Изобретение относится к средствам для термической обработки металлов и может быть использовано в устройствах для сквозной термической обработки стальных длинномерных изделий (например, пучков стальной движущейся проволоки, ленты, прутков и тому подобное) с целью достижения заданных свойств по прочности и другим физико-механическим показателям.
Для оценки новизны и технического уровня заявленного решения рассмотрим ряд известных заявителю технических средств аналогичного назначения, характеризуемых совокупностью сходных с заявленным изобретением признаков.
Известна индукционная нагревательная установка, включающая дополнительные нагревательные обмотки, установленные в зонах, где необходимо увеличить или уменьшить нагрев, см. заявка Японии №57-47554. Дополнительные обмотки повышают индуктивное сопротивление установки и снижают ее коэффициент полезного действия.
Известна индукционная нагревательная установка, содержащая охватывающую нагреваемое тело главную обмотку, соединенную с источником питания, и дополнительные катушки, каждая из которых снабжена регулятором тока с ключевым элементом, а также установленные в зоне действия дополнительных катушек датчики температуры, выходы которых подключены ко входам блока выделения минимального сигнала, см. а.с. СССР №1629994, Н 05 В 6/06.
Известна индукционная нагревательная установка, включающая внешнюю обмотку, подключенную к источнику питания, в которой перераспределение мощности нагрева по зонам обеспечивается за счет заранее заданного неравномерного шага витков обмотки в различных ее зонах, см. а.с. СССР №1152096, H 05 B 6/36.
Недостатком данных аналогов являются ограниченные функциональные возможности, связанные со сложностями переналадки установки при изменении вида обрабатываемых заготовок или количества и параметров зон обработки.
Эти недостатки частично устранены в известной индукционной нагревательной установке, включающей подключенную к источнику питания внешнюю обмотку с зонами нагрева, обеспечивающую многозонную обработку непрерывно проходящих через установку длинномерных изделий, в которой зоны нагрева образованы дополнительным индукционно-нагревательным элементом для изменения локальных режимов нагрева, выполненным в виде отрезка трубчатого тела или совокупности отрезков трубчатых тел из электропроводного материала, размещенных внутри внешней обмотки и охватывающих обрабатываемую заготовку, см. патент РФ №2103843, Н 05 В 6/36.
По наибольшему количеству сходных признаков и достигаемому при использовании результату данное техническое решение выбрано в качестве прототипа заявляемого изобретения.
Недостатками прототипа, не позволяющими достичь поставленной нами цели, являются:
- недостаточно высокая степень однородности качественных показателей по длине обрабатываемых изделий,
- ограниченная номенклатура изделий по площади поперечного сечения,
- высокие тепловые потери, снижающие коэффициент полезного действия установки.
В основу настоящего изобретения положено решение задачи расширения функциональных возможностей установки за счет повышения степени однородности качественных показателей по длине обрабатываемых заготовок, обеспечения возможности обработки заготовок в более широком диапазоне площадей поперечного сечения, снижения тепловых потерь и повышения коэффициента полезного действия установки.
Сущность заявляемого изобретения выражается в следующей совокупности существенных признаков, достаточной для достижения указанного выше обеспечиваемого изобретением технического результата для термической обработки длинномерных заготовок, включает блок индукционного нагрева, содержащий подключенную к источнику питания внешнюю обмотку, обеспечивающую нагрев непрерывно проходящих через установку длинномерных заготовок, характеризуется тем, что блок индукционного нагрева снабжен блоком догрева или охлаждения заготовок до требуемых температур и термостатом для регулируемого охлаждения заготовок, расположенными последовательно с блоком индукционного нагрева и образующими с ним единую технологическую линию термической обработки заготовок, при этом блок догрева выполнен в виде муфельной печи, снабженной муфельной трубкой и совокупностью охватывающих ее тепловыделяющих элементов, выполненных в виде спирали, подключенной к дополнительному источнику питания.
В этом заключается совокупность существенных признаков, обеспечивающая получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Кроме того, заявленное решение имеет ряд факультативных признаков, характеризующих частные случаи его материального воплощения, а именно:
- внешняя обмотка может быть снабжена дополнительным индукционно-нагревательным элементом для изменения локальных режимов нагрева, выполненным в виде отрезка трубчатого тела или совокупности отрезков трубчатых тел из электропроводного материала, размещенных внутри внешней обмотки и охватывающих обрабатываемую заготовку;
- блок догрева или охлаждения заготовок может быть выполнен в виде секций с раздельным питанием;
- часть секций блока догрева или охлаждения заготовок может быть расположена перед блоком индукционного нагрева;
- термостат может быть выполнен в виде выложенного футеровкой желоба, снабженного совокупностью распределенных по его длине крышек;
- термостат может быть выполнен в виде ванн, заполненных расплавами различных веществ при постоянной температуре, например расплавом свинца, расплавом парафина и т.п.,
- блок индукционного нагрева может быть снабжен системой автоматического контроля и управления температурой магнитных превращений стали (точкой Кюри), а блок догрева или охлаждения заготовок - системой автоматического контроля и управления температурой муфельной трубки.
Заявителем не выявлены источники, содержащие информацию о технических решениях, совокупность признаков которых совпадают с совокупностью отличительных признаков заявленного изобретения, что позволяет сделать вывод о его соответствии критерию "новизна".
За счет реализации отличительных признаков изобретения (в совокупности с признаками, указанными в ограничительной части формулы) достигаются важные новые свойства объекта. В предложенном техническом решении обеспечивается широкий диапазон регулирования скорости нагрева и охлаждения термообрабатываемых заготовок, а также достигается существенное уменьшение тепловых потерь и, следовательно, коэффициента полезного действия установки за счет использования в блоке догрева совокупного нагрева муфеля путем индукционных токов и теплопередачи излучением и кондукцией от тепловыделяющих элементов.
Отдельные отличительные признаки заявленного изобретения (средства индукционного нагрева, муфельная печь, термостатические ванны) известны из уровня техники, однако заявителю не известны какие-либо публикации, которые содержали бы сведения о влиянии данных отличительных признаков изобретения на достигаемый технический результат. В связи с этим, по мнению заявителя, можно сделать вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Сущность изобретения поясняется чертежом, на котором изображен продольный разрез установки для сквозной термической обработки непрерывно движущегося пучка стальной проволоки.
Она включает в себя блок индукционного нагрева I, блок догрева или охлаждения II и термостат III, которые расположены последовательно, образуя единую технологическую линию термической обработки заготовок.
Блок I индукционного нагрева пучка проволоки 1 включает подключенную к источнику питания повышенной частоты 2 внешнюю обмотку 3. Температура проволоки 1 в блоке I регулируется системой 4 автоматического контроля и регулирования температуры магнитных превращений стальной проволоки (точки Кюри). Внутри блока I по всей длине расположена трубка 5 из огнеупора (например, керамики либо иного стойкого к механическому истиранию материала), которая является теплоизолятором и электрическим изолятором между витками обмотки 3 и пучком отжигаемой проволоки 1, которая заземлена, так как во время движения касается направляющих устройств, приваренных к заземленной станине установки. Внутри трубки 5 располагается трубчатый индукционно-нагревательный элемент 6.
Блок догрева или охлаждения II пучка проволоки 1 представляет собой муфельную печь, нагревательным элементом которой является муфельная трубка 7, на поверхности которой, отделенные от нее трубкой из электроизоляционного материала 8, размещены в виде спирали тепловыделяющие элементы 9. Тепловыделяющие элементы 9 соединены с дополнительным источником питания 10, основные параметры которого: частота питающего тока, мощность и тому подобное могут отличаться от аналогичных параметров источника питания блока индукционного нагрева I. Температура проволоки 1 в блоке догрева или охлаждения фиксируется системой автоматического регулирования и контроля 11. Муфельная печь с целью снижения тепловых потерь снабжена футеровкой 12.
Термостат III для регулируемого охлаждения заготовок 1 выполнен в виде выложенного футеровкой 13 желоба, снабженного совокупностью распределенных по его длине крышек 14.
Устройство используют следующим образом.
В блоке I производится индукционный нагрев проволоки 1 до промежуточной температуры, но не выше точки Кюри, равной в зависимости от химического состава стали примерно 715-730°С. Нагрев осуществляется индукционными токами, возбуждаемыми непосредственно в теле каждой из ниток пучка движущейся проволоки 1 под действием электромагнитного поля, создаваемого внешней обмоткой 3. Блок I выполнен в виде индуктора, генератора и компенсирующих емкостей, связанных в единую электрическую цепь с помощью шин. Индуктор может состоять из 1-й и более секций, электрически соединенных между собой последовательно или параллельно в зависимости от диаметра и электроaналитических свойств обрабатываемых заготовок 1, а также иметь индукционно-нагревательный элемент 6. Секции индуктора охлаждаются водой. В качестве источника питания индукционной установки может быть использован, например, генератор средней частоты требуемой мощности.
В блоке II производится дополнительный нагрев (но не выше 1200°С) либо охлаждение проволоки 1 до требуемой температуры, при которой ее прочностные свойства и микроструктура соответствуют требованиям. Регулируемое изменение температуры проволоки в муфельной печи осуществляется путем передачи тепловой энергии от муфельной трубки 7 к проволоке за счет излучения и конвекции. В свою очередь муфельная трубка 7 нагревается сложным образом, во-первых, за счет индукционных токов в ее стенках, возбуждаемых переменным магнитным полем, создаваемым тепловыделяющими элементами 9, и, во-вторых, за счет процессов теплопередачи от тепловыделяющих элементов 9 на основе излучения тепла и кондукции.
В блоке III производится регулируемое охлаждение проволоки 1 по заданному закону. Регулирование скорости охлаждения осуществляется с помощью крышек 14 термостата, которые позволяют изменять время нахождения заготовок в термостате и на открытом воздухе и обеспечивают заданный режим охлаждения.
Возможность промышленного применения заявленного технического решения подтверждается известными и описанными в заявке средствами и методами, с помощью которых возможно осуществление изобретения в том виде, как оно охарактеризовано в формуле изобретения. Предложенное устройство может быть изготовлено промышленным способом из известных материалов с использованием известных технологий и технических средств (генератор, индуктор, муфельная печь),что обуславливает, по мнению заявителя, его соответствие критерию «промышленная применимость».
Использование заявленного решения по сравнению со всеми известными средствами аналогичного назначения обеспечивает следующие преимущества:
- высокий коэффициент полезного действия установки за счет уменьшения тепловых потерь в секциях индукционного нагрева и догрева,
- снижение затрат энергии на термическую обработку изделий,
- высокую степень однородности качественных показателей по длине изделий, а также от изделия к изделию при сквозной термообработке пучков заготовок,
- широкий диапазон регулирования скорости нагрева и охлаждения заготовок и, как следствие, высокое качество готовых изделий,
- высокую степень адаптации к обработке длинномерных изделий, различных по химическому составу их материала и поперечным размерам,
- возможность встраивания в технологические линии иного назначения, работающие на переменном и постоянном токе: кислотная очистка поверхности заготовок, меднение, сушка, протяжка и тому подобное.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННАЯ НАГРЕВАТЕЛЬНАЯ УСТАНОВКА | 1996 |
|
RU2103843C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2215797C1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Применение двухчастотного индукционного комплекса для нагрева стальных ферромагнитных заготовок под пластическую деформацию | 2022 |
|
RU2799484C1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Способ нагрева длинномерных изделий | 1980 |
|
SU1016374A1 |
| ПОЛОЕ АЭРОЗОЛЬНОЕ ИЗДЕЛИЕ СО СЛОЯМИ ТРУБЧАТОГО СУБСТРАТА | 2020 |
|
RU2782823C1 |
| СКВАЖИННЫЙ ПОДОГРЕВАТЕЛЬ | 2006 |
|
RU2317401C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ИЗДЕЛИЙ ИЗ ЦИРКОНИЯ И ЕГО СПЛАВОВ | 2008 |
|
RU2382120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНОГО СТРУКТУРНОГО БЛОКА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2024 |
|
RU2838697C1 |
Изобретение относится к средствам для термической обработки металлов и может быть использовано в устройствах для сквозной термической обработки стальных длинномерных изделий (например, пучков стальной движущейся проволоки, ленты, прутков и тому подобное) с целью достижения заданных свойств по прочности и другим физико-механическим показателям. В блоке (I) производится индукционный нагрев проволоки до промежуточной температуры, но не выше точки Кюри, равной в зависимости от химического состава стали примерно (715-730)°С. В блоке II производится дополнительный нагрев (но не выше 1200°С) либо охлаждение проволоки до требуемой температуры, при которой ее прочностные свойства и микроструктура соответствуют требованиям. В блоке III производится регулируемое охлаждение проволоки по заданному закону. Регулирование скорости охлаждения осуществляется с помощью крышек (13) термостата, которые позволяют изменять время нахождения заготовок в термостате и на открытом воздухе и обеспечивают заданный режим охлаждения. 6 з.п. ф-лы, 1 ил.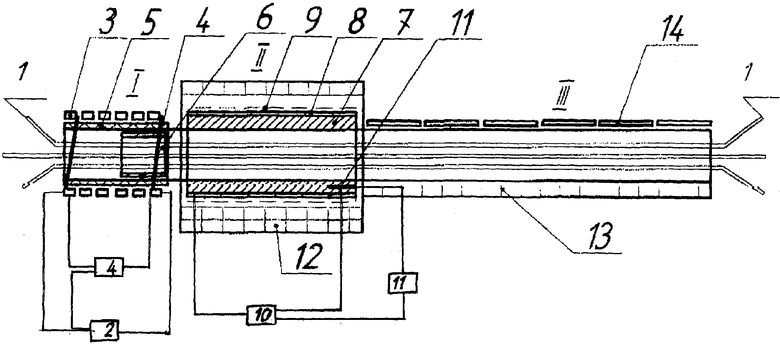
| ИНДУКЦИОННАЯ НАГРЕВАТЕЛЬНАЯ УСТАНОВКА | 1996 |
|
RU2103843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГИ ДЛЯ ПЕРФОРАТОРНОГО БУРЕНИЯ ШПУРОВ | 1999 |
|
RU2170769C1 |
| Способ термической обработки сварного соединения | 1990 |
|
SU1786146A1 |
| Установка для нагрева изделий | 1977 |
|
SU753911A1 |
| УСТРОЙСТВО для НАГРЕВА ДЕТАЛЕЙ | 0 |
|
SU370250A1 |
| US 4447690 A, 08.05.1984. | |||

