Способ касается высокочастотной сварки (ВЧС) и может быть использован при изготовлении профилей типа тавр, двутавр, оребренных (продольно и спирально) труб, оребренных листовых панелей и других подобных изделий.
Известно изготовление изделий типа поверхность ребро, а частности оребренных труб, методом ВЧС [1] Способ включает сведение свариваемых элементов (заготовок) под острым углом с образованием V-образной щели с вершиной в точке схождения, предварительный подогрев поверхности (трубы) и разогрев обоих элементов путем пропускания тока высокой частоты (ТВЧ), затем сжатие их в точке схождения. Предварительный подогрев поверхности необходим для выравнивания температуры нагрева свариваемых элементов в точке схождения. Осуществляется этот нагрев при помощи концентратора, т.е. элемента, создающего дополнительную ЭДС в зоне предварительного подогрева.
Как известно, принципиально ВЧС обеспечивает получение изделий высокого качества. Однако на практике результат определяется близостью реальных режимов и условий к оптимальным, обеспечивающим равенство или близость значений температур элементов в месте схождения и, как следствие, высокое качество сварного соединения.
Недостатком описанного способа является то, что для реализации высокого качества сварного соединения на практике необходима большая поисковая работа, заключающаяся в оптимизации режимов сварки (скорости сварки, угла схождения, геометрических параметров, мест расположения концентратора и токоподводов и др. ) в зависимости от геометрических теплофизических параметров свариваемых элементов (толщин, физических свойств материалов и др.). Поэтому дальнейшее развитие методов ВЧС профилей типа поверхность-ребро идет по пути поиска конкретных условий достижения указанного оптимума.
Известен способ (прототип), реализуемый в устройстве для спирального оребрения труб [2] включающий сведение трубы (поверхности) и ребра (ребра) с образованием V-образной щели с вершиной в точке схождения, предварительный нагрев трубы по оси сварки при помощи индуктирующего провода (концентратора), охватывающего трубу и расположенного вдоль оси сварки между точкой схождения и токоподводом к поверхности, нагрев элементов ТВЧ и последующее их сдавливание в точке схождения.
В этом случае обеспечивается экономичность нагрева, так как прогревается узкая полоска на поверхности вдоль оси сварки, и высокое качество сварки, так как обеспечивается выравнивание температуры нагрева ребра и зоны сварки на поверхности. Однако, как показывает практика, для получения оптимального результата высокого качества сварного соединения при минимальной потребляемой мощности выполнения условий, предлагаемых способом-прототипом, недостаточно.
Как известно, процесс ВЧС является так называемым PT-процессом, т.е. качественное сварное соединение образуется при определенном давлении P и температуре T, равной или близкой по значению на обоих свариваемых элементах. Разогрев происходит за счет протекания ТВЧ от точки подвода тока к ребру по кромке ребра через точку схождения элементов, затем по поверхности под концентратором (по узкой полосе) к точке подвода тока к поверхности.
Если длина кромки ребра Lp (т.е. расстояние от точки токоподвода до точки схождения свариваемых элементов) вдоль оси сварки мала, то значительная часть тока не переходит с боковой поверхности ребра, к которой он подводится, на свариваемую кромку, а проходит по этой поверхности, разогревая ее, и переходит на поверхность за точкой схождения, минуя кромку ребра и точку схождения. В результате кромка ребра не догревается, а разогретое ребро приобретает повышенную пластичность и передать сварочное давление к месту сварки не удается (ребро теряет устойчивость, подгибается, высаживается и т.д. ). В этих условиях получить качественное сварное соединение невозможно.
Если длина кромки ребра Lp велика, то кромка перегревается, и, чтобы добиться равной или близкой по значению температуры на поверхности, приходиться увеличивать зону предварительного нагрева вдоль оси сварки, т.е. увеличивать длину концентратора Lк. Это приводит к двум нежелательным последствиям: снижению локальности нагрева и появление значительных шунтирующих токов через элементы механической системы. При больших Lк (т.е. больших временах нагрева) увеличивается рассеяние тепла как в глубь поверхности, так и по поверхности. Это приводит к тому, что ребро при сжатии элементов глубоко внедряется в тело поверхности с образованием вертикальных надрезов, а также к тому, что для достижения необходимой температуры требуются большие затраты энергии. Шунтирующие токи через элементы механической системы возникают вследствие того, что большая длина концентратора обуславливает индуктивность системы токоподводов, сопоставимую с индуктивностью элементов по пути тока через механическую систему. В результате возникает разогрев элементов механической системы и появляются дополнительные потери мощности.
Таким образом видно, что достижение желаемого технического эффекта - равенства или близости значений температур свариваемых элементов в точке сжатия определяется длиной кромки ребра Lp, длиной элемента, обеспечивающего предварительный подогрев поверхности вдоль оси сварки Lк, и их соотношением. В частности, эксперименты показывают, что охват трубы более чем одним витком по спиральной линии любого диаметра (прототип) приводит к нагреву всей трубы (поверхности), что определяет низкую производительность процесса, высокие энергозатраты и низкое качество изделия. Это является недостатком прототипа.
Как известно, температурные условия процесса ВЧС зависят от многих факторов, определяющими из которых являются: частота сварочного тока f, мощность источника питания, скорость сварки V, угол схождения элементов, толщина и длина индуктирующего провода концентратора, геометрия и теплофизические свойства материалов свариваемых элементов. Обычно в реальных условиях возможности вариаций таких параметров как частота сварки, угол сведения элементов, скорость сварки в непрерывном процессе достаточно жестко определяются имеющимся оборудованием. Толщина ребра dp и свойства материалов также являются заданными в каждом конкретном случае. Толщина индуктирующего провода жестко связана с толщиной ребра dp. Таким образом, для каждого конкретного случая при поиске оптимальных режимов процесса приходиться искать сочетание таких параметров как длина ребра, длина элемента, обеспечивающего предварительный нагрев, в зависимости от заданных других условий.
Предлагаемое изобретение решает задачу оптимизации условий сварки. Эффект достигается благодаря тому, что определяющие результат параметры Lp и Lк выбираются по установленному правилу в зависимости от таких параметров, как dp и V, которые в реальных условиях либо однозначно заданы (dp) либо не дают возможности широкого выбора (V).
Поставленная задача решается тем, что в известном способе, включающем сведение поверхности и ребра с образованием V-образной щели с вершиной в точке схождения, осуществление предварительного нагрева поверхности при помощи элемента, создающего дополнительную ЭДС и длиной вдоль оси сварки Lк, осуществление нагрева поверхности и ребра путем пропускания тока высокой частоты, подводимого при помощи токоподводов, установленных на определенных расстояниях от точки схождения вдоль оси сварки, причем зона предварительного нагрева располагается между токоподводом к поверхности и точкой схождения, последующее сдавливание поверхности и ребра в точке схождения, в отличие от известного токоподвод к ребру располагают на расстоянии Lр от точки схождения, определяемом по формуле
где
Lр- расстояние вдоль оси сварки между токоподводом к ребру и точкой схождения, мм;
k1-коэффициент, равный 0,6 1,4;
dр-толщина "ребра", мм,
а для предварительного нагрева поверхности используют элемент длиной Lк, определяемой из соотношения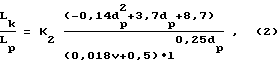
где
Lк- длина элемента для предварительного нагрева, мм;
k2- коэффициент, равный 0,8-1,1;
V-скороcть сварки, м/мин;
e основание натурального логарифма.
Используются размерности величин, принятые в данной области техники.
Оптимальными условиями сварки являются условия, при которых обеспечивается равенство или близость значений температур свариваемых элементов в точке схождения и, как следствие, минимальная потребляемая мощность процесса при высоком качестве сварного соединения. Приведенные условия (1), (2) не известны из современного уровня техники. Многочисленные экспериментальные исследования, включающие теоретическую интерпретацию полученных данных, позволили выявить неочевидную корреляцию оптимальных значений Lр и Lк с другими параметрами процесса и сварочных устройств. Оптимальные значения этих параметров находятся в зависимости от толщины ребра dр и скорости сварки V. Скорость, влияющая на время нагрева элементов под сварку, определяет, в свою очередь, скорость тепловой диффузии, а значит объем нагреваемого металла и. следовательно, энергоемкость процесса и качество сварки. С учетом выявленных взаимосвязей были построены графики оптимального значения длины Lк и соотношения Lк и Lр в зависимости от толщины ребра dр. Затем была осуществлена аппроксимация полученных зависимостей при помощи нетривиального, специально разработанного математического аппарата. В результате получены зависимости (1), (2).
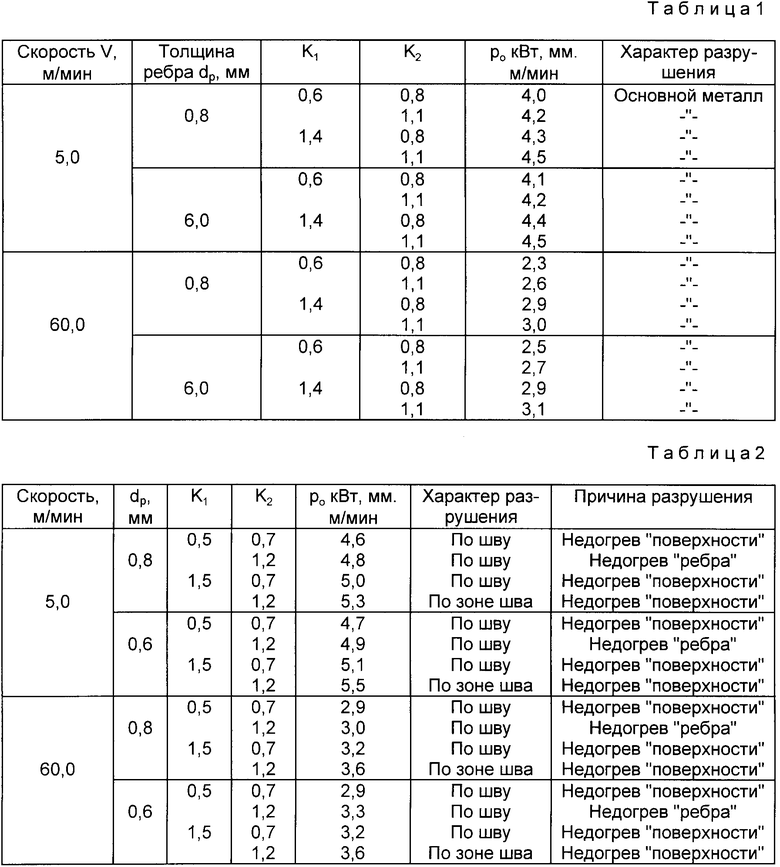
Коэффициент k1 учитывает разброс определяющих величину Lр параметров, при которых значения Lр можно считать оптимальными. Коэффициент k2 учитывает разброс теплофизических параметров материалов и возможность сварки профилей в условиях, когда температура по крайней мере одного из элементов отличается от температуры плавления (за счет некоторого температурного интервала свариваемости в условиях PT-процесса). В формуле (2) учтен разброс реальных значений скорости сварки (5-60 м/мин) путем введения веса этого параметра, полученного экспериментально. Границы значений k1 и k2 определяют границы значений Lр и Lк, в пределах которых достигается требуемый технический результат. Для определения величин k1 и k2, а также проверки полученных выражений (1), (2) была проделана значительная экспериментальная работа по сварке профилей различного типа и номенклатуры. Результаты экспериментов для граничных значений и значений, выходящих за пределы указанных величин k1 и k2, приведены в табл. 1, 2 соответственно.
Значения V и dр, приведенные в табл. 1, 2, соответствуют реальным предельным значениям.
Для характеристики эффективности нагрева при ВЧС [4, с.10] удобно использовать понятие приведенной мощности p0P~/ dр•V кВт/мм•м/мин, где P~ мощность по высокой частоте, кВт; dр- толщина ребра, мм; V- скорость сварки, м/мин (приведены размерности величин, принятые в данной области техники). Эта величина является интегральным параметром, позволяющим оценить энергоемкость процесса. Для получения качественного сварного соединения необходимо обеспечить вполне определенное температурное распределение по сечению свариваемых заготовок, т.е. вложить в определенные зоны сечения заготовки определенное количество тепла. Если мощность по крайней мере в одном элементе недостаточна, это определит различные дефекты сварного соединения [3] Если мощность избыточна, это обусловит нагрев зон, не участвующих в образовании сварного соединения, что, в свою очередь, обусловит как дефекты сварного соединения, так и избыточные потери мощности. Исходя из рассчитанного объема металла свариваемых заготовок, поверочных экспериментов с нагревом разных сечений и анализа качества полученных соединений установлено, что значения P0, соответствующее оптимальным условиям сварки, не превышает 4,5 кВт/мм•м/мин.
Под качественным следует понимать сварное соединение, которое при нагрузке испытывает разрушение по основному металлу при значениях не ниже предела прочности данной марки материала (т.е. сварной шов прочнее основного материла за счет некоторого усиления у основания шва) [3]
Таким образом, из приведенных в табл. 1, 2 данных вытекает, что совокупность условий, определяемых формулами (1), (2), обеспечивает выполнение поставленной задачи. Т.е. предлагаемая совокупность существенных признаков является необходимой и достаточной для достижения технического результата, обеспечивающего выполнение поставленной задачи.
На чертеже представлена схема расположения элементов в процессе реализации заявленного способа на примере изготовления спирально оребренных труб.
На чертеже приняты следующие обозначения: 1 -труба (поверхность), 2 - ребро (ребро), 3 элемент для предварительного подогрева полки (концентратор) в виде индуктирующего провода, 4 токоподвод к трубе, 5 токоподвод к ребру, 6 точка схождения ребра и трубы (вершина V-образной щели), 7 ось сварки, 8 источник ТВЧ. Предлагаемый способ реализуется на стандартном промышленном оборудовании. При этом не требуется даже изготовление дополнительной оснастки.
Примером конкретного выполнения может служить способ изготовления тонкостенного таврового профиля для тормозных колодок на промышленной линии сварки в производственном объединении АвтоЗАЗ (Украина, г. Запорожье).
Параметры заготовок: толщина ребра (dр) 1,5 мм; толщина полки (dп) 2,о мм; ширина заготовок 30,0 мм; материал малоуглеродистая сталь Ст3.
Источник питания: радиочастотный генератор типа ВЧС 3-250/0,44, частотой 440 кГц, мощностью 250 кВт (по высокой частоте). Скорость перемещения заготовок (скорость сварки) составляет 17 м/мин.
В качестве концентратора применяется индуктирующий провод толщиной 3 мм, располагаемый вдоль оси сварки. Расстояние до токоподвода к ребру определялось по формуле (1) и равно 14 мм (k1 выбран равным 1). В соответствии с этим и формулой (2) длина индуктирующего провода выбрана равной 160 мм (k2 выбран равным 1). Подвод тока к полке производится в точке, отстоящей от точки схождения на расстоянии 185 мм.
Свариваемые заготовки сводят с образованием V-образной щели за счет изгиба полки по радиусу 150 мм. После этого устанавливают токоподводы на указанных расстояниях от точки схождения. Устанавливают индуктирующий провод, включают перемещение свариваемых заготовок, после чего включают источник питания и устройство сдавливания нагретых заготовок. Сварка осуществляется в непрерывном режиме. Колебательная мощность от источника питания 102,5 кВт (по замерам). Приведенная мощность в данном случае равняется p0= 4,02 кВт/мм•м/мин, что соответствует диапазону минимально потребляемой мощности. Испытание полученных тавровых профилей показало высокое качество изделий: при испытаниях на отрыв от полки 10-ти образцов, вырезанных из каждого метра профиля длиной 10 м, во всех случаях разрушение происходило по основному материалу ребра вне зоны термического влияния при значениях предела прочности, равных 47 49 кг/ мм кв, т.е. значениях, соответствующих пределу прочности данной стали.
Таким образом, заявляемый способ высокочастотной сварки профилей типа поверхность ребро позволяет получать изделия высокого качества при минимальных энергозатратах на стандартном промышленном оборудовании.
Литература
1. Шамов В.А. Лунин И.В. Иванов В.Н. Высокочастотная сварка металлов. - Л. Машиностроение, 1977, с.178-182.
2. Авт. св. SU N 944841, кл. B 23 K10/00, 31/08, оп. 23.05.82.БИ N 27 В. Л.Кулжинский и др. Устройство для спирального оребрения труб.
3. Золотин В.Е. и др. Исследования качества таврового сварного соединения при высокочастотной сварке. Сварочное производство. 1987, N 8, с.10-12.
4. Иванов В.Н.и др. Высокочастотная сварка металлов. Библиотечка высокочастотника-термиста. Л. Машиностроение, 1979, с.10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ ПРОФИЛЯ ТИПА "РЕБРО-ПОВЕРХНОСТЬ" | 2014 |
|
RU2554237C1 |
| СПОСОБ СВАРКИ ПРОФИЛЕЙ ТИПА "РЕБРО-ПОВЕРХНОСТЬ" | 2013 |
|
RU2540255C1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| Способ высокочастотной сварки изделий типа "поверхность-ребро | 1983 |
|
SU1107984A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ НЕСУЩЕЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ И ДЛИННОМЕРНАЯ НЕСУЩАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ | 1995 |
|
RU2087655C1 |
| Устройство для спирального оребрения труб | 1980 |
|
SU944841A1 |
| Способ высокочастотной сварки трубных плетей с ребрами | 1985 |
|
SU1318365A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1978 |
|
SU733205A1 |
| Устройство для спирального оребрения труб | 1983 |
|
SU1073043A1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
Способ может быть использован при изготовлении профилей типа "поверхность-ребро", в частности тавров, двутавров, оребренных труб. Ребро и поверхность сводят с образованием V-образной щели с вершиной в точке схождения. Осуществляют предварительный нагрев поверхности и ребра путем пропускания тока высокой частоты. Токоподводы установлены на определенных расстояниях от точки схождения вдоль оси сварки. Зона предварительного нагрева расположена между токоподводом к поверхности и точкой схождения. Сдавливают поверхность и ребро в точке схождения. Токоподвод к ребру располагают на расстоянии от точки схождения в зависимости от толщины ребра. Длину элемента для нагрева поверхности определяют в зависимости от указанного расстояния и скорости сварки. Способ решает задачу оптимизации условий сварки. 2 табл. 1 ил.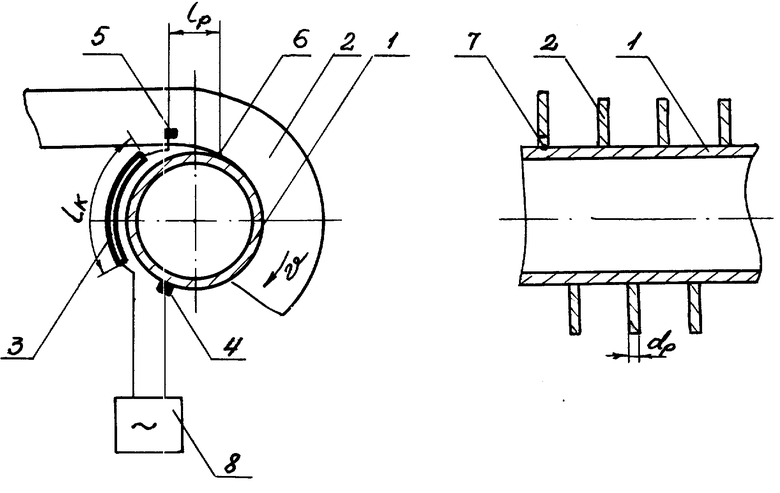
Способ высокочастотной сварки профилей типа поверхность ребро, включающий сведение поверхности и ребра с образованием V-образной щели с вершиной в точке схождения, осуществление предварительного нагрева поверхности при помощи элемента, создающего дополнительную ЭДС и длиной вдоль оси сварки Lk, осуществление нагрева поверхности и ребра путем пропускания тока высокой частоты, подводимого при помощи токоподводов, установленных на определенных расстояниях от точки схождения вдоль оси сварки, причем зона предварительного нагрева располагается между токоподводом к поверхности и точкой схождения, последующее сдавливание поверхности и ребра в точке схождения, отличающийся тем, что токоподвод к ребру устанавливают на расстоянии Lр от точки схождения, определяемом по формуле
где Lр расстояние вдоль оси сварки между токоподводом к ребру и точкой схождения, мм;
К1 коэффициент, равный 0,6 1,4;
dр толщина ребра, мм,
а для предварительного нагрева поверхности используют элемент длиной Lк, определяемой из соотношения
где Lк длина элемента для предварительного нагрева, мм;
К2 коэффициент, равный 0,8 1,1;
v скорость сварки, м/мин;
e основание натурального логарифма.
| SU, авторское свидетельство, 944841, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
