Изобретение относится к технологии восстановления деталей, имеющих форму тел вращения, и может быть использовано на железнодорожном транспорте, преимущественно для восстановления изношенных гребней цельнокатаных вагонных колес методом наплавки.
При эксплуатации железнодорожных вагонов отмечается быстрый подрез гребня колеса, в ряде случаев срок службы вагонных колес составляет 2 3 месяца.
Известен способ восстановления гребней вагонных колес наплавкой металла электрической дугой на вращаемое колесо с последующим охлаждением колеса и механической обработкой направленной поверхности [1]
Этот способ сложен в реализации и практически неприемлем для восстановления цельнокатаных вагонных колес.
Наиболее близким из известных по своей технической сущности и достигаемому результату является выбранный в качестве прототипа способ восстановления гребней вагонных колес с наплавкой металла на вращаемое колесо кольцевыми валиками от основания гребня к вершине обода, последующим охлаждением колеса и механической обработкой направленной поверхности. Устройство для восстановления гребней вагонных колес содержит смонтированные на станине две силовые стойки с опорами для установки и приводом вращения колесной пары, автомат дуговой сварки, бункер для флюса и нагревательный источник [2]
Недостатком известного способа и устройства для его осуществления является сравнительно невысокое качество наплавки и производительность, обусловленная необходимостью разборки букс колесных пар.
Предложенный способ восстановления гребней вагонных колес и устройство для его осуществления образуют единый общий изобретательский замысел и могут быть осуществлены лишь совместно.
Сущность заявляемого изобретения выражается в совокупности существенных признаков, достаточных для достижения обеспечиваемого предлагаемым изобретением технического результата, который выражается в повышении эффективности за счет лучшего качества и повышенной производительности.
Заявленная совокупность существенных признаков находится в прямой причинно-следственной связи к достигаемому результату.
Новизна предложенного способа восстановления гребней вагонных колес усматривается в том, что перед наплавкой нагревают обод одного вращающегося колеса колесной пары до 160 180oC в течение 20 30 мин с помощью бесконтактного индукционного нагревательного источника, смещают нагревательный источник и осуществляют наплавку при следующем режиме: напряжение электрической дуги 30 32 В, сила тока 300 320 А, скорость подачи проволоки 20 25 м/час, а после наплавки колесо охлаждают в теплоизолированной камере до температуры 50oC.
Способ восстановления, характеризуемый вышеуказанной совокупностью операций и режимов, обеспечивает получение сорбитной структуры металла, включающей образование трещин и обладающей высокой износостойкостью при более равномерных температурных условиях наплавки и снижении концентрации температурных напряжений.
Новизна предложенного устройства усматривается в том, что колесная пара размещена на опорах в собственных буксах, привод вращения колесной пары расположен со стороны ненаплавляемого колеса, установленного на регулируемой по высоте опоре, на выходном валу которого закреплен шкив с фрикционным покрытием, контактирующий с поверхностью катания ненаплавляемого колеса колесной пары, а бесконтактный нагревательный источник выполнен в виде индуктора, снабженного средством принудительного охлаждения и установленного с технологическим зазором относительно обода колеса с возможностью перемещения вдоль оси колесной пары и фиксации в рабочем положении.
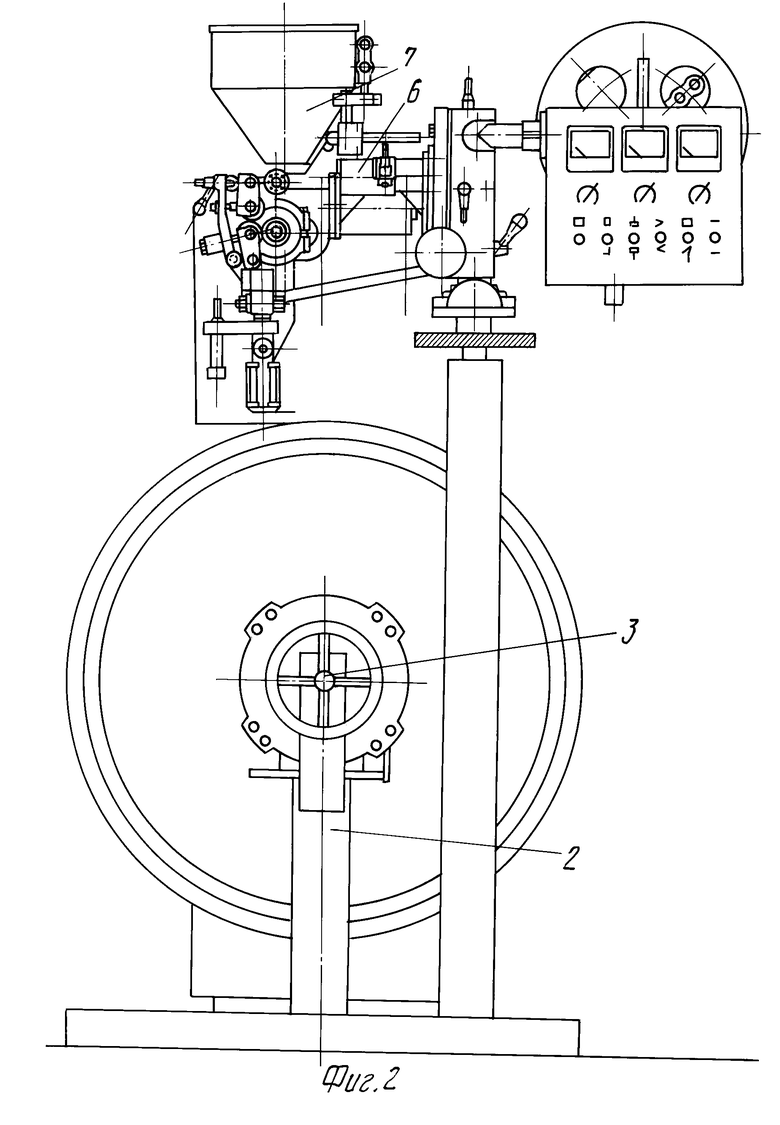
На фиг. 1 представлено устройство для восстановления гребней вагонных колес, общий вид; на фиг. 2 то же, вид сбоку.
Устройство для восстановления гребней вагонных колес содержит смонтированные на станине 1 две силовые стойки 2 с соответствующими опорами 3 и приводом вращения 4 колесной пары 5, автомат дуговой сварки 6, бункер 7 для предварительно прокаленного флюса и электрический нагревательный источник 8, выполненный в виде индуктора, представляющего собой стержневой магнитопровод, на котором закреплены обмотки (не показаны). При прохождении переменного электрического тока промышленной частоты через обмотки возникает магнитный поток. Замыкаясь через обод колеса, магнитный поток создает в нем вихревые токи, нагревающие обод колеса.
Привод вращения 4 колесной пары 5 размещен со стороны ненаплавляемого колеса и выполнен, например, в виде мотор-редуктора, на выходном валу которого закреплен шкив 9 с фрикционным покрытием, контактирующий с поверхностью катания ненаплавляемого колеса колесной пары 5, а нагревательный источник выполнен в виде снабженного средством принудительного охлаждения, например, вентилятором (условно не показан) и установленного с технологическим зазором относительно обода колеса с возможностью перемещения вдоль оси колесной пары и фиксации в рабочем положении.
Для подачи и установки колесной пары 5 соосно с опорами на силовые стойки 2 предусмотрено грузоподъемное устройство, например, кран-балка (условно не показана).
Способ восстановления гребней вагонных колес и работа устройства осуществляются следующим образом.
Колесную пару с буксами, поверхность катания и гребень колес которой предварительно очищены, устанавливают и закрепляют в опорах силовых стоек 2 с помощью кран-балки.
Перед операцией наплавки производят подогрев обода вращающегося колеса до температуры 160 180oC с помощью бесконтактного электрического индуктора 8, при подведении которого к ободу колеса технологический зазор между ободом колеса и стержнями индуктора должен составлять 2 7 мм. Подогрев обода колеса производится в течение 20 30 мин и контролируется контактным цифровым термометром (не показан).
При достижении заданной температуры обода колеса бесконтактный электрический индуктор 8 отключается и отводится от обода колеса. Под колесо подставляется противень для сбора флюса.
После подогрева обода колеса до указанной температуры на вершину гребня колеса наплавляют подогревающий валик (в режиме выполнения основной наплавки). Затем автомат дуговой сварки 7 с электродом устанавливают у основания гребня, подают в зону наплавки флюс, зажигают дугу и включают привод вращения 4 колесной пары 5 включением соответствующих тумблеров на пульте управления (не показаны), последовательно наплавляя на вращаемое колесо кольцевые валики от основания гребня колеса к вершине, выполняя 6 10 проходов в зависимости от толщины гребня. Наплавку ведут тонкой электродной проволокой марки СВ-08-ХМ или аналогичной на выбранных режимах.
После наплавки одного колеса колесную пару переворачивают, осуществляя наплавку второго колеса по описанной технологии.
По окончании наплавки колесную пару охлаждают в теплоизолированной камере до температуры 50oC, подвергают механической обработке до получения рабочего профиля колеса, отвечающего шаблону, и проводят контроль качества наплавленных колес согласно установленным требованиям.
Восстановление гребней колес описанным способом подтвердило его эффективность, а реализация предложенной технологии позволит решить проблему обеспечения вагонов колесными парами за счет их восстановления и удлинения срока их службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБНЕЙ ВАГОННЫХ КОЛЕС | 1996 |
|
RU2109613C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБНЕЙ ВАГОННЫХ КОЛЕС | 1993 |
|
RU2041785C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТИ КАТАНИЯ ВАГОННЫХ КОЛЕС | 1997 |
|
RU2113325C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОБОДА КОЛЕСА РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2487001C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КОЛЁСНЫХ ПАР ВАГОНОВ | 2020 |
|
RU2744644C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2106949C1 |
| КОЛЕСНАЯ ПАРА ТРАНСПОРТНОГО СРЕДСТВА | 1998 |
|
RU2158679C2 |
| ПРОФИЛЬ РАБОЧЕЙ ПОВЕРХНОСТИ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА Р65-ВГ1 | 2016 |
|
RU2648545C2 |
| Способ восстановления поверхностей катания железнодорожных колес колесных пар | 2017 |
|
RU2651844C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО НА ИЗДЕЛИЕ ПОКРЫТИЯ | 1998 |
|
RU2133652C1 |
Использование: технология и инструмент для восстановления изношенных гребней цельнокатаных вагонных колес методом наплавки. Сущность изобретения: перед наплавкой обод обрабатываемого колеса нагревают до 160 - 180oC в течение 20 - 30 мин, осуществляют наплавку, после чего охлаждают колесо в теплоизолированной камере до 50oC. Устройство для осуществления способа включает установленные на станине стойки с опорами для колесной пары и с ее буксами, привод вращения колесной пары, нагреватель, автомат дуговой сварки, бункер для флюса. На выходном валу привода вращения установлен шкив с фрикционным покрытием для взаимодействия с необрабатываемым колесом колесной пары. Нагреватель выполнен бесконтактным в виде индуктора, смонтированного с возможностью регулировочного перемещения вдоль станины для установления с технологическим зазором относительно обода обрабатываемого колеса. 2 с.п. ф-лы, 2 ил.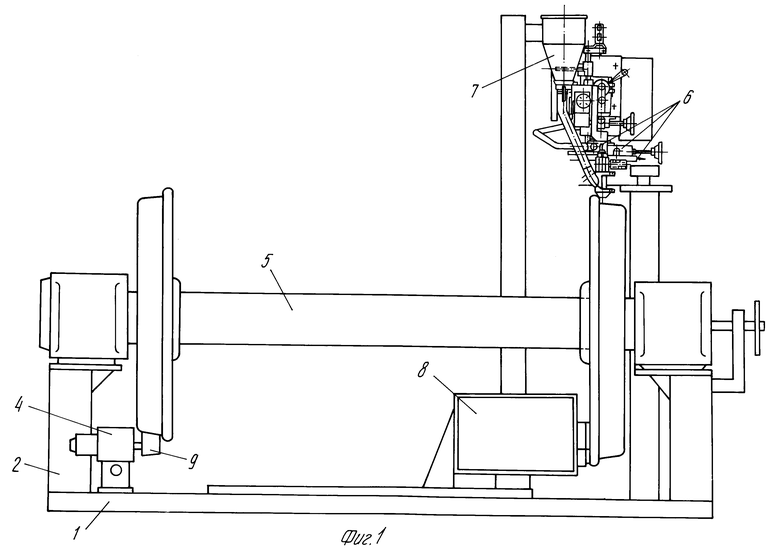
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления деталей | 1984 |
|
SU1157089A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБНЕЙ ВАГОННЫХ КОЛЕС | 1993 |
|
RU2041785C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

