Изобретение касается способа и устройства для упаковки кусочков пищевых продуктов, сформованных в виде отдельных ломтиков, в полимерный термопластичный материал.
Для изготовления и упаковки отдельных ломтиков таких пищевых продуктов, как сыр, предлагались и применялись различные способы и устройства, но они не лишены недостатков.
Обычно упаковка для отдельных ломтиков образована из сплошного полотна, представляющего собой термопластичный полимерный материал.
Полотно непрерывно перемещают с одновременным его складыванием вдоль продольной оси с образованием двух (первой и второй) продольных частей, имеющих в поперечном сечении V-образную форму.
При этом первая из продольных частей выполнена с большей шириной, чем вторая, и за счет этого на ней фальцуется так называемая "створка".
Створку накладывают на вторую продольную часть, придавая полотну трубчатую форму, и по месту их контакта осуществляют продольное герметичное соединение обеих продольных частей полотна.
Полученное таким образом бесконечное трубчатое полотно наполняют пищевым продуктом, находящимся в текучем состоянии, и частично сплющивают.
Затем осуществляют образование герметичных поперечных швов, расположенных на определенном расстоянии друг от друга, путем сдавливания наполненного пищевым продуктом бесконечного трубчатого полотна по всей ширине таким образом, чтобы сверхтонкий слой сыра оставался в местах поперечного соединения, действуя в качестве адгезива с целью запечатывания двух слоев пластичного материала. После образования такого "сырного" соединения полотно разрубают по поперечным швам и получают отдельно упакованные ломтики сыра [2] - прототип.
Во [2] также описано устройство для осуществления этого способа, содержащее:
- фальцовочный станок, в котором с помощью роликов и подающего барабана непрерывно перемещается упаковочный материал, например, целлюлозная пленка со слоем из термопластичного полимера, и складывается вдоль продольной оси;
- формовочное устройство для продольного герметичного соединения сложенного упаковочного материала и формирования бесконечного трубчатого полотна;
- сырьевой бункер, из которого горячий вязкий сыр подается с помощью насоса в формовочное устройство и наполняет бесконечное трубчатое полотно;
- механизм образования поперечных герметичных швов, выполненный в виде двух бесконечных тяговых органов, каждый из которых снабжен множеством губок, расположенных на определенном расстоянии друг от друга. Губки одного тягового органа противолежат губкам другого тягового органа и при их синхронном перемещении в совмещенном положении сдавливают наполненное пищевым продуктом бесконечное трубчатое полотно до соединения его сторон.
Для получения отдельно упакованных ломтиков пищевого продукта устройство имеет средство для их разделения. Хотя такие способ и устройство обеспечивают соответствующую герметизацию, однако срок хранения сыра в такой упаковке не является столь длительным, как хотелось бы. Это обусловлено тем, что данная упаковка является относительно слабой и не защищает от проникновения воздуха в обычных атмосферных условиях.
Другой известный способ получения поперечных швов описан в [1] на имя Бусселла, который раскрывает устройство, содержащее уплотняющие элементы с поверхностями, снабженными определенным количеством малых желобков. Упаковочная пленка содержит внутренний герметизирующий слой с относительно низкой температурой термического плавления и наружный слой, который не плавится в условиях образования поперечных швов.
Трубку нагревают и сжимают в поперечном направлении при помощи уплотняющих элементов, соединяя внутренние слои упаковочной пленки в местах поперечных швов.
Однако этот способ имеет те же недостатки, что и вышеуказанный.
Поскольку продольное соединение полотна образовано путем сгибания его в V-образное положение, предусматривающее наличие створки, и последующего нахлеста створки на верхнюю поверхность переднего листа полотна, оно является недостаточно герметичным, поэтому воздух и другие атмосферные воздействия проникают в упаковку, снижая срок его хранения.
Поэтому было бы желательно получать отдельный ломтик сыра, завернутого в упаковку, герметично уплотненную со всех сторон. Для этого герметичное соединение должно быть образовано по продольному краю полотна и в поперечном направлении. Такую упаковку можно было бы погружать в специальный раствор для охлаждения и санации. Кроме того, герметично упакованный ломтик имеет определенные преимущества с точки зрения асептики.
С целью производственной экономии было бы желательно создавать продольный шов и поперечные швы за один непрерывный процесс.
Задачей настоящего изобретения является создание способа и устройства для упаковки пищевого продукта в текучем состоянии с получением отдельных ломтиков пищевых продуктов, таких как плавленый сыр, позволяющих обеспечить герметичную упаковку.
Другой задачей настоящего изобретения является создание способа и эффективного устройства непрерывного действия, которые образуют герметичное соединение по всем краям упаковочного материала.
Указанная задача решается тем, что в способе упаковки пищевого продукта в текучем состоянии с получением отдельных ломтиков, находящихся в герметичных оболочках, включающем:
- непрерывное перемещение упаковочного термопластичного материала при одновременном его складывании вдоль продольной оси с образованием двух продольных частей с открытым краем каждая;
- продольное герметичное соединение сложенного упаковочного термопластичного материала с образованием бесконечного трубчатого полотна;
- наполнение полученного трубчатого полотна пищевым продуктом;
- поперечное соединение сторон трубчатого полотна путем их сдавливания с образованием герметичных поперечных швов, простирающихся на всю ширину трубчатого полотна и расположенных на расстоянии один относительно другого;
- получение отдельных ломтиков в герметичных оболочках согласно изобретению;
- после наполнения трубчатого полотна пищевым продуктом осуществляют сплющивание наполненного трубчатого полотна до преобразования его в непрерывный ломтик;
- при этом продольное герметичное соединение сложенного упаковочного термопластичного материала осуществляют по открытым краям продольных частей при их совмещении внутренними поверхностями;
- поперечное соединение сторон трубчатого полотна проводят при его дополнительном нагреве в зоне образования поперечных швов, а сдавливание сторон трубчатого полотна осуществляют до вытеснения всей массы пищевого продукта из указанных зон.
Дополнительный технический результат достигается за счет того, что после сплющивания наполненного пищевым продуктом трубчатого полотна, перед образованием герметичных поперечных швов осуществляют его охлаждение.
Кроме того, что продольное герметичное соединение сложенного упаковочного термопластичного материала осуществляют путем непрерывного перемещения открытых краев его продольных частей в зазоре между двумя волнистыми поверхностями двух неподвижных пластин при одновременном воздействии тепла посредством указанных пластин, при этом продольное герметичное соединение сложенного упаковочного термопластичного материала осуществляют непрерывно, а упаковочный термопластичный материал выполнен двухслойным из совместно экструдированных полипропиленовой и полиэтиленовой пленок.
Наполнение трубчатого полотна пищевым продуктом регулируют путем изменения скорости перемещения трубчатого полотна.
Кроме того, при поперечном соединении сторон трубчатого полотна их сдавливание и нагрев осуществляют посредством множества противолежащих друг другу уплотняющих губок до совмещения сторон трубчатого полотна и при перемещении последнего в совмещенном положении сторон совместно с уплотняющими губками со скоростью, достаточной для образования герметичных поперечных швов.
Указанная задача решается также и тем, что устройство для упаковки пищевого продукта в текучем состоянии с получением отдельных ломтиков, находящихся в герметичных оболочках, содержит:
- процессор, формующий пищевой продукт в текучую массу;
- средство для перемещения упаковочного термопластичного материала;
- средство для складывания упаковочного термопластичного материала вдоль его продольной оси с образованием двух продольных частей с открытым краем каждая;
- средство для продольного герметичного соединения упаковочного термопластичного материала с образованием трубчатого бесконечного полотна;
- средство для наполнения трубчатого бесконечного полотна пищевым продуктом;
- средство для поперечного соединения сторон трубчатого бесконечного полотна с образованием герметичных поперечных швов по всей ширине полотна, включающее два бесконечных тяговых органа со множеством первых и вторых уплотняющих губок, расположенных соответственно на каждом из них одна напротив другой;
- средство для получения отдельных ломтиков пищевого продукта в герметичных оболочках согласно изобретению снабжено средством для сплющивания наполненного пищевым продуктом трубчатого полотна, преобразующим его в непрерывный ломтик, которое установлено после средства для наполнения трубчатого бесконечного полотна пищевым продуктом;
-при этом средство для складывания упаковочного термопластичного материала выполнено в виде приспособления, обеспечивающего размещение продольных частей сложенного упаковочного материала внутренними поверхностями друг к другу;
- а средство для поперечного соединения сторон трубчатого полотна снабжено элементами для нагревания уплотняющих губок.
Устройство может также дополнительно содержать средство для охлаждения наполненного пищевым продуктом трубчатого полотна, расположенное между средством для его сплющивания и средством для поперечного соединения сторон трубчатого полотна.
Кроме того, в устройстве средство для продольного герметичного соединения упаковочного термопластичного материала содержит:
- две неподвижные пластины с волнистыми поверхностями, размещенные одна против другой с фиксированным зазором между ними;
- приспособление для подвода тепла к пластинам;
- ролики для непрерывного перемещения сложенного упаковочного термопластичного материала в зазоре между волнистыми поверхностями указанных пластин, при этом зазор между волнистыми поверхностями неподвижных пластин выполнен с равномерным уменьшением его величины в направлении перемещения сложенного упаковочного материала.
Дополнительный технический результат может быть получен за счет того, что по меньшей мере часть уплотняющих губок снабжена элементами для их нагревания, выполненными с возможностью регулирования температуры последних, каждая из уплотняющих губок выполнена со съемной частью, причем съемная часть первых уплотняющих губок выполнена из металла, а съемная часть вторых уплотняющих губок выполнена из эластичного материала.
Устройство может быть дополнено также еще и тем, что оно снабжено средством для регулирования степени наполнения трубчатого полотна пищевым продуктом, выполненным в виде барботажного блока.
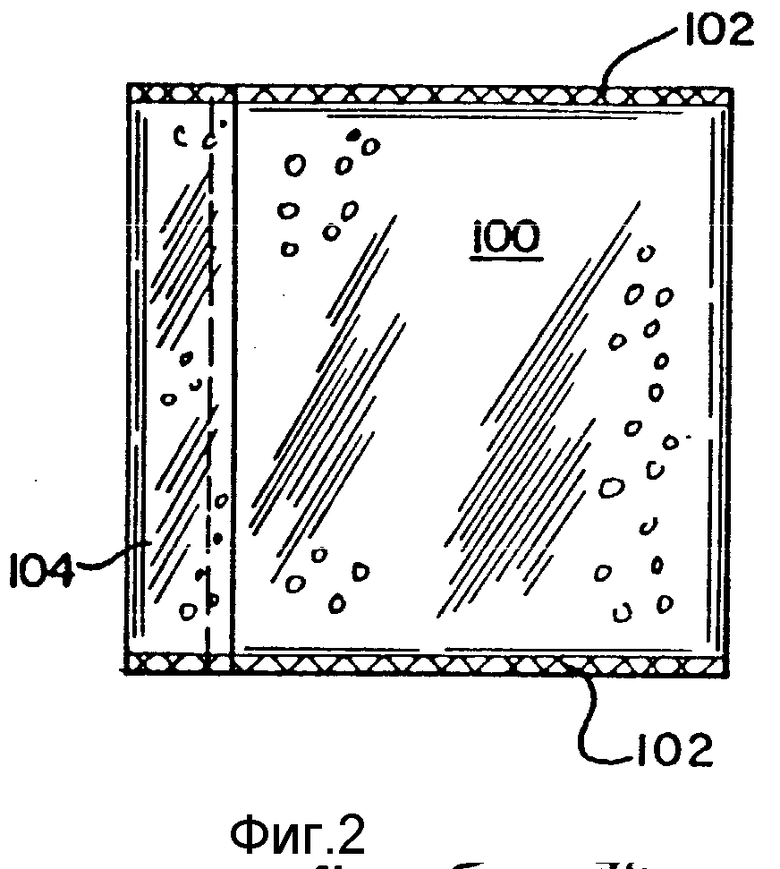
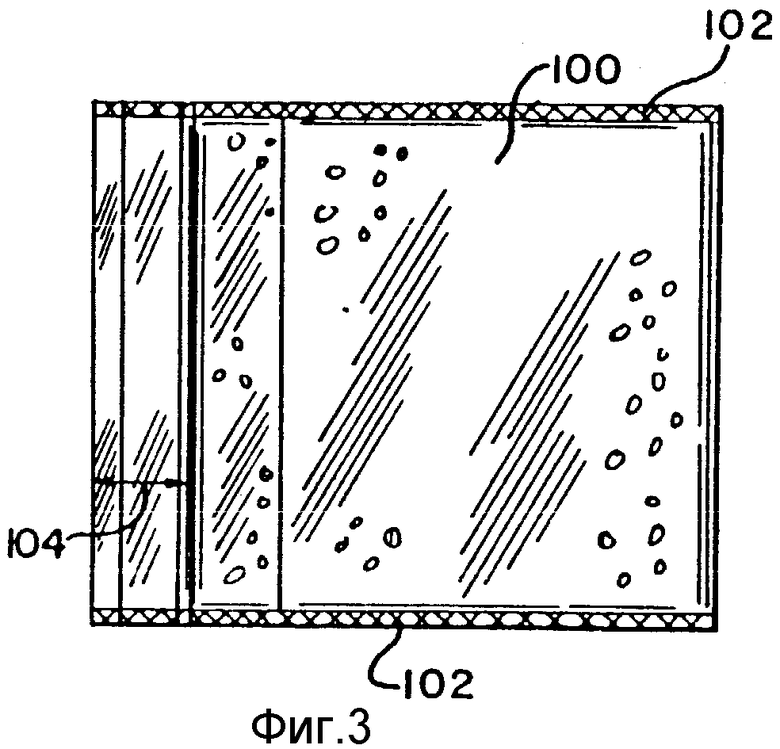
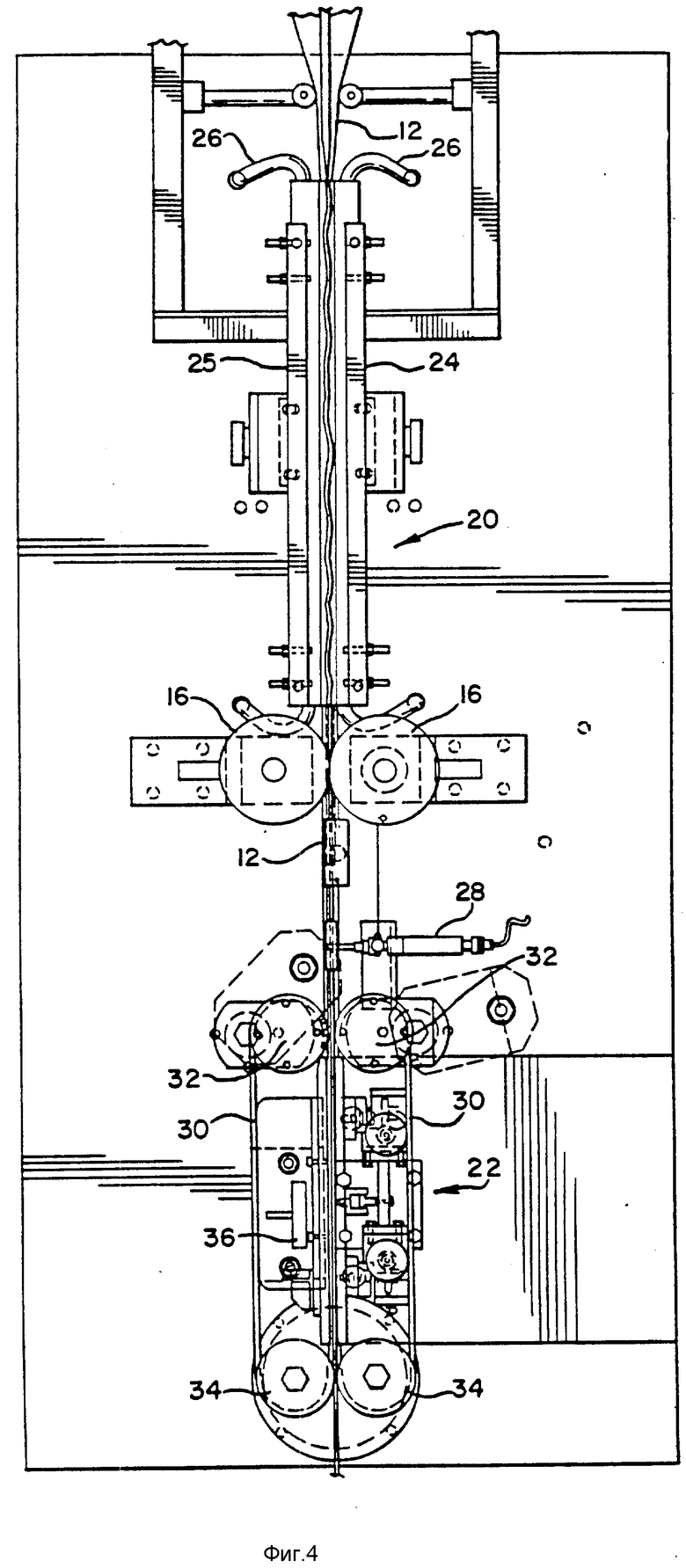
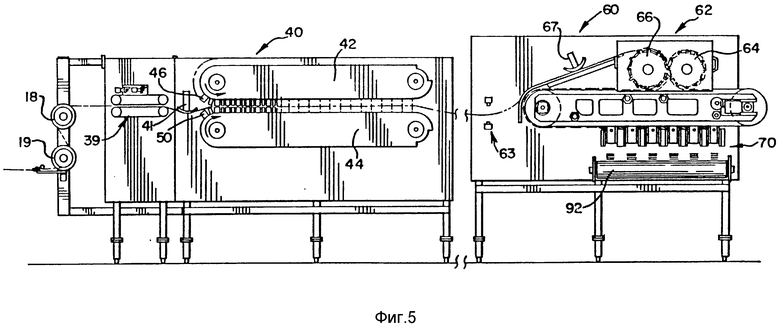
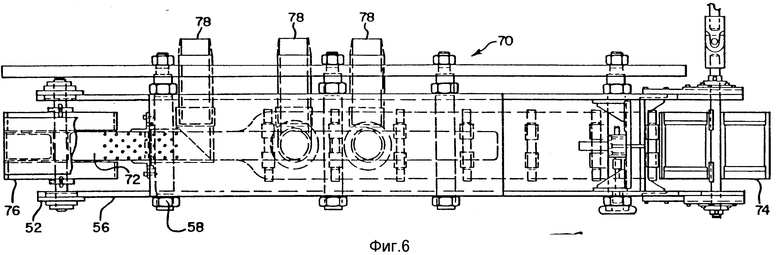
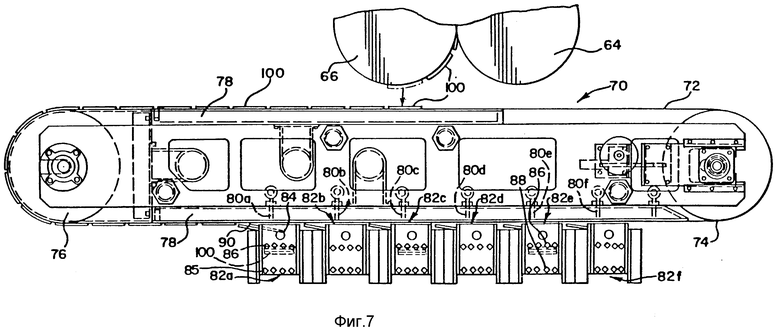
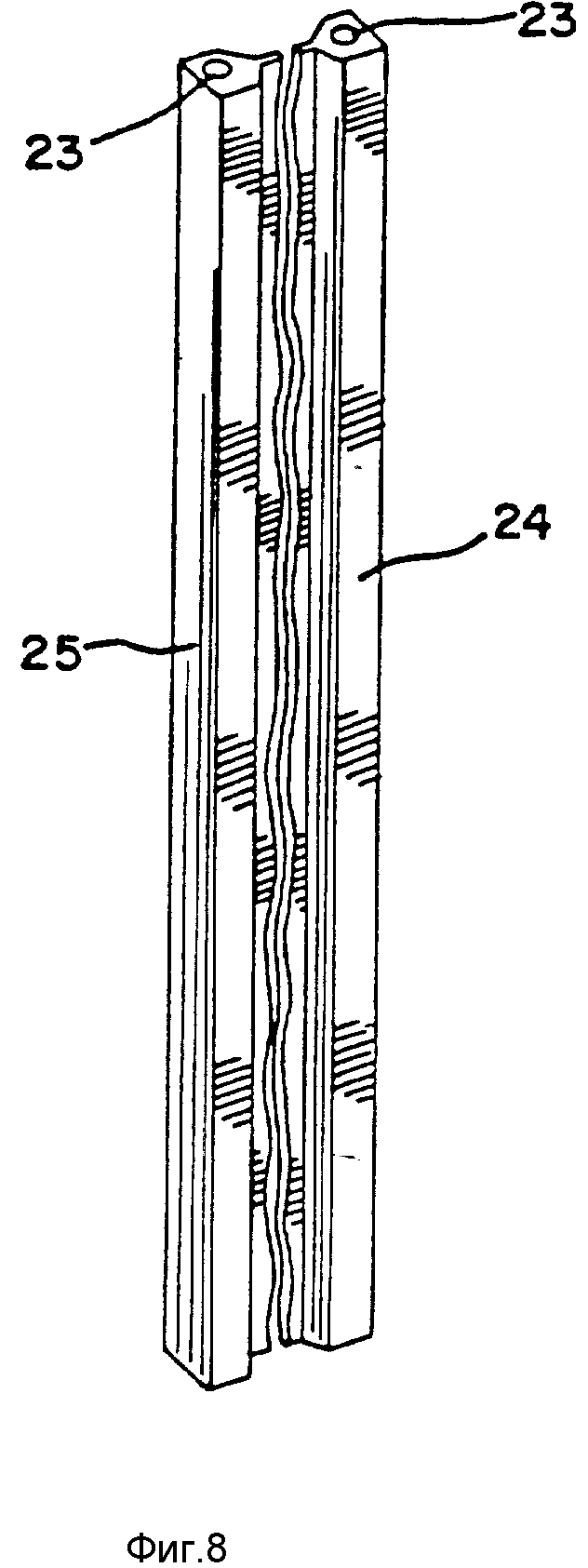
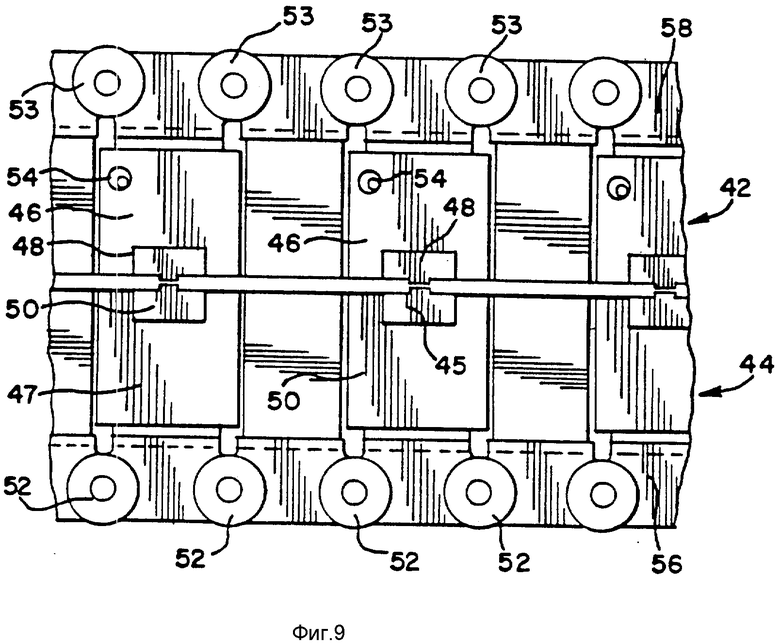
На фиг. 1 дано схематическое изображение предпочтительного варианта устройства и способа, согласно настоящему изобретению, включая участок продольного сваривания, участок поперечного сваривания и механический укладчик для складывания упакованных ломтиков в стопки; на фиг. 2 - предпочтительный вариант ломтика сыра, который запечатан с использованием способа и устройства, согласно настоящему изобретению (с согнутой створкой); на фиг. 3 - ломтик сыра, приведенный на фиг. 2, с отогнутой створкой; на фиг. 4 - иллюстрация предпочтительного варианта выполнения участка продольного сваривания и средства для сплющивания трубчатого полотна, наполненного сыром; на фиг. 5 - схематическое изображение участка поперечного сваривания и механического укладчика, приведенных на фиг. 1; на фиг. 6 - вид сверху предпочтительного варианта выполнения механического укладчика, приведенного на фиг. 1 и 6; на фиг. 7 - вид сбоку предпочтительного варианта выполнения механического укладчика, который приведен на фиг. 1 и 6; на фиг. 8 - иллюстрация предпочтительного варианта выполнения пластин на участке продольного сваривания в соответствии с изобретением; на фиг. 9 - увеличенный вид сбоку части средства для поперечного сваривания, приведенного на фиг. 1.
Из фиг. l следует, что сыр вначале перерабатывают известным способом в данной области техники, с помощью процессора для переработки сыра 10 в текучую массу. Плавленый сыр затем переносят известным способом в наливную трубу 12, которую используют для подачи сыра, подвергнутого технологической переработке, в бесконечное трубчатое полотно, имеющее герметичное продольное соединение.
Формирование термопластичного материала в бесконечное трубчатое полотно для упаковки происходит следующим образом. Для получения трубчатой формы устройство содержит средство 9 для складывания непрерывно перемещающегося упаковочного материала вдоль его продольной оси с получением двух продольных частей с открытыми краями каждая. Герметичное соединение образуется по открытым краям продольных частей при их совмещении внутренними поверхностями.
Термопластичный материал может содержать герметизирующий слой из полипропиленового полимера и может быть выполнен двухслойным из совместно экструдированных полипропиленовой и полиэтиленовой пленок.
После складывания упаковочного материала его перемещают к средству для продольного герметичного соединения, представленному как участок продольного сваривания 20, где образуют бесконечное трубчатое полотно. Зажимные валки 16 предусмотрены для закрепления герметичного соединения и непрерывного натяжения полотна. После образования продольного соединения на участке 20 и его прохождения через зажимные валки 16 сыр подают в бесконечное трубчатое полотно при помощи средства для наполнения, выполненного в виде наливной трубы 12. Заполненное сыром трубчатое полотно затем направляют к средству для сплющивания 22, в котором происходит его преобразование в непрерывный ломтик сыра, расположенный между сторонами трубчатого полотна.
После сплющивания и формования трубчатого полотна его затем пропускают через средство для охлаждения, обозначенное как участок охлаждения 14. В одном предпочтительном варианте участок охлаждения 14 содержит резервуар или контейнер с охлаждающей жидкостью, такой как вода. В этом варианте участок охлаждения 14 может включать множество валков с тем, чтобы полотно вместе с сыром проходило через резервуар в манере наматывания. Предпочтительно, участок охлаждения 14 имеет такую конфигурацию, что трубчатое полотно с сыром проходило через участок охлаждения с водой приблизительно за 20 с при температуре воды от 32 до 50oF (от 0 до 10oС ). Это позволяет понизить температуру сыра с начальной - между 170 и 180oF (77 до 82oC) до приблизительно 50oF (около10oC) на выходе с участка охлаждения 14. Предпочтительно, участок охлаждения включает валок, создающий средство плотного удержания полотна. Участок охлаждения также может включать скребки и/или воздуходувки (не показаны) для сушки полотна на его выходе с участка охлаждения 14. Специалист в данной области техники поймет, что могут быть использованы и другие пригодные средства охлаждения.
Покинув участок охлаждения 14, наполненное сыром сплющенное бесконечное трубчатое полотно перемещается, предпочтительно, с помощью 2-х ленточных питателей 39 через средство для поперечного соединения его сторон, представленное как участок поперечного сваривания 40, который образует герметичные поперечные швы по всей ширине полотна. Могут быть предусмотрены средства регулирования и средства натяжения 41 полотна. Участок поперечного сваривания 40 включает первый бесконечный тяговый орган со множеством нагретых губок 46 и противолежащий нижний бесконечный тяговый орган, имеющий губки 50 с противолежащими поверхностями зацепления. Участок поперечного сваривания 40 обеспечивает создание герметичного шва 102 поперечно к продольной оси полотна или направлению движения полотна. Теперь бесконечное трубчатое полотно включает множество ломтиков сыра 100, которые герметично упакованы в отдельные оболочки.
После образования поперечных швов бесконечное трубчатое полотно перемещают через средство для получения отдельных ломтиков, обозначенное как участок резки 60, где его режут на отдельные ломтики. Участок 60 также предпочтительно включает установку для механической укладки 70, которая укладывает ломтики 100, транспортируемые с участка поперечного сваривания 40, во множество стопок.
Участок продольного сваривания
На фиг. 4 и 8 приведен предпочтительный вариант выполнения устройства продольного сваривания 20 и устройства сплющивания 22.
Предпочтительный вариант выполнения участка продольного сваривания 20 обеспечивает создание нового и обладающего преимуществами устройства и способа образования продольного соединения полотна без остановки последнего. Участок сваривания 20 включает две неподвижные нагреваемые пластины 24, 25. Каждая пластина содержит волнистую поверхность, которая составляет важную часть участка продольного сваривания 20. волнистые поверхности пластин 24, 25 расположены так, что между противолежащими волнистыми поверхностями существует фиксированный зазор. Зазор установлен таким образом, что по мере продвижения сложенного полотна между волнистыми поверхностями обе его продольные части совмещаются внутренними поверхностями по открытым краям.
В предпочтительном варианте зазор между волнистыми поверхностями неподвижных пластин выполнен с равномерным уменьшением его величины в направлении перемещения сложенного материала, т.е. сведен на конус, причем более широкий зазор находится в верхней части, а среднее расстояние зазора равно приблизительно 1/16 дюйма. Предусмотрены средства для нагревания двух пластин до температуры, достаточной для образования продольного герметичного соединения в то время, когда полотно проходит между двумя пластинами 24 и 25 без физического сцепления двух поверхностей. Нагревание может быть обеспечено любыми пригодными средствами, например, электроподогревателем 26, который вставлен в продольном направлении сквозь отверстие 23 в каждой пластине 24, 25. Пластины нагревают до температуры, достаточной для образования герметичного соединения между двумя листами полотна, например, пластины могут быть нагреты до температуры приблизительно 260oF около 127oC). Зажимные валки 16 расположены за участком 20 с тем, чтобы закреплять соединение и натягивать полотно, находящееся на участке продольного сваривания.
В предпочтительном варианте наливная труба 12 проходит ниже полотна так, что выходящий конец наливной трубы 12 расположен после зажимных валков 16. Таким образом, сыр подают в трубчатое полотно вслед за образованием продольного соединения.
В предпочтительном варианте изобретения устройство снабжено средством для регулирования степени наполнения бесконечного трубчатого полотна пищевым продуктом, выполненным в виде блока барботажного контроля 28, расположенного перед участком сплющивания 22. Блок барботажного контроля 28 функционирует с тем, чтобы определять количество сыра, поданного в полотно. Таким путем расход сыра может регулироваться в зависимости от скорости прохождения полотна, а также от желательной толщины и массы ломтика.
После подачи сыра в бесконечное трубчатое полотно последнее перемещают на участок сплющивания 22, который включает верхний комплект соприкасающихся валков 32, нижний комплект соприкасающихся валков 34 и пару противолежащих лент 30. Каждая лента расположена вокруг одного комплекта валков 32,34. В то время как трубчатое полотно с помещенным в него сыром проходит между двумя лентами, оно сплющивается и таким образом формуется непрерывный ломтик сыра, заключенного между слоями термопластичного материала. Средство 36 предусмотрено на участке сплющивания 22 для регулирования расстояния между лентами 30, что позволяет контролировать толщину трубчатого полотна и сыра.
Как показано на фиг. 3, трубчатое полотно герметично соединяют продольным швом (представленным на фиг. 3 участком, показанным между стрелками) так, что образуется створка 104.
После образования продольного шва бесконечное трубчатое полотно подают через участок охлаждения 14, как описано выше, и затем створку загибают на переднюю сторону полотна, как показано на фиг. 2. Створка может быть загнута известным в данной области способом, до того как полотно достигнет участка поперечного сваривания 40. Предпочтительно, створку 104 частично соединяют в местах поперечного сваривания с передней стороной полотна во время нахождения последнего на участке 40.
Участок поперечного сваривания.
На фиг. 5 и 9 раскрывается предпочтительный вариант выполнения участка для поперечного сваривания 40, включающий верхний уплотняющий элемент 42 и нижний уплотняющий элемент 44, при этом каждый уплотняющий элемент содержит множество противолежащих губок 46 и 50, по меньшей мере часть из которых снабжена элементами для нагревания, которые выполнены с возможностью регулирования температуры губок. На фиг. 9 лучше всего показано, что уплотняющие элементы 42 и 44 размещены так, что во время прохождения полотна через участок сваривания 40 между верхней губкой 46 и соприкасающейся нижней губкой 50 верхний и нижний слои полимерного полотна приводятся в соприкосновение в желаемых местах поперечного соединения. Губки 46 верхнего элемента 42 нагревают до температуры сваривания известным способом. Например, верхняя губка 46 может быть нагрета при помощи электроподогревателя и контактной щетки. Губки 46 и 50 могут быть выполнены из любого пригодного материала, такого как алюминий. Верхняя губка 46, предпочтительно, включает съемную часть 48. Соприкасающаяся с ней нижняя губка 50 также предпочтительно включает съемную часть 45, которая выполнена из более мягкого материала, нежели верхняя сопрягаемая часть 48 губки 46. Например съемная часть 48 верхней губки 46 может быть выполнена из металла, такого как алюминий, тогда как съемная часть 45 верхней губки 50 может быть выполнена из эластичного материала, такого как полиуретан.
С целью контроля качества и достижения однородности поперечных швов, каждая из нагреваемых губок 46 имеет термопару 54, которая контролирует температуру каждой отдельной губки. Поэтому температуру каждой губки можно регулировать в отдельности.
Участок поперечного сваривания снабжен средствами для приведения противолежащих губок в соприкосновение с полотном в то время, когда оно проходит через участок 40. Как показано на чертежах, в предпочтительном варианте средства приведения губок во взаимодействие содержат направляющие и цепные приспособления. Каждая из губок присоединена к цепному приспособлению, которое передвигается по направляющим 56, 58. Цепное приспособление, наилучшим образом приведенное на фиг.9, включает цепи с роликами 52 и 53, которые крепятся с определенными интервалами к звеньям соответствующей цепи. Ролики 52, 53 передвигаются по замкнутым направляющим 56,58, расположенным так, что губки 46 и 50 на заранее установленном расстоянии совмещаются и перемещаются в совмещенном положении так, что герметичное соединение образуется между двумя внутренними слоями полотна таким образом, что оно не разрушается. Это отличает предлагаемое соединение от изготавливаемых в настоящее время, когда после образования герметичного соединения и отвода упаковки соединение разрушается под действием расслаивания, т.е. под действием разрушения связи между верхним неуплотненным слоем и внутренним или уплотняющим слоем листа материала. Описываемая предпочтительная методика формования упаковки обусловлена правильным выбором термопластичного материала. Например, материал может содержать полипропиленовый слой, совместно экструдированный с полиэтиленовым слоем, и промежуточный адгезивный слой.
В предпочтительном варианте температура сваривания составляет от 260 до 280oF (от 127 до 138oC), а губки проходят вместе с полотном расстояние от первой точки соприкосновения до точки разъединения приблизительно за одну секунду. Давление, создаваемое между двумя противолежащими губками в месте соединения таково, что происходит вытеснение всего количества сыра из зоны сваривания, между совмещенными губками.
Устройство снабжено средством для продвижения двух цепных приспособлений с уплотняющими элементами 42 и 44. Ломтики сыра находятся в части между губками. Предпочтительно, уплотняющая часть губок 46 и 50 такова, что поперечное соединение 102 между соседними ломтиками сыра 100 равняется приблизительно 1/4 дюйма (дюйм = 2,54 см). Губки 46, 50 расположены в своих соответственных цепях так, что расстояние от начала одного ломтика до начала следующего ломтика (включая участки поперечного соединения 102) составляет приблизительно 3 - 1/2 дюйма.
Такая конструкция обеспечивает высокоскоростное производство отдельных ломтиков сыра 100. Поскольку нагреваемые губки 46 и сопрягаемые 50 движутся вместе с полотном в течение фиксированного периода времени, это перемещение может осуществляться в относительно высоком темпе, обеспечивающем высокую производительность. Например, полотно может передвигаться со скоростью около 300 футов в минуту (около 96 м в минуту), или так, что за одну минуту производится свыше 1000 ломтиков сыра.
После того как трубчатое полотно разрезано с образованием отдельных ломтиков сыра, находящихся в герметичных оболочках, они могут быть уложены в стопки для дальнейшего изготовления более крупных упаковок.
Способ упаковки в соответствии с настоящим изобретением позволяет обеспечить герметическую упаковку отдельных ломтиков сыра эффективно и с высокой производительностью. Устройство сваривания, предлагаемое настоящим изобретением, обеспечивает получение герметичного соединения по продольному краю полотна. После помещения сыра в трубчатое полотно образуются герметично соединенные поперечные швы. Эта конструкция обеспечивает получение герметичной упаковки с сыром, которая будет иметь значительно более длительный срок годности, нежели имеющиеся в наличии в настоящее время продукты, нарезанные ломтиками. Кроме того, продольный и поперечные швы выполнены в таком виде, что позволяют создавать непрерывное движение полотна, лишенного прерывистого типа, свойственного некоторым системам герметизации, используемым в настоящее время. Ломтик, полученный и упакованный в соответствии с настоящим изобретением, представляет собой предпочтительный конечный упакованный продукт.
Герметичное соединение образовано между двумя внутренними слоями материала с низкой температурой плавления таким образом, что соединение разрушается, когда упаковку оттягивают для того, чтобы открыть. В существующих сейчас упаковках герметизирующий слой отслаивается от верхнего слоя упаковочного материала, т.к. не соединен с ним (например, как в [1]), и при вскрытии упаковки получается грубый "волокнистый" разрыв. При использовании упаковки согласно изобретения нарушается связь между двумя соединительными слоями полиэтилена и обеспечивается аккуратное открывание.
Кроме того, поскольку полиэтилен может быть использован в качестве соединительного слоя, упаковочный материал легко освобождается от плавленого сыра. Способ и устройство в соответствии с настоящим изобретением также позволяют выполнить верхний слой упаковочного материала из полипропилена. Это особенно выгодно, поскольку полипропилен дешевле используемых в настоящее время материалов, таких как MYLAR.
Изобретение относится к способу и устройству для упаковки пищевого продукта в текучем состоянии с получением отдельных ломтиков, находящихся в герметичных оболочках. Сущность изобретения: способ заключается в том, что сплошное полотно из термопластичного упаковочного материала складывают вдоль продольной оси с образованием двух продольных частей, непрерывно перемещают упаковочный материал и непрерывно осуществляют продольное герметичное соединение сложенного упаковочного материала с образованием бесконечного трубчатого полотна, затем наполняют трубчатое полотно пищевым продуктом и сплющивают его, образуя непрерывный ломтик, далее осуществляют поперечное соединение сторон трубчатого полотна путем их сдавливания с образованием герметичных поперечных швов, расположенных на расстоянии один от другого и простирающихся на всю ширину трубчатого полотна, после чего получают отдельные ломтики в герметичных оболочках. Устройство содержит средство для формования продукта в текучую массу, средства для перемещения упаковочного термопластичного материала, его складывания вдоль продольной оси и продольного герметичного соединения упаковочного материала с образованием бесконечного трубчатого полотна, средства для наполнения трубчатого полотна пищевым продуктом, для его сплющивания, для поперечного соединения сторон трубчатого полотна с образованием герметичных швов и для получения отдельных ломтиков. При этом средство для продольного соединения упаковочного материала содержит две неподвижные пластины с волнистыми поверхностями, расположенными друг против друга с фиксированным зазором. 2 с. п. 15 з. п. ф-лы, 9 ил.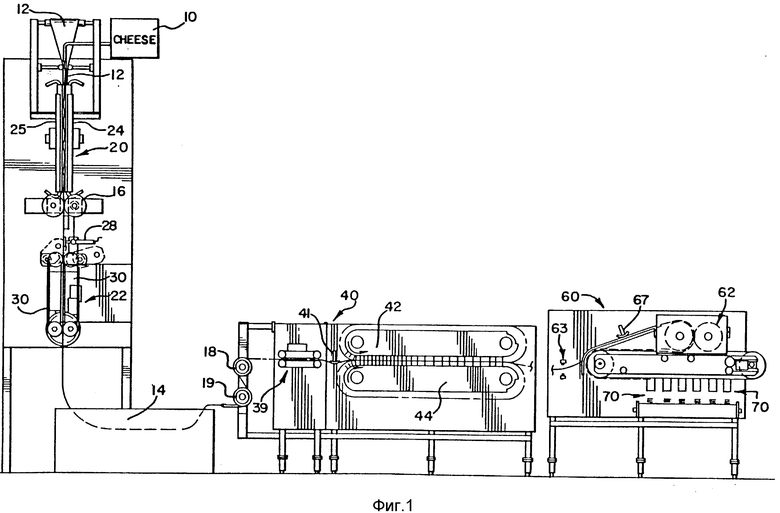
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 4586317, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 3838549, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |

