Изобретение относится к металлургии и может быть использовано в установке разливки стали.
Наиболее близким к изобретению является способ подготовки к работе плит шиберного затвора ковша, включающий нанесение смазки на основе порошкообразного графита на поверхности скольжения плит и притирку плит [1].
Однако в процессе разливки смазка размягчается и вытекает из промежутка между плитами затвора при перемещениях средней плиты. Это приводит к резкому возрастанию силы трения, значительно затрудняющей срывание намерзающего металла на поверхностях скольжения плит. Вытекание смазки вызывает протечку кислорода между плитами затвора, что приводит к зарастанию канала и примыкающей к нему поверхности плит, а также стакана-коллектора неметаллическими примесями. Все это нарушает стабильность процесс разливки, в частности, из-за выхода шиберного затвора из строя.
Задачей изобретения является повышение стабильности процесса разливки.
Техническим результатом изобретения является постоянное присутствие смазки на поверхностях скольжения плит, а также уменьшение протечки кислорода между поверхностями скольжения плит.
В предлагаемом способе подготовки к работе плит шиберного затвора промежуточного ковша, включающем нанесение смазки на основе порошкообразного графита на поверхности скольжения плит, в соответствии с изобретением на поверхности скольжения плит предварительно напыляют газотермическим методом алюминиевое покрытие с пористостью 15-25 %, толщиной 50-100 мкм, а после нанесения смазки плиты притирают с усилием 0,2-0,5 от усилия прижатия плит в рабочем состоянии не менее, чем за 5 перемещений из одного крайнего положения в другое и обратно.
Напыляемое алюминиевое газотермическое покрытие требуемой пористости и толщины является матрицей, не позволяющей растекаться смазке на основе порошкообразного графита в процессе эксплуатации. Смазку вдавливают в поры с требуемым усилием за определенное количество перемещений перед началом эксплуатации затвора. Это обеспечивает постоянное присутствие смазки на поверхностях скольжения плит, что устраняет их заклинивание и уменьшает протечку кислорода между поверхностями скольжения плит, а, следовательно, повышает стабильность процесса разливки.
Следует отметить, что само алюминиевое покрытие является смазкой.
Напыляют покрытие из алюминия, т.к. образующиеся при напылении в качестве покрытия алюминий и его окислы Al2O3 имеют сильное сродство с периглазом, из которого преимущественно изготавливают плиты шиберных затворов, напыляют газотермическим методом, поскольку требуемую пористость получают только таким путем. Пои пористости меньше 15 % вдавливается мало смазки в поры. В случае пористости больше 25 % покрытие имеет слабую когезию и разрушается в процессе притирки плит. При толщине покрытия меньше 50 мкм имеет место несплошность покрытия, что приводит к вытеканию смазки из покрытия в процессе эксплуатации. В случае толщины покрытия больше 100 мкм значительно ухудшается адгезия покрытия, что приводит к его отслоению в процессе притирки плит.
Перед началом эксплуатации затвора плиты притирают с усилием 0,2-0,5 от усилия прижатия плит в рабочем состоянии не менее, чем за 5 перемещений. При усилии меньше 0,2 от усилия прижатия плит в рабочем состоянии не происходит полного вдавливания смазки в поры, что приводит к интенсивному износу покрытия и увеличению трения. В случае усилия больше 0,5 от усилия прижатия плит в рабочем состоянии происходит выдавливание смазки из пор. При притирке плит менее, чем за 5 перемещений, не происходит притирки, что приводит к значительному трению между плитами в процессе работы.
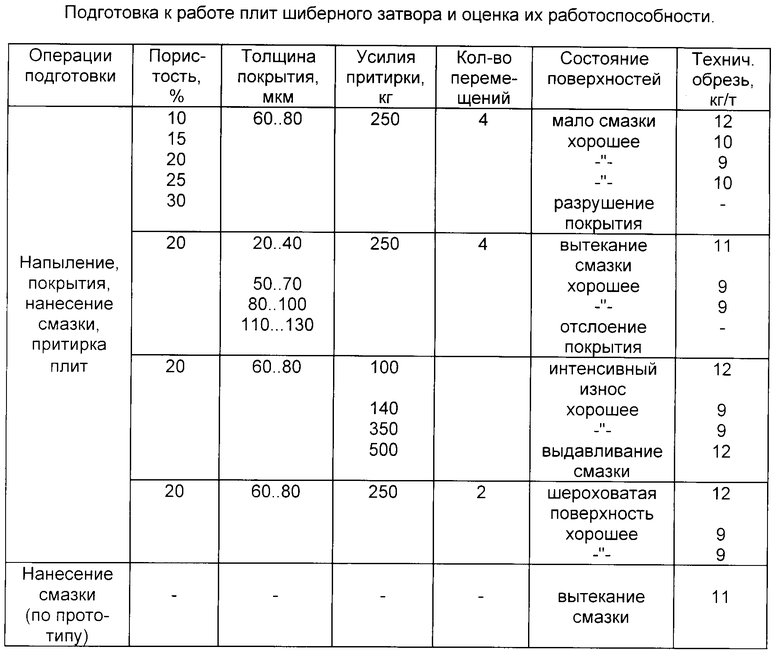
Пример 1. На поверхности скольжения периглазовых плит шиберного затвора без механической подготовки поверхности напыляли алюминиевое газотермическое покрытие на электрометаллизаторе ЭМ-14. На верхнюю и нижнюю неподвижные плиты напыляли одностороннее покрытие, а на среднюю подвижную плиту напыляли двухстороннее покрытие. Пористость, толщина покрытия, усилие притирки и количество перемещений, а также состояние поверхности плит перед началом работы и в процессе эксплуатации и оценка их работоспособности по технической обрези приведены в таблице. Пористость покрытия определяли методом гидростатического взвешивания. Толщина каждого слоя приведена в виде интервала, т.к. покрытие при напылении имеет разнотолщинность. Усилие прижатия плит в рабочем состоянии составило 700 кг. Видно, что постоянное присутствие смазки на поверхности скольжения плит, а как следствие уменьшение технической обрези по причине затягивания затвора, возможно при напылении алюминиевого газотермического покрытия с пористостью 15-25 %, толщиной 50-100 мкм и притирки плит после нанесения смазки перед началом эксплуатации затвора с усилием 0,2-0,5 от усилия прижатия плит в рабочем состоянии не менее, чем за 5 перемещений из одного крайнего положения в другое и обратно.
Пример 2. На поверхности скольжения периглазовых плит шиберного затвора наносили смазку на основе порошкообразного графита при помощи кисти. Состояние поверхности плит в процессе эксплуатации и техническая обрезь по причине затягивания затвора приведены в таблице. Видно, что в случае нанесения смазки на основе порошкообразного графита происходит ее вытекание в процессе эксплуатации, что приводит к резкому увеличению трения и, как следствие, увеличению технической обрези по сравнению с предлагаемым вариантом.
Таким образом, подготовка к работе плит шиберного затвора, заключающаяся в предварительном напылении на поверхности скольжения алюминиевого газотермического покрытия определенной пористости толщины, а после нанесения смазки на основе порошкообразного графита - притирке с определенным усилием за определенное количество движений вместо подготовки к работе, заключающейся в нанесении смазки на поверхности скольжения плит на основе порошкообразного графита, обеспечивает постоянное присутствие смазки на поверхности скольжения плит.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНА-ДОЗАТОРА ДЛЯ ШИБЕРНОГО ЗАТВОРА ПРОМЕЖУТОЧНОГО КОВША | 1995 |
|
RU2094169C1 |
| СОСТАВ ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ КОНТАКТНОЙ ПОВЕРХНОСТИ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2404944C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ КРИСТАЛЛИЗАТОРА ДЛЯ РАЗЛИВКИ СТАЛИ | 1996 |
|
RU2106225C1 |
| СПОСОБ НАПЫЛЕНИЯ АЛЮМИНИЕВОГО ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ НА ЗАГОТОВКИ ДЛЯ НАГРЕВА ИХ ПОД ПРОКАТКУ И ЕГО ВАРИАНТЫ | 1994 |
|
RU2089652C1 |
| СКОЛЬЗЯЩИЙ ЗАТВОР СТАЛЕРАЗЛИВОЧНОГО ИЛИ ПРОМЕЖУТОЧНОГО КОВША | 1991 |
|
RU2007269C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2079389C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ СТЕНКИ И КОНДУКТОМЕТРИЧЕСКИЙ ДАТЧИК ТЕПЛОВОГО ПОТОКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2098756C1 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 1993 |
|
RU2076960C1 |
Способ предназначен для подготовки к работе плит шиберного затвора в установке разливки стали. На поверхности скольжения плит шиберного затвора предварительно напыляют газотермическим методом алюминиевое покрытие с пористостью 15-25 %, толщиной 50-100 мкм, а после нанесения смазки перед началом эксплуатации затвора плит притирают с усилием 0,2-0,5 от усилия прижатия плит в рабочем состоянии не менее, чем за пять перемещений из одного крайнего положения в другое и обратно. 1 табл.
Способ подготовки к работе плит шиберного затвора ковша, включающий нанесение смазки на основе порошкообразного графита на поверхности скольжения плит и притирку плит, отличающийся тем, что на поверхности скольжения плит предварительно напыляют газотермическим методом алюминиевое покрытие с пористостью 15 25% толщиной 50 100 мкм, плиты притирают после нанесения смазки с усилием, составляющим 0,2 0,5 усилия прижатия плит в рабочем состоянии не менее чем за пять перемещений из одного крайнего положения в другое и обратно.
| Великин Б.А | |||
| и др | |||
| Футеровка сталеразливочных ковшей | |||
| - М.: Металлургия, 1980, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
