Изобретение относится к металлургическому производству и может быть использовано при производстве сортового проката, трубной и передельной заготовки конструкционных углеродистых и легированных, подшипниковых и инструментальных марок стали из непрерывнолитой заготовки.
Цель изобретения - повышение однородности макроструктуры, улучшение качества поверхности, снижение расхода металла, сокращение затрат на производство.
Механизм кристаллизации непрерывнолитых слитков в настоящее время считается хорошо исследованным.
Согласно исследованиям затвердеванием по оси заготовок управляет процесс периодического образования пустот, рыхлости и перемычек (мостов) по принципу "мини-слиток".
Отклонения от стационарности процесса непрерывной разливки (даже небольшие) оказывают решающее влияние на образование усадочной раковины. Любое изменение может вызвать макроскопическое опережение или отставание фронта кристаллизации, а удельный объем раковины, измеряемый в см3/м по длине заготовки имеет большие статистические колебания. Средние значения этого показателя зависят от марки стали и изменяются в пределах от 3,5 см3/м у нелегированных марок стали до 24,1 см3/м у подшипниковых марок стали, а при отклонениях от стационарных условий разливки в непрерывнолитом слитке могут образовываться единичные полости объемом до 45 см3/м длины.
["Влияние структуры кристаллизации и скорости литья в осевую пористость непрерывных литых заготовок из различных сталей" Г.А.Вимер и др. "Черные металлы", февраль 1996 г., стр. 55 - 56].
Для улучшения осевой зоны непрерывнолитого слитка используется широко известный способ электромагнитного перемешивания. Эффективность использования этого метода снижается при разливке сталей с высоким содержанием углерода и не всегда обеспечивает уменьшение дефектов осевой зоны.
Образование осевых дефектов и микроликвация могут быть уменьшены, если сокращение объема, вызванное различием в плотности жидкой и твердой фаз, будет компенсировано обжатием непрерывнолитого слитка при окончательном затвердевании в процессе разливки с установкой за тянущими клетями мягкого обжатия.
["Модернизация установки непрерывного литья блюмов на заводе фирмы Тиссен Шталь в Дуйсбурге". Э. Зовка и др. "Черные металлы", октябрь 1995 г., стр. 34 - 35].
Существует также способ уменьшения осевых дефектов методом поперечно-винтовой прокатки (радиально-сдвиговой) с последующей продольной прокаткой.
В процессе затвердевания непрерывнолитой заготовки кроме внутренних дефектов на ее поверхности формируются продольные, сетчатые и поперечные трещины. Причины и механизм образования указанных дефектов свидетельствуют о прямой связи со стабильностью технологического процесса разливки и при последующей прокатке определяют качество поверхности проката.
В большинстве исследований, направленных на повышение качества проката из непрерывнолитой заготовки, основное внимание уделено более полному учету граничных условий возможных технологических вариантов разливки при отвлечении от изменяющихся в процессе последующей деформации свойств металла.
Горячее деформирование металлов сопровождается одновременно протекающими процессами упрочнения и разупрочнения, их соотношение в каждый момент времени придает реаномный характер связи между напряжениями и деформациями, а полнота развития этих процессов на завершающих этапах прокатки часто определяет качество готового проката.
Используемые на сортовых заготовочных станах схемы прокатки и системы калибров учитывают только оптимальные варианты формоизменения, способствующие получению требуемого поперечного сечения готового проката, и, как правило, разработаны для получения проката из предварительной обжатой заготовки и осуществляются в два передела: слиток - обжимной стан - заготовочный или сортировочный стан.
Производство проката из непрерывнолитой заготовки осуществляется, как правило, в один передел и по этой причине выбор условий прокатки приобретает решающее значение в обеспечении качества готового проката.
Целью изобретения является выбор условий деформации при горячей прокатке, способствующих повышению однородности макроструктуры проката и исключение условий развития внутренних и поверхностных дефектов, сформировавшихся в процессе разливки и охлаждения непрерывнолитых заготовок.
Поставленная цель достигается разработкой систем и конфигураций калибров, обеспечивающих регламентированное распределение коэффициентов обжатия 1/η по ширине поперечного сечения прокатываемой полосы в направлении прокатки, где в n-i проходе коэффициент обжатия в осевой зоне превышает коэффициент обжатия в краевой зоне 1/η0 в 1,2...1,12 раза, а в последующих проходах, включая n-1 и n-проходы, распределение коэффициента обжатия 1/η0 по ширине поперечного сечения остается постоянным, т.е. 1/η = const и 1/η0= 1/ηк= const, где:
1/η0 - коэффициент обжатия осевой зоны;
1/ηк - коэффициент обжатия краевой зоны.
Увеличение коэффициента обжатия 1/η в n-i проходе способствует уплотнению осевой зоны поперечного сечения раската, снижающего структурную неоднородность при горячей прокатке, а уменьшение коэффициента обжатия 1/η в краевой зоне исключает условия развития поверхностных дефектов, сформировавшихся в процессе разливки и охлаждения. Последующая прокатка, включая n-1 и n-проходы с постоянным коэффициентом обжатия по ширине раската в направлении прокатки способствует упорядочению процесса разупрочнения, сопровождающегося развитием и прохождением статической и динамической рекристаллизации по всему поперечному сечению без наложения их друг на друга во времени, исключая при этом условия для образования внутренних и поверхностных дефектов, связанных с исключением одновременного совмещения процессов статической и динамической рекристаллизации.
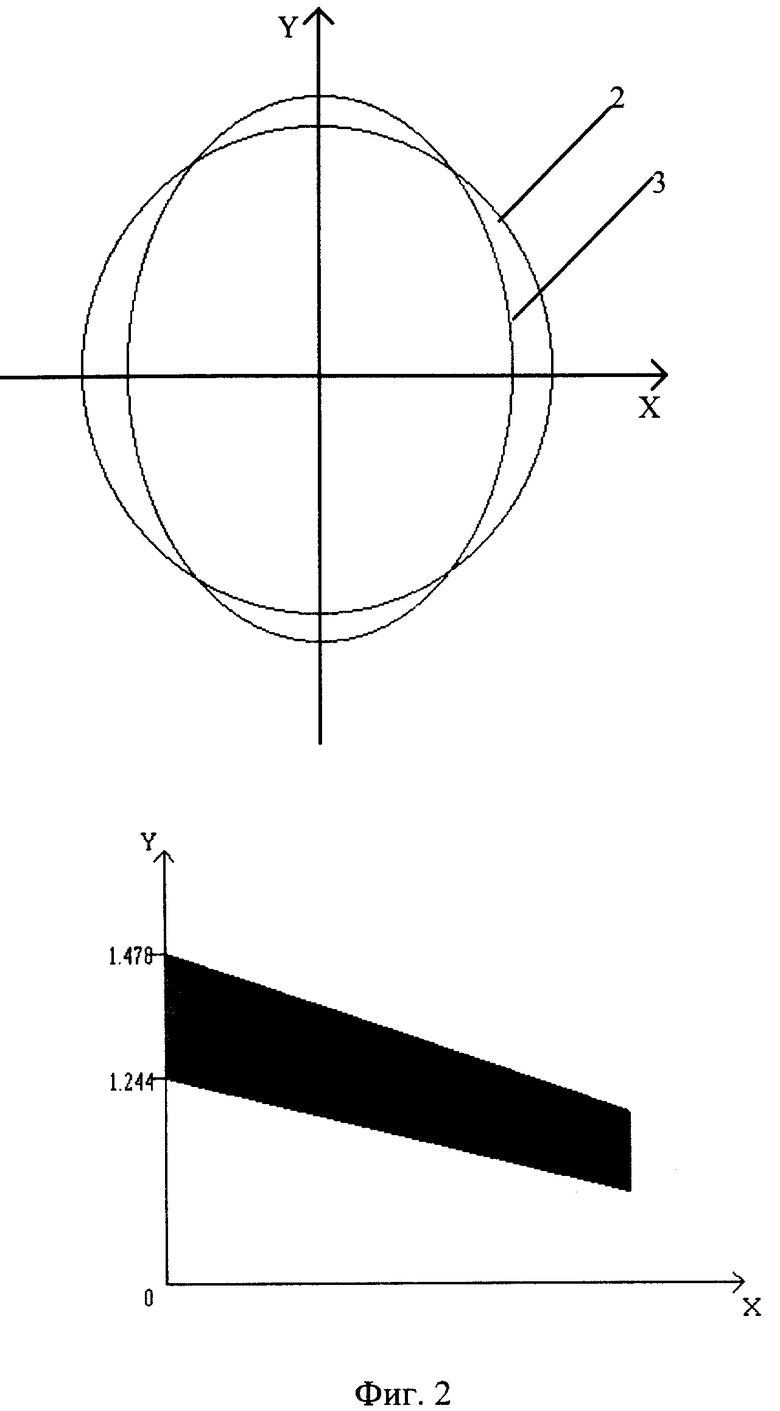
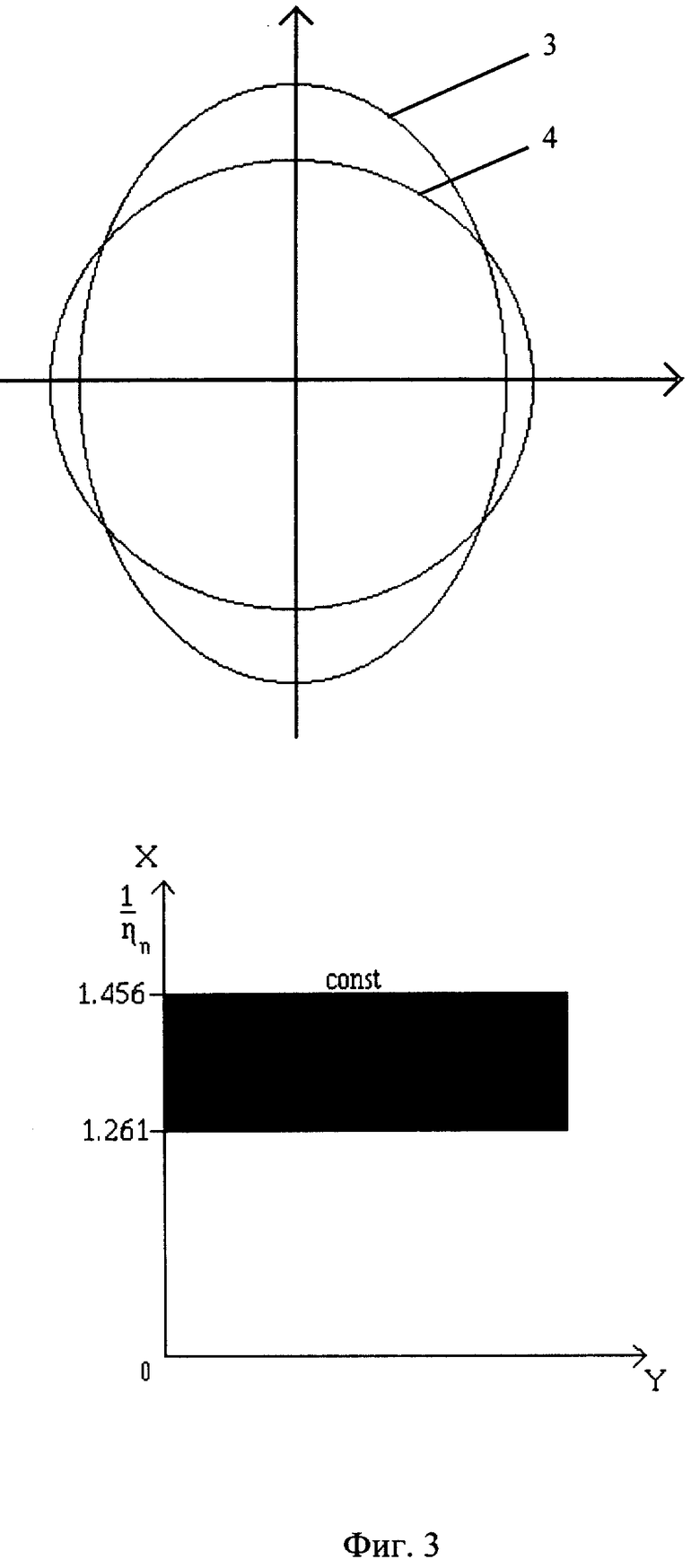
На фиг. 1 изображены совмещенные по осям координат контуры раскатов четырех проходов в первой непрерывной группе стана, на фиг. 2 - схема деформации и эпюра распределения коэффициента обжатия по ширине раската второго и третьего прохода, на фиг. 3 - то же в предчистовом проходе, распределение коэффициента обжатия по ширине поперечного сечения остается постоянным.
По предложенному способу разработана и опробована схема прокатки и калибровка валков на непрерывном стане 700 Оскольского электрометаллургического комбината для прокатки углеродистых и легированных марок стали различного назначения.
В состав стана входит дуо-реверсивная клеть для прокатки непрерывнолитой заготовки размером 300 х 360 мм на заготовки размерами 230 х 230 мм и 190 х 190 мм, которые в последующем прокатываются на круглые профили диаметром от 80 до 180 мм и квадратные заготовки со стороной квадрата от 80 до 125 мм, в двух непрерывных группах по четыре клети с чередующимися клетями с вертикальным и горизонтальным расположением валков.
Для реализации предложенного способа построение формы и размеров калибра II клети с горизонтальными валками выполнено выбранному соотношению коэффициентов обжатия по ширине раската с учетом размеров поперечного сечения раската прокатываемого в III клети с вертикальным расположением валков.
Изменение формы калибра II клети [фиг. 2, проход 2 - 3] обеспечило реализацию возможности прокатки профилей диаметром 150 - 180 мм, прокатываемых на первой непрерывной группе, и последующую прокатку круглых профилей диаметром 100 - 120 мм во второй непрерывной группе с использованием системы калибров овал - круг с постоянным коэффициентом обжатия по ширине поперечного сечения раската [фиг. 3, проход 3 - 4].
Предложенный способ прокатки без затруднений реализуется для прокатки всех профилей и марок стали, входящих в специализацию стана 700.
Оценка эффективности использования предложенного способа прокатки выполнялась при сравнительной оценке качества готового проката по следующим показателям:
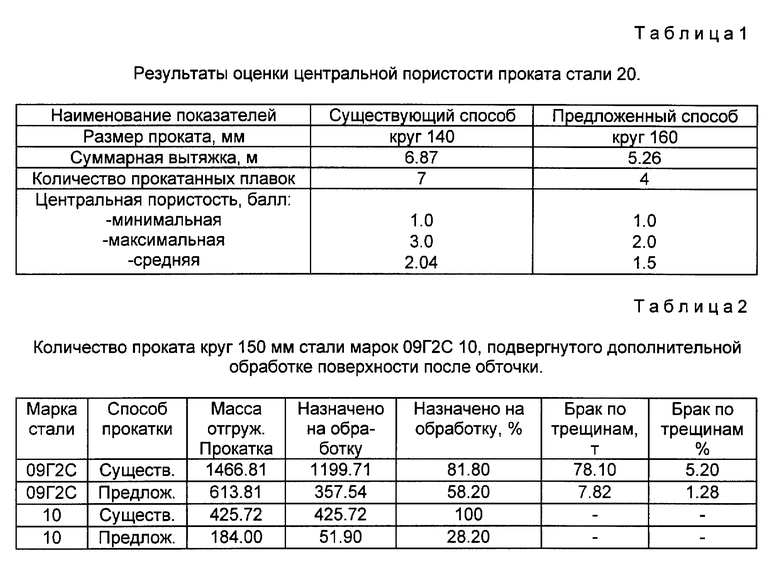
- макроструктура, центральная пористость, на темплетах, от поперечного сечения готового проката после травления, оцениваемая по шкалам ГОСТ 10243;
- качество поверхности проката наиболее неблагополучных по пораженности поверхностными дефектами стали марок 10 и 09Г2С, назначаемых на дополнительную обработку поверхности после обточки поверхности на бесцентровообдирочных станках и брака по трещинам.
Сопоставление суммарной вытяжки и результатов оценки центральной пористости при прокатке по предложенному способу с результатами по существующему способу представлены в таблице 1.
Из представленных в таблице 1 результатов следует, что не смотря на уменьшение суммарной вытяжки в 1,3 раза (6,87 oC 5,20 = 1,3) достигается снижение среднего балла центральной пористости в 1,36 раза (2,04 oC 1,5 = 1,6), что свидетельствует об эффективности предложенного способа прокатки непрерывнолитой заготовки.
В таблице 2 представлены результаты по количеству проката, подвергаемого дополнительной обработке после резцовой обточки поверхности на бесцентрово-токарных станках. Снижение количества проката, назначаемого на дополнительную обработку, и снижение брака по трещинам по представленным в таблице 2 результатам, подтверждают положительный эффект применения предложенного способа прокатки непрерывнолитой заготовки для предупреждения развития поверхностных дефектов в процессе прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОГНЕВОЙ ЗАЧИСТКИ ЗАГОТОВОК ПРИ ПРОКАТКЕ | 1991 |
|
RU2011491C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО СОРТОВОГО ПРОКАТА ИЗ ПОДШИПНИКОВЫХ СТАЛЕЙ | 2005 |
|
RU2307176C2 |
| СПОСОБ НАПЫЛЕНИЯ АЛЮМИНИЕВОГО ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ НА ЗАГОТОВКИ ДЛЯ НАГРЕВА ИХ ПОД ПРОКАТКУ И ЕГО ВАРИАНТЫ | 1994 |
|
RU2089652C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ | 1991 |
|
RU2009734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА КРУГЛОГО ПРОФИЛЯ | 2004 |
|
RU2281819C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
Изобретение относится к металлургическому производству и может быть использовано при производстве проката из непрерывнолитой заготовки. Задача изобретения - повышение качества проката и сокращение затрат на его производство. Прокатку непрерывнолитой заготовки в одном из проходов осуществляют с регламентированными коэффициентами обжатия по ширине поперечного сечения, в котором коэффициент обжатия осевой зоны раската превышает коэффициент краевой зоны по заданному соотношению, а в последующих проходах, включая предчистовой и чистовой проходы, прокатку осуществляют с постоянным коэффициентом обжатия по ширине поперечного сечения в направлении прокатки. При таком режиме прокатки уменьшается центральная пористость, снижается развитие поверхностных дефектов, повышается выход годного. 1 з.п.ф-лы, 3 ил., 2 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU A, 1731306, B 21 B 1/16, 1992 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU A, 298389, B 21 B 1/16, 1971 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU A, 1440569 B 21 B 1/16, 1988 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| FR A, 2293260 B 21 B 1/16, 1976 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
