создающих однородный прижим слоев сэндвича.
В случае осуществления данного изобретения, изображенном на фиг. 10, ремни 106a и 108a расположены, в общем, так же, как на фиг. 9. Однако вместо плит 102a нагрева используется набор валков 102b нагрева. Валки 102b нагрева располагаются с внутренней стороны ремня, а оси верхнего комплекта валков сдвинуты относительно осей нижнего набора валков. Кроме того, оси валков расположены несколько ближе друг к другу, чем это позволяет диаметр валков, в результате чего обеспечивается небольшое огибание ремнями каждого валка. Огибание ремнями каждого валка создает однородный зажим слоев сэндвича между ремнями 106a и 108a, когда к ремням прикладывается натяжение. В предпочтительном примере осуществления данного изобретения валки устанавливаются так, что дуга огибания ремнями валка составляет приблизительно 20o. Валки расположены одинаково, так что валки нагрева можно использовать как валки охлаждения, либо применить плиты 104a охлаждения.
В примере осуществления данного изобретения, изображенном на фиг. 14, первый и второй ремни 106a и 108a расположены, в общем, так же, как изображено на фиг. 9. Однако вместо двух плит 102a нагрева и двух плит 104a охлаждения в пространстве, охватываемом бесконечным ремнем 108a, используются только одна плита 102c нагрева и только одна плита 104c охлаждения. В плите 102c нагрева имеется воздушная камера 180, а сквозь плиту 102c нагрева проходят множество отверстий 182 для выпуска воздуха. Отверстия 182 для выпуска воздуха обеспечивают прохождение газа сквозь плиту 102c нагрева между воздушной камерой 180 и верхней поверхностью плиты 102c нагрева. Аналогично, в плите 104c охлаждения есть воздушная камера 184 и множество отверстий 186 для выпуска воздуха. Полости 188, 190 повышенного давления воздуха расположены во внутреннем пространстве, ограниченном бесконечным ремнем 106a, напротив плиты 102c нагрева и плиты 104c охлаждения, соответственно. Каждая из полостей 188, 190 повышенного давления воздуха оснащена гибкими уплотнениями 198 вокруг нижней кромки полости, эти уплотнения 198 находятся рядом с бесконечным ремнем 106a. Плита 102c нагрева и плита 104c охлаждения в предпочтительном исполнении должны быть шире, чем ремни 106a, 108a, а полости 188, 190 повышенного давления воздуха в предпочтительном исполнении должны быть уже, чем плиты 102c, 104c и ремни 106a, 108a.
Воздух подается в полость 188 повышенного давления и воздушную камеру 180 плиты 102a нагрева с помощью воздуходувки 192 горячего воздуха. Если говорить более конкретно, воздуходувка 192 горячего воздуха подает воздух под давлением порядка (3-4) фунт-сил/кв. дюйм и при температуре порядка 180 - 225oC в полость 188 повышенного давления воздуха через трубопровод 194. Плита 102c нагрева также нагревается до температуры порядка 177oC с помощью подходящих для этого средств нагрева. В полость 190 повышенного давления и воздушную камеру 184 плиты 104c охлаждения воздух подается воздуходувкой 195 холодного воздуха. Воздух под давлением порядка (3-4) фунт-сил/кв.дюйм и при температуре, равной температуре окружающего аппарат воздуха, подается воздуходувкой 195 холодного воздуха через трубопровод 196 в воздушную камеру 184 и через трубопровод 197 - в полость 190 повышенного давления воздуха. Плита 104c охлаждения охлаждается до температуры порядка 49oC или менее с помощью таких подходящих для этого средств, как водяное охлаждение.
Давление воздуха в полостях 188, 190 повышенного давления воздуха толкает или отклоняет ремни 106a, 108a и находящийся между ними сэндвич из тканей 103 по направлению к плите 102c нагрева и плите 104a охлаждения. В отличие от случаев осуществления данного изобретения, изображенных на фиг. 3, 9 и 10, в случае осуществления данного изобретения, изображенном на фиг. 14, натяжение в ремнях 106a, 108a некритично. В этом случае осуществления данного изобретения зажим сэндвича из тканей 103 между ремнями 106a, 108a осуществляется не натяжением ремней 106a, 108a, а давлением воздуха. Воздух под давлением (3-4) фунт-сил/кв. дюйм, поданный в полости 188, 190 повышенного давления, подталкивает ремни 106a, 108a и сэндвич из тканей 103 к плите 102c нагрева и к плите 104c охлаждения, соответственно. Таким образом, готовая ткань в виде сэндвича 103 одинаково прижимается и при нагреве, и при охлаждении. Сжатый воздух, проходящий сквозь отверстия для выпуска воздуха, попадает в плиту 102c нагрева и в плиту 104с охлаждения, приподнимает ремень 108a над плитами 102c, 104c нагрева и охлаждения, в преимущественном исполнении - на несколько тысячных дюйма, чтобы минимизировать трение между ремнем 108a и плитами 102c, 104c в целях однородности нагрева и охлаждения сэндвича из тканей 103.
После того, как готовая ткань в виде сэндвича 103 выходит из аппарата, как показано на фиг. 3, эта готовая ткань 103 может быть смотана в рулон для хранения и последующей переработки в готовый занавес для окон, или же можно готовую ткань 103 без промедления передать на операции украшения боковых кромок и/или на операции отрезания кусков готовой ткани 103 желаемых номиналов поперечной ширины. Подходящий для этого узел 300 отрезания нагретым ножом показан на фиг. 11. Узел 300 отрезания нагретым ножом имеет в своем составе подвижные салазки 302, которые скользят или перемещаются по направляющим рельсам 304. Дисковый нагреваемый нож 306 свободно вращается в подвижных салазках 302 в направлении, которое показано стрелкой 308. Башмак 312, поддерживаемый подвижными салазками 302, разравнивает готовую ткань 103 на столе или опоре 314 в то время, когда ткань 103 режется вращающимся дисковым нагреваемым ножом 306. В зависимости от материала первой относительно прозрачной ткани, второй относительно прозрачной ткани и лопаток, содержащихся в готовой ткани 103, можно аккуратно регулировать температуру дискового нагреваемого ножа 306 во избежание термосклеивания боковых кромок готовой ткани 103, которая режется дисковым нагреваемым ножом 306. Однако в преимущественном примере осуществления данного изобретения эжектор 310 воздуха соединен с источником сжатого воздуха (не показан) и монтируется на подвижных салазках 302. Воздух, поданный через эжектор 310 воздуха, обдувает кромку отрезанной ткани 103 сразу же после отрезания; кроме того воздух, поступающий от эжектора 310 воздуха, приподнимает и раскрывает боковые кромки ткани 103, чтобы предохранить их от термосклеивания. Вместо эжектора 310 воздуха подвижные салазки 302 могут нести другие подходящие средства для немедленного раскрытия готовой ткани 103 сразу же после того, как она разрезается дисковым нагреваемым ножом 306. Например, для достижения эффекта такого раскрытия подвижные салазки могли бы нести механические средства реализации раскрытия.
Узел 300 отрезания нагреваемым ножом может быть применен для отрезания готовой ткани 103 сразу же после завершения ее изготовления и перед сматыванием готовой ткани 103 в рулон для хранения. И, наоборот, можно смотать готовую ткань в рулон для хранения, а потом, в последующее время или в другом месте, готовая ткань 103 из рулона может быть разрезана с применением узла 300 отрезания нагреваемым ножом.
Фиг. 6 и 7 иллюстрируют тканевый светорегулирующий занавес для окон, соответствующий данному изобретению. Фиг. 6 иллюстрирует занавес для окон, когда он полностью раскрыт, в положении, обеспечивающем доступ света. В этом положении каждая лопатка 10a имеет центральную часть 140 по существу перпендикулярной первой и второй относительно прозрачным тканям 72 и 96. Краевые части 142 лопатки 10a, которые приклеены к тканям, соединяются с центральной частью 140 частью 141, которая слегка изогнута. Процесс склеивания, соответствующий данному изобретению, обеспечивает формирование части 141 без складок или резких перегибов. Плавная кривизна этой части 141 в положении, когда занавес полностью открыт, позволяет лопатке 10a оставаться упругой и, таким образом, ведет к отклонению тканей в одинаковое или близкое к одинаковому положение. Это гарантирует, что занавес для окон не потеряет форму через некоторое время при повторении раскрытия и закрытия. Более того, вдоль лопаток 10a даже могут развиваться складки в дефектных местах, вызванные повторяющимся при раскрытии и закрытии занавеса для окон изгибанием.
Фиг. 7 иллюстрирует возможный способ развертывания тканевого светорегулирующего занавеса, соответствующего данному изобретению. Занавес 150 для окон установлен на головном ролике 152. Низ первой относительно прозрачной ткани 72 может быть оснащен декоративным ребром 154 жесткости. Вторая декоративная ткань 96 нагружена грузом 153. Вращение головного ролика 152 вызывает относительное смещение первой и второй относительно прозрачных тканей 72, 96 друг относительно друга в вертикальном направлении и, таким образом, вызывает изменение угла ориентации лопаток 10a для установки по желанию либо режима пропускания света, либо режима блокирования света. Первой ткани 72 груз не нужен, поскольку она имеет тенденцию закрываться вследствие эффекта отклонения лопаток 10a.
Фиг. 6 и 7 также иллюстрируют новый способ, который применен в данном изобретении во избежание появления эффекта Муара при эксплуатации занавесов для окон такого типа. В таких занавесах для окон относительно прозрачные плетеные ткани, имеющие щели между волокнами, обеспечивают приятный и желательный для первой и второй прозрачных тканей 72, 96 внешний вид. Однако применение одинаковых или очень похожих тканей вызывает появление муаровой картины, когда смотрят на перекрывающие друг друга ткани. В данном изобретении этот эффект Муара исключается применением в качестве первой и второй прозрачной ткани плетеных и вязаных тканей из материалов, имеющих разные по размерам, контурам и/или ориентации щели между волокнами. В соответствии с данным изобретением, эффект Муара также исключается посредством использования неплетеного относительно прозрачного материала для одной из первой и второй тканей или для них обеих, или использования в качестве материала первой или второй относительно прозрачной ткани, или для них обеих материала из относительно прозрачной пластмассы.
Чтобы избежать нежелательного эффекта Муара, когда первая и вторая относительно прозрачная ткани сделаны из плетеного или вязаного материала и рассматриваются в том состоянии, когда они перекрывают друг друга, первая и вторая относительно прозрачные ткани должны иметь разный внешний вид в тот момент, когда на них смотрят в направлении, которое перпендикулярно плоскости первой ткани 72 и перпендикулярно плоскости второй ткани 96. Требуемое различие во внешнем виде первой ткани 72 и второй ткани 96 может быть достигнуто несколькими разными путями.
Первая относительно прозрачная ткань 72 может быть из вязаного или плетеного материала, имеющего щели между нитями одного контура, а вторая относительно прозрачная ткань 96 может быть из плетеного или вязаного материала, имеющего щели между нитями другого контура. В одном таком случае осуществления данного изобретения, показанном на фиг. 7, плетеная ткань, имеющая нити, образующие щели в виде маленьких квадратиков, применяется в качестве второй относительно прозрачной ткани 96. Материал, применяемый в качестве первой относительно прозрачной ткани 72, может иметь нити, которые образуют квадратики, которые меньше, того же размера или больше, чем квадратики, образованные нитями второй относительно прозрачной ткани 96. Однако, нити первой ткани 72 образуют щели, которые по отношению ко второй ткани 96 расположены как ромбы. При таком взаиморасположении первой и второй тканей можно избежать вида, соответствующего муаровой картине.
В другом случае осуществления данного изобретения первая относительно прозрачная ткань 72 может быть плетеной или вязаной, имеющей щели одного контура и размера, а вторая относительно прозрачная ткань 96 может быть из вязаной или плетеной ткани, имеющей щели между нитями того же контура, что и первая прозрачная ткань, но другого размера. В этом втором случае осуществления данного изобретения, показанном на фиг. 6, можно избежать появления муаровой картины, сделав так, чтобы щели между нитями второй ткани 96 были меньше, чем щели между нитями первой ткани 72, безотносительно их ориентации или контура. Это также пресекает появление интерференции, ведущей к эффекту Муара. На практике первая и вторая относительно прозрачные ткани выбираются так, чтобы ширина щелей между нитями первой ткани были значительно больше, чем ширина щелей между нитями второй ткани, посредством чего и избегают появления эффекта Муара.
Можно также использовать одинаковые плетеные ткани для первой и второй тканей 72, 96, обеспечив различную ориентацию плетеных тканей в тканях 72, 96, чтобы было удовлетворено требование различия внешнего вида. Например, на фиг. 7 плетеная ткань второй ткани 96 имеет щели между нитями в виде квадратов. Эту же ткань, имеющую щели между нитями в виде квадратов, можно использовать как плетеную ткань первой ткани 72 посредством изменения ориентации плетеной ткани на 45o, создавая ромбовидные щели между нитями первой прозрачной ткани 72. Когда одна и та же плетеная ткань используется для обеих тканей 72, 96, ткань для одной из тканей режут под углом, чтобы ориентация щелей между нитями ткани была изменена на некоторый угол, например - приблизительно 45o или 90o, что достаточно для удовлетворения требования различия внешнего вида, когда первая и вторая ткани 72, 96 рассматриваются в направлении, которое перпендикулярно плоскости их обеих.
Можно также избежать эффекта Муара и обеспечить соблюдение требования различия внешнего вида путем применения неплетеного относительно прозрачного материала, например, пластмассы, для одной из тканей и плетеного относительно прозрачного материала для другой ткани занавеса для окон. Вместо этого можно применять неплетеные относительно прозрачные материалы, например, одинаковые или разные пластмассы, и для первой, и для второй тканей. В качестве материала для первой и/или второй ткани можно также применять относительно прозрачную пластмассу. Применение относительно прозрачного материала такого типа по крайней мере в одной из первой и второй тканей тоже исключает эффект Муара.
В другом примере осуществления данного изобретения вторая относительно прозрачная ткань 96 заменяется рядом полос из относительно прозрачной ткани или рядом струн. В этом примере осуществления данного изобретения занавес для окон может быть изготовлен с помощью того же процесса и того же аппарата, которые описаны выше, однако ряды параллельных полос из относительно прозрачной ткани или ряды струн подаются в аппарат из соответствующего источника вместо подачи второй ткани 96. Применение рядов струн или полос из относительно прозрачного материала вместо второй относительно прозрачной ткани 96 обеспечивает лучший эффект "сквозного обзора", когда занавес для окон раскрыт. Тем не менее, ввиду того, что соблюдается перекрываемое взаиморасположение лопаток, которое было у занавеса для окон, имеющего вторую ткань 96, в закрытом положении занавес для окон, содержащий множество струн или полос из относительно прозрачной ткани, дает тот же самый эффект блокирования света.
Чтобы достичь аккуратно изогнутого строения лопаток 10a, необходимо, чтобы материал лопаток имел определенную степень пластичности. Как правило, чем шире лопатки 10a, тем жестче должен быть материал лопаток. Тем не менее, ввиду того, что в занавесах для окон, соответствующих данному изобретению, могут быть применены лопатки, диапазон изменения ширины которых велик, трудно указать точно диапазоны приемлемой пластичности или жесткости материала лопаток.
Для определения пригодности конкретной ткани при использовании в качестве материала лопаток, имеющих заданную ширину, был разработан простой и эффективный тест физических свойств. Подвергаемую испытанию ткань свешивают над краем стола так, чтобы расстояние от кромки ткани до верхней поверхности стола было равно желаемой ширине лопатки. Если при этом свешенная часть ткани располагается вертикально, то эта ткань имеет достаточную пластичность для применения в качестве лопатки заданной ширины. Например, если проверяется возможность использования ткани при изготовлении лопаток шириной 2 дюйма, то край ткани свешивают за край стола на длину 2 дюйма. Если эта двухдюймовая часть, которая свешивается со стола, располагается по существу вертикально, то эта ткань пригодна в качестве материала для лопаток шириной 2 дюйма, имеющих строение, изображенное на фиг. 6.
Если свешенная со стола двухдюймовая часть ткани не располагается по существу вертикально, то такая ткань слишком жестка для того, чтобы изготавливать из нее лопатки шириной 2 дюйма, имеющие такой плавно изогнутый внешний вид, как это изображено на фиг. 6.
Жесткие ткани, т.е. такие, которые не устанавливаются по существу вертикально при свешивании их от края стола на длину, равную желаемой ширине лопатки, тоже можно применять в качестве материала лопаток. Однако, если в качестве материала лопаток применяется жесткая ткань, то вдоль ее краев должны простираться шарниры или точки изгиба. Применение жесткой ткани с точками шарнирной подвески придает занавесу для окон внешний вид, который в некоторой степени отличается от внешнего вида занавеса для окон, изображенного на фиг. 6. Этот второй пример осуществления занавеса для окон, соответствующего данному изобретению, показан на фиг. 12 и 13. Как можно заметить на фиг. 12, лопатки 210a имеют внешний вид прямолинейных элементов и резкий изгиб в точках шарнирной подвески 212 и 214 вместо плавно изгибающейся части 141 на фиг. 6. Точки шарнирной подвески 212, 214 сделаны из жестко спрессованного жесткого материала лопаток и параллельны продольным кромкам материала лопаток. Линии жесткой спрессовки, образованные в жестком материале лопаток, отнесены от продольных кромок материала лопаток на расстояние, достаточное для нанесения линий клея 16a, 16b на материал лопаток между продольной кромкой материала лопаток и линией жесткой спрессовки.
Структуру, подобную той, которая изображена на фиг. 12, можно также изготавливать, применяя относительно пластичный материал лопаток, если это желательно. В этом случае реализации данного изобретения к материалу лопаток в его центральной части приштамповывается агент, придающий жесткость, чтобы лопатки были более плоскими. Продольные кромки материала лопаток остаются свободными от агента, придающего жесткость, а требующиеся точки шарнирной подвески формируются на выступающих в продольном направлении кромках агента, придающего жесткость. Линии клея наносятся на продольные кромки материала лопаток, на которых нет материала агента, придающего жесткость.
В соответствии с другим примером осуществления данного изобретения, лопатки формуют из затемняющего слоистого пластика, чтобы максимизировать эффект затемнения, создаваемый занавесом для окон, когда его лопатки расположены в положении, соответствующем закрытию занавеса. Подходящим в качестве материала слоистого затемняющего пластика является трехслойный пластик, в состав которого входит полиэфирная пленка типа "МАЙЛАР", заключенная между двумя слоями неплетеного материала, представляющего собой полиэфирную смолу, оклеенную или обтянутую пряжей. Затемняющие слоистые пластики такого типа широко известны в данной области техники и ранее были использованы при изготовлении занавесов для окон других типов. Такой трехслойный пластик имеет, в силу своего строения, большую жесткость, чем большинство однослойных материалов. Поэтому жестко спрессовываемые точки шарнирной подвески могут, при необходимости, изготавливаться из затемняющего слоистого пластика, применяемого в качестве материала лопаток.
В качестве альтернативы, для изготовления занавеса для окон, соответствующего данному изобретению и имеющего максимальный эффект затемнения комнаты, можно формировать из затемняющего слоистого пластика только центральную часть лопаток. Продольные кромки лопаток свободны от затемняющего слоистого пластика, чтобы обеспечивать наличие требуемых точек шарнирной подвески или изгиба вдоль кромок лопаток. Когда затемняющий слоистый пластик имеется только в центральной части лопаток, желательно размещение лопаток поближе друг к другу, чем это делалось в случае применения материалов, описанных выше, чтобы обеспечивалось перекрытие центральных частей лопаток, сделанных из слоистого затемняющего пластика, когда занавес для окон закрывается, при создании максимального эффекта затемнения помещения. Например, для лопатки шириной 25 дюймов, имеющей в центральной части затемняющий слоистый пластик шириной 1,5 дюйма, преимущественное значение перекрытия лопаток составляет около 1,25 дюйма.
Другим возможным материалом для лопаток является винил или пластик из непрозрачного материала и винила. Вообще говоря, винил дает усиленный эффект затемнения помещения, но достаточно пластичен, так что жестко спрессованные точки шарнирной подвески не требуются. Конечно, если это необходимо, можно обеспечить и жестко спрессованные точки шарнирной подвески.
Как уже обсуждалось в отношении первой и второй прозрачных тканей занавеса для окон, если две плетеные ткани кажутся перекрывающими друг друга, то результатом этого может быть интерференционная картина или эффект Муара. Когда в качестве материала лопаток используется затемняющий слоистый пластик, то проблему эффекта Муара при закрытии занавеса для окон можно обойти. Однако, в некоторых случаях может быть желательно использовать в качестве материала лопаток плетеный или вязаный материал. Базовый плетеный материал может давать эффект Муара ввиду того, что такой тип материала имеет структуру очень упорядоченной ортогональной поверхности. Чтобы избежать эффекта Муара при закрытии занавеса для окон, у которого лопатки сделаны из вязаного или плетеного материала, можно использовать в качестве материала лопаток плетение из крепа, потому что такие материалы имеют структуру поверхности, ориентированную гораздо более произвольным образом. В качестве альтернативы, поверхность из плетеного или вязаного материала можно заменить, с целью рандомизации поверхностных волокон, путем зачистки, ворсования или лощения.
Занавесы для окон, имеющие первую и вторую гладкие ткани и лопатки разных цветов и сочетаний цветов, предполагаются соответствующими области данного изобретения. Например, чтобы занавес для окон в раскрытом положении был более прозрачным, можно применить для первой и второй относительно прозрачных тканей темный относительно прозрачный материал, потому что темные цвета отражают меньше света, чем более светлые. Аналогично, прозрачные материалы белого или светлого цвета дают больший эффект просвечивания, когда занавес для окон открыт.
Лопатки могут быть как одного цвета с первой и второй прозрачными тканями, так и другого цвета. Тем не менее, когда материал лопаток был темного цвета, а первая и вторая относительно прозрачные ткани - более светлого или белого цвета, возникала проблема видимости линий клея. Чтобы преодолеть проблему видимости темных линий клея сквозь светлый относительно прозрачный материал в ходе приклеивания лопаток к первой или второй относительно прозрачной ткани, соответствующей данному изобретению, в клей перед его нанесением на материал лопаток добавляют малое количество - около 0,5-1,0% по весу - отбеливающего пигмента. В частности, подходящим отбеливателем является двуокись титана. Добавка такого отбеливающего пигмента в клей исключает проблему темных линий клея, видимых на занавесе для окон, в котором лопатки темного цвета приклеены к более светлой прозрачной ткани.
Приводимое здесь описание предпочтительных вариантов осуществления данного изобретения дается не в целях ограничения объема данного изобретения. Как будет понятно лицу, имеющему опыт в данной области техники, видоизменения и адаптации структуры, способа и устройства описанного выше изобретения будут легко различимы без отступления от духа и объема данного изобретения, причем объем изобретения определяется в пунктах прилагаемой формулы изобретения.
Светорегулирующий занавес для окон, в котором лопатки из ткани приклеены между двумя листами из относительно прозрачного материала таким образом, что относительное перемещение листов в направлении, перпендикулярном продольному направлению лопаток из ткани, изменяет угол расположения лопаток, регулируя таким образом количество света, пропускаемого сквозь штору. Лопатки приклеиваются к листам из отностельно прозрачного материала таким образом, что листы вместе отклоняются в положении, при котором свет не проходит сквозь занавес. Раскрывается сущность способа изготовления и устройства для изготовления занавеса. К особенностям способа относится линейное нанесение клея на материал лопаток, что обеспечивает единообразный внешний вид готового изделия. Раскрывается сущность процесса отладки теплового режима и аппарата, в котором склеенные слои относительно прозрачных тканей и лопаток подаются между ремнями над поверхностями нагрева и охлаждения при неизменных натяжении и прижиме. Это обеспечивает неизменное температурно-размерное соотношение при нагреве слоев занавеса без появления морщин или деформации в ткани в процессе нагрева, постоянно сохраняющийся внешний вид занавеса в процессе его использования. 4 с. и 35 з.п. ф-лы, 14 ил.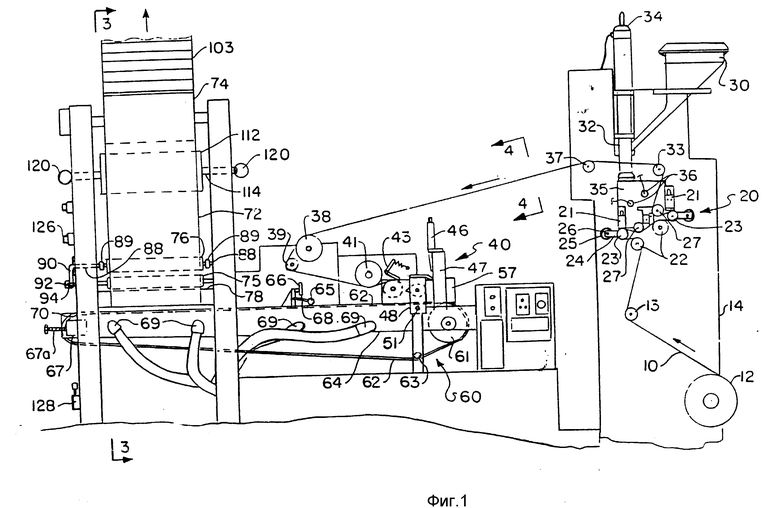
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| FR, патент, 1309194, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 3384519, НКИ 156-65, 1968. | |||
