Изобретение относится к электротермии и может быть использовано в устройствах индукционного нагрева при темрообработке длинномерных заготовок.
Изобретение решает сложную техническую проблему, связанную с обеспечением возможности эффективного нагрева заготовок, например, пучка проволок, в том числе до температур, значительно превышающих точку Кюри (Tk), с разными параметрами нагрева по длине установки, что расширяет ее функциональные возможности и повышает качество заготовок.
Для оценки новизны и изобретательского уровня заявленного решения рассмотрим ряд известных технических средств аналогичного назначения.
В ряде известных решений поставленную задачу пытаются решить за счет дополнительных обмоток с током, устанавливаемых в зонах нагревательной установки, где требуется увеличить или уменьшить нагрев, например, заявка Японии N 57-47554, 1982. Это приводит к повышению индуктивного сопротивления, снижению КПД установки.
Известно индукционное нагревательное устройство, содержащее охватывающую нагреваемое тело главную обмотку, соединенную с источником питания и дополнительные катушки, каждая из которых снабжена регулятором тока с ключевым элементом, а также установленные в зоне действия дополнительных катушек датчики температуры, выходы которых подключены ко входам блока выделения минимального сигнала, (например, авт. св. N 1629994, H 05 B 6/06). Данное устройство также страдает всеми вышеупомянутыми недостатками.
Известна индукционная нагревательная установка, включающая внешнюю обмотку, подключенную к источнику питания, в которой перераспределение мощности нагрева по зонам достигается за счет заранее заданного неравномерного шага витков обмотки в разных ее зонах, причем все зоны обмотки соединены последовательно и подключены к одному источнику питания, (авт.св. N 1152096, H 05 B 6/36).
По наибольшему количеству сходных признаков и достигаемому при использовании результату данное техническое решение выбрано в качестве прототипа изобретения.
Недостатком прототипа, не позволяющими достичь поставленной нами цели, является сложность конструкции и низкие функциональные возможности установки, обусловленные отсутствием возможности быстрой ее переналадки при изменении вида обрабатываемых заготовок или при необходимости изменения количества и параметров зон обработки.
Так изменение распределения мощности нагрева по зонам достигается только посредством дорогостоящей замены всей внешней обмотки установки. При уменьшении диаметра обрабатываемой заготовки или одновременном нагреве нескольких заготовок (пучок проволок) коэффициент полезного действия установки снижается. Для нагрева же заготовок из немагнитного материала, либо для достижения температур, превышающих точку Кюри у ферромагнитных материалов, необходимо использовать высокочастотную установку, что приводит к повышению потерь энергии и усложняет конструкцию.
Задачей изобретения является расширение функциональных возможностей установки, обеспечение возможности любой многозонной обработки на одной установке различного вида длинномерных изделий, повышение качества обработки и упрощение конструкции.
Сущность изобретения выражается в следующей совокупности существенных признаков, достаточной для достижения указанного выше технического результата.
Согласно изобретению индукционная нагревательная установка, включающая внешнюю обмотку, подключенную к источнику питания, снабжена дополнительным индукционно-нагревательным элементом для изменения локальных режимов нагрева, выполненным в виде отрезка трубчатого тела из электропроводного материала, размещенного внутри внешней обмотки и охватывающего обрабатываемую заготовку.
В этом заключается совокупность существенных признаков, обеспечивающая получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правой охраны.
Кроме того, заявленное решение имеет факультативные признаки, характеризующие его частные случаи, конкретные формы его материального воплощения, а именно:
дополнительный индукционно-нагревательный элемент может быть выполнен в виде совокупности отрезков трубчатых тел;
дополнительный индукционно-нагревательный элемент может быть размещен внутри защитной труби;
установка может быть снабжена блоком управления нагревом и по меньшей мере двумя дополнительными измерительными обмотками, индуктивно связанными с внешней обмоткой, причем одна из дополнительных измерительных обмоток установлена на входе установки, а другие в контролируемых зонах установки, при этом выходы всех дополнительных обмоток соединены со входами блока управления, выход которого подключен к источнику питания;
конец отрезка трубчатого тела может быть размещен вне зоны внешней обмотки и отстоять от ее торца;
все отрезки трубчатого тела могут быть последовательно соединены между собой, причем один из крайних отрезков соединен с соответствующим концом внешней обмотки, а другой крайний отрезок и другой конец внешней обмотки присоединены к источнику питания, при этом отрезки по меньшей мере в одной точке заземлены;
по меньшей мере один из отрезков трубчатого тела может быть снабжен продольным разрезом;
длины отрезков трубчатых тел составляют не менее 10% длины внешней обмотки;
отрезки трубчатых тел могут быть выполнены с различной толщиной стенок;
отрезки трубчатых тел могут быть выполнены из различных материалов, имеющих разные удельные сопротивления, магнитные проницаемости и температуры магнитных превращений;
трубчатое тело может быть выполнено их жароупорного материала и заполнено нейтральным газом, например, азотом.
Заявленное техническое решение является новым, так как характеризуется наличием новой совокупности признаков, отсутствующей во всех известных нам объектах техники аналогично назначения.
Непосредственный технический результат. Который может быть получен при реализации заявленной совокупности признаков, заключается в том, что нагрев заготовки происходит как за счет тепла, выделяемого в теле заготовки от наведенных внешних обмоткой вихревых токов, так и за счет тепла, выделяемого в отрезке трубчатого тела и передаваемого от него к заготовке через зазор между ними в основном посредством излучения.
Данный технический результат не является следствием известных свойств, проявляемых рядом порознь известных из других объектов техники признаков, таких как отрезки трубчатых тел, а является свойствами только всей заявленной в первом пункте формулы совокупности признаков, в т.ч. таких полностью новых признаков как взаимное расположение и взаимосвязь элементов устройства.
Получение упомянутого технического результата обеспечивает появление у объекта изобретения в целом ряда новых полезных свойств, а именно, обеспечение возможности простого и быстрого изменения параметров нагрева заготовки по длине установки и обеспечение осуществления широкого спектра различных технологических процессов обработки.
Указанное позволяет признать заявленное техническое решение соответствующим критерию "изобретательский уровень".
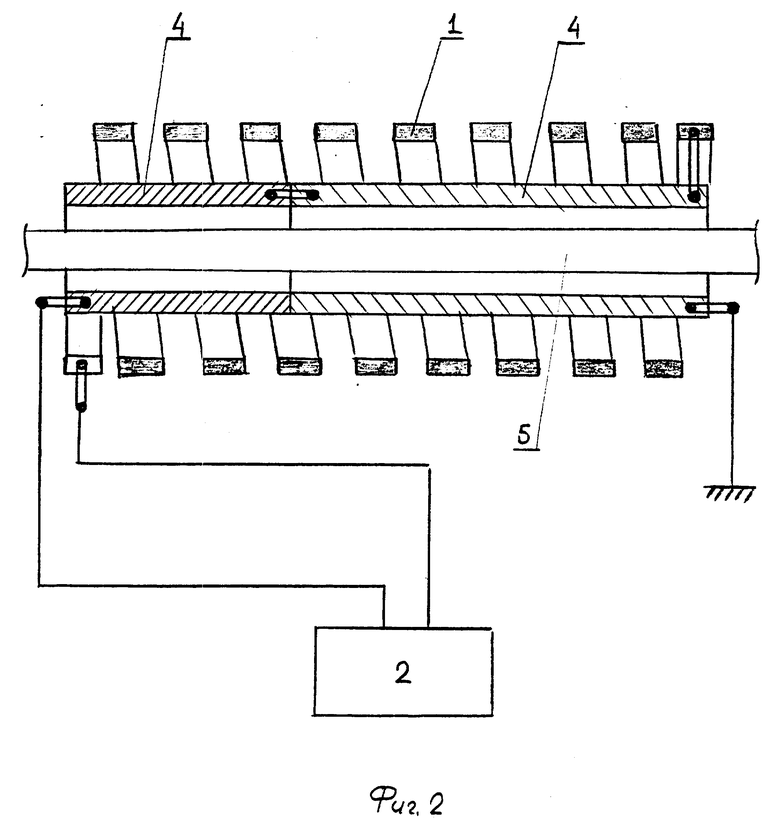
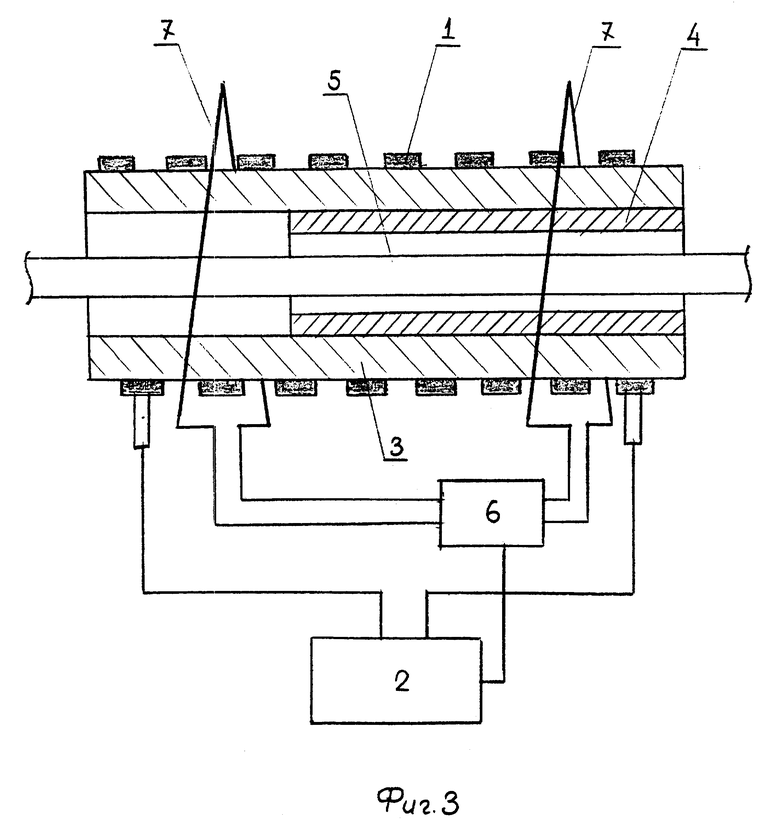
На фиг. 1 представлен общий вид установки; на фиг. 2 - один из вариантов соединения отрезков и внешней обмотки с источником питания (п.6 формулы); на фиг. 3 - вид установки с дополнительными измерительными обмотками (п.4 формулы).
Заявленное устройство содержит внешнюю обмотку 1, подключенную к источнику питания 2 и охватывающую защитную трубку 3, внутри которой размещен дополнительный индукционно-нагревательный элемент, выполненный в виде одного или нескольких отрезков трубчатого тела 4, выполненных из электропроводного материала. Обрабатываемые заготовки 5 располагаются в полостях отрезков трубчатых тел 4. Устройство может быть снабжено блоком управления нагревом 6 и дополнительными измерительными обмотками 7.
Устройство работает следующим образом.
От источника питания 2 по внешней обмотке 1 протекает переменный ток, создающий продольное магнитное поле и циркулярные вихревые токи в отрезке трубчатого тела 4 и в обрабатываемой заготовке 5. При этом электромагнитная энергия, поступающая из источника питания 2 через внешнюю обмотку 1 в отрезке 4 и заготовке 5 преобразуется в тепловую энергию и нагревают эти элементы установки.
Защитная трубка 3 обеспечивает механическую, электрическую и тепловую изоляцию внутренних элементов 4 и 5 установки от находящейся под напряжением интенсивно охлаждаемой внешней обмотки 1.
Мощность тепловыделения вдоль индукционной установки на отдельных локальных ее участках определяется местоположения, геометрическими параметрами (длиной, толщиной, диаметром) и электромагнитными свойствами (удельный сопротивлением, магнитный проницаемостью) заготовки или совокупности (пучка) заготовок 5, которые выбираются в соответствии с заданным температурным режимом нагрева заготовки и с учетом ее размеров, материала и скорости перемещения в установке.
Рассмотрим некоторые конкретные примеры работы установки при решении различных технических задач.
Для высокотемпературного отжига стальной сварочной проволоки, непрерывно проходящей через установку, производится ее двухзонный нагрев. В первой входной зоне предварительного нагрева дополнительный индукционно-нагревательный элемент в виде отрезка трубчатого тела 4 и может отсутствовать и нагрев проволоки происходит за счет индукционного тепловыделения в самой проволоке, достигая температуры магнитных превращений. Во второй выходной зоне конечного нагрева с помощью дополнительного индукционно-нагревательного трубчатого элемента 4 происходит догрев проволоки до более высокой температуры за счет индукционного тепловыделения в отрезке трубчатого тела 4 и передачи тепла к проволоке в основном излучением.
Если в первой зоне установлен отрезок трубчатого тела 4 с продольным резервом, то эта зона может быть укорочена, поскольку в ней имеется дополнительное тепло, выдляющееся в отрезке трубчатого тела 4.
Для получения промежуточной зоны стабилизированного нагрева в ней может быть установлен отрезок трубчатого тела 4 с продольным разрезом, выполненный из материала с необходимой температурой магнитных превращений, например, из соответствующего сплава железа с кобальтом (диапазон температур 700 - 1100oC) или железа с никелем (300 - 700oC). В этой зоне при любых плановых или непреднамеренных изменениях режима температура практически не превысит значения Tк.
Если выходной отрезок трубчатого тела 4 размещен вне зоны внешней обмотки 1 и отстоит от ее торца, то заготовка по выходе ее из установки остывает плавно. Нейтральный газ, например, азот, заполняющий трубчатое тело 4, может изменять режим остывания заготовки, защищать заготовку от образования окалины.
Если асе отрезки трубчатого тела 4 последовательно соединены между собой и заземлены по крайней мере в одной точке, причем один из крайних отрезков соединен с соответствующим концом внешней обмотки 1, а другой крайний отрезок и другой конец обмотки 1 присоединены к источнику питания 2, то на проходящей через установку заготовке 5 резко снижается продольное индуктированное напряжение, благодаря чему устраняется искрение в поддерживающих и направляющих заготовку металлических заземленных элементах конструкции установки, также значительно ослабляется внешнее магнитное поле. Таким образом повышается качество обработки заготовки и электробезопасность установки.
Опытным путем доказано, что повышения эффективности установки длины отрезков трубчатого тела 4 должны составлять не менее 10% длины внешней обмотки 1.
В установке, снабженной блоком управления нагревом 6 и дополнительными измерительными обмотками, индуктивно связанными с внешней обмоткой 1, разности напряжений в дополнительной обмотке, установленной на входе установки, и в обмотке, установленных в нескольких контролируемых зонах, претерпевают скачок и изменяют знак при достижении в этих зонах температуры магнитного превращения вследствие скачка магнитных свойств материала заготовки и трубчатых тел. Поэтому данные разности напряжений являются простым и надежным сигналом для устойчивой работы системы регулирования источника питания, обеспечивающей повышение качества обработки заготовки и КПД установки.
Возможность промышленного применения заявленного технического решения подтверждается успешной опытно-промышленного образца установки, реализованного на предприятии-заявителе.
Использование заявленного решения по сравнению со всеми известными средствами аналогичного назначения обеспечивает следующие преимущества:
широкие функциональные возможности, позволяющие на одной и той же установки производить любую многозонную обработку различного вида длинномерных изделий посредством простой и оперативной замены или перестановки дополнительных индукционно-нагревательных элементов;
повышение качества обработки изделий, снижение оскалины, исключение искрения, перегрева и пережога в поддерживающих и направляющих заготовку элементах конструкции;
повышение устойчивости работы системы регулирования, повышение КПД установки;
- повышение электробезопасности установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2003 |
|
RU2254691C2 |
| СПОСОБ ОГРАНИЧЕНИЯ ВРЕДНОГО ВЛИЯНИЯ НА ОБЪЕКТЫ ОКРУЖАЮЩЕЙ СРЕДЫ БИПОЛЯРНОЙ ЭЛЕКТРОПЕРЕДАЧИ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2094921C1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБНЕЙ ВАГОННЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2093333C1 |
| Многозонный датчик температуры | 2024 |
|
RU2834589C1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА С СЕКЦИОНИРОВАННЫМ ИНДУКТОРОМ | 2003 |
|
RU2256303C2 |
| Индукционное нагревательное устройство | 1988 |
|
SU1629994A1 |
| СКВАЖИННЫЙ ПОДОГРЕВАТЕЛЬ | 2006 |
|
RU2317401C1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА С СЕКЦИОНИРОВАННЫМ ИНДУКТОРОМ (ВАРИАНТЫ) | 2002 |
|
RU2240659C2 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПРОФИЛЕЙ ТИПА ПОВЕРХНОСТЬ - РЕБРО | 1996 |
|
RU2105647C1 |
Изобретение относится к электротермии и может быть использовано в устройствах в устройствах индукционого нагрева при термообработке длинномерных заготовок. Сущность изобретения: устройство содержит внешнюю обмотку, подключенную к источнику питания и охватывающую защитную трубку, внутри которой размещен дополнительный индукционно-нагревательный элемент, выполненный в виде одного или нескольких отрезков трубчатого тела, выполненных из электропроводного материала. Обрабатываемые заготовки располагаются в полостях отрезков трубчатых тел. Устройство может быть снабжено блоком управления нагревом дополнительными измерительными обмотками. Использование заявленного решения по сравнению со всеми известными средствами аналогичного назначения обеспечивает эффективный нагрев заготовок. 9 з.п. ф-лы, 3 ил.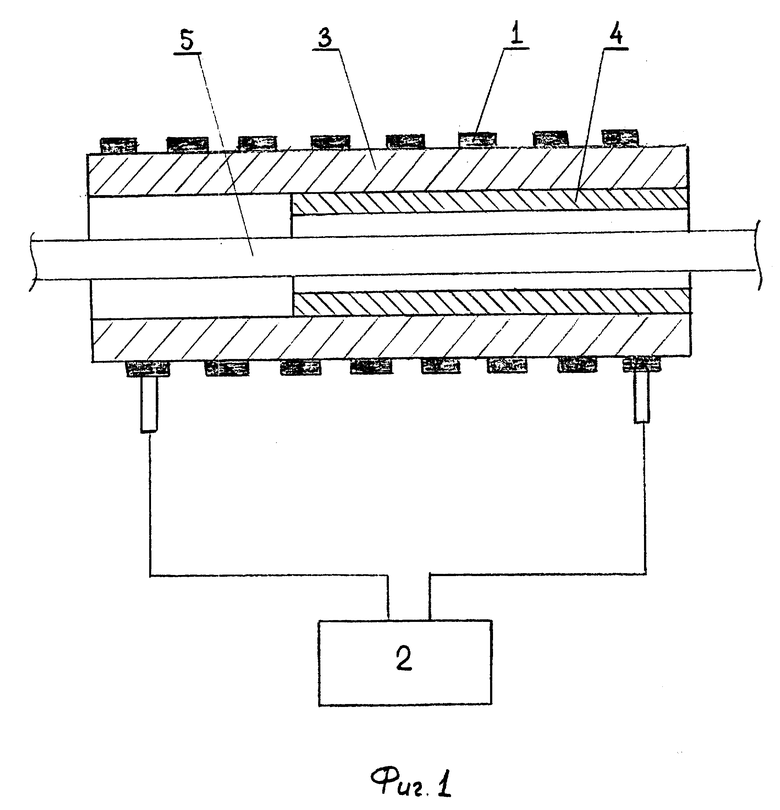
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, заявка, 57-47554, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1629994, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1152096, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
