Настоящее изобретение касается надежного и дешевого способа получения реокастных слитков из легких сплавов, в частности, алюминиевого сплава, в который добавлены керамические частицы, и из которого литьем под давлением получают детали двигателя внутреннего сгорания.
Итальянский патент [1], зарегистрированный 20 июля 1979 г. под названием "Способ и устройство для приготовления смеси металлического сплава, содержащего твердую и жидкую фазы" и приведенный здесь в качестве ссылки, касается статического смесителя, состоящего из цилиндрического рабочего колеса с размещенным в нем целым рядом спиральных лопаток и обеспечивает отливку металлического сплава и частичное его затвердевание при прохождении смесителя, при этом в тоже самое время смешивая образующуюся твердую фазу с оставшейся жидкой фазой для получения на выходе из смесителя твердой жидкой смеси относительно низкой вязкости, в которой сегрегированная твердая фаза равномерно распределена во взвешенном состоянии в жидком сплаве.
Полученная, таким образом, смесь остается стабильной достаточно долго, для того, чтобы ее различить ковшом и отлить. Для достижения вышеуказанных характеристик, твердая жидкая смесь должна изготавливаться при стационарных гидродинамических режимах и должно быть предусмотрено точное и быстрое управление участвующими физическими и динамическими параметрами /температура, охлаждающий градиент сплава, скорость через смеситель и т.п./. С этой целью заявитель изобрел процесс полужидкого литья, как описано в итальянской патентной заявке N 67627 - A/89, зарегистрированной 25.07.89 г. под названием "Непрерывный способ полужидкого литья и печь" и приведенный здесь, в качестве ссылки. В соответствии с вышеизложенным способом статический смеситель соединен с качающейся печью под давлением для обеспечения отливки в стационарных условиях.
Металлические сплавы, отлитые используя вышеприведенные полужидкие способы, известны, как "реоотливки" и обладают, в частности, хорошими микроструктурными характеристиками. В частности, недавно было установлено, что реолитой легкий сплав дает глобулярную структуру в противоположность обычного дентритного строения, обеспечивая тем самым улучшенные механические характеристики и обрабатываемость. Однако, процесс полужидкого литья не может быть использован как таковой для изготовления деталей двигателя внутреннего сгорания, которые по причинам экономии и сложной конструкции получают литьем под давлением, т. е. операцией, которая в силу высоких скоростей инжекции протекает в условиях турбулентного потока. Более того, литье под давлением не позволяет использовать некоторые появившиеся недавно металлические сплавы с высокими механическими характеристиками, включающие заданный процент керамических частиц или волокон в матрице.
Для устранения вышеуказанных недостатков, заявитель изобрел способ полужидкого литья под давлением, использующий реокастные слитки из легкого сплава с керамическими частицами, или без них, как описано в итальянской патентной заявке N T001A00029 зарегистрированной 19.04.1991 г. под названием "Способ получения отливок с высокими механическими характеристиками, литьем под давлением, путем инжекции полужидкого металлического сплава", и приведенной здесь только в качестве ссылки.
Несмотря на наличие превосходных структурных характеристик недостатком отливок, полученных литьем под давлением с использованием вышеуказанного способа, является то, что они не допускают термообработки. Это обусловлено тем, что слитки, полученные литьем под давлением, должны изготавливаться такого же веса как изготавливаемая деталь, в связи с тем, что в соответствии с вышеуказанным способом, они отрезаются от реокастного слитка, полученного путем отливки полужидкого сплава из статического смесителя /с керамическими частицами или без них внутрь изложницы/. К сожалению, в течение вышеуказанной операции внутри изложницы возникает турбулентный поток, в результате чего газообразные вещества попадают в сплав и, впоследствии в отливки под давлением, и которые во время термообработки могут, возможно, вызвать повреждение отливок или, по крайней мере, привести к плохому качеству поверхности /так называемому эффекту "апельсиновой корки"/, что несовместимо с применениями, требующими хорошего качества поверхности.
Полужидкое реолитье в изложницы также имеет ряд дополнительных недостатков. Во-первых, изложницы должны быть идеально сухими в том, плане, что, в частности, для алюминиевых сплавов, даже незначительное количество влаги приводит к неконтролируемому разбрызгиванию, подвергая серьезной опасности безопасность операторов. Во-вторых, для обеспечения извлечения реокастных слитков из изложницы, она должна иметь резко выраженную коническую форму, в результате чего получаемый слиток имеет переменное сечение вдоль продольной оси, тем самым усложняя автоматическое разрезание отлитых под давлением слитков, которые для заданной длины различаются по весу в зависимости от осевого положения, в котором реокастный слиток разрезается. В третьих, любое изменение поперечного размера отлитых под давлением слитков /например, для перехода с одной изготавливаемой детали на другую/ требует замены изложницы. И наконец, вследствие усадки во время затвердевания часть реоотливного материала в изложнице остается неиспользованной и, поэтому, выбрасывается.
Ближайшим аналогом заявленного способа является способ получения реокастных слитков для изготовления отливок литьем под давлением, в котором металлический сплав расплавляют и подают его в процессе затвердевания в смеситель. Полученный полужидкий сплав заливают в охлаждаемую металлическую форму для формирования непрерывной заготовки постоянного сечения [2].
Для осуществления этого способа используется система, содержащая средство для плавления металлического сплава, смеситель для получения полужидкого сплава и охлаждаемую металлическую форму для получения непрерывной заготовки постоянного сечения.
Недостатки известных способа и системы заключаются в турбулентности потока металла при разливке в форму и попадании газообразных веществ в слитки, неприятные последствия которых описаны выше.
Целью настоящего изобретения является создание способа полужидкого литья, предназначенного сохранить преимущества известных способов, обеспечивая при этом получение слитков, пригодных для литья под давлением, и лишенный вышеприведенных недостатков.
Эта цель достигается тем, что в способе для получения реокастных слитков, в частности, для получения отливок литьем под давлением с высокими механическими характеристиками, и включающем плавление металлического сплава и полужидкое литье металлического сплава, собранного в стационарных реологических условиях в печи под давлением, путем его подачи на стадии затвердевания и в условиях ламинарного потока в статический смеситель для получения полужидкого реоотлитого материала на выходе из статического смесителя согласно изобретению осуществляется сбор реоотлитого материала на выходе из статического смесителя в условиях ламинарного потока и через охлаждаемую металлическую форму, и затвердевание его в сплошную постоянного сечения заготовку и подачу заготовки мимо режущих средств для ее разрезания на части.
Неограничивающий вариант настоящего изобретения описывается ниже в качестве примера со ссылками и прилагаемые чертежи, где:
рис. 1 изображает схематичный вид в плане системы, осуществляющей способ настоящего изобретения;
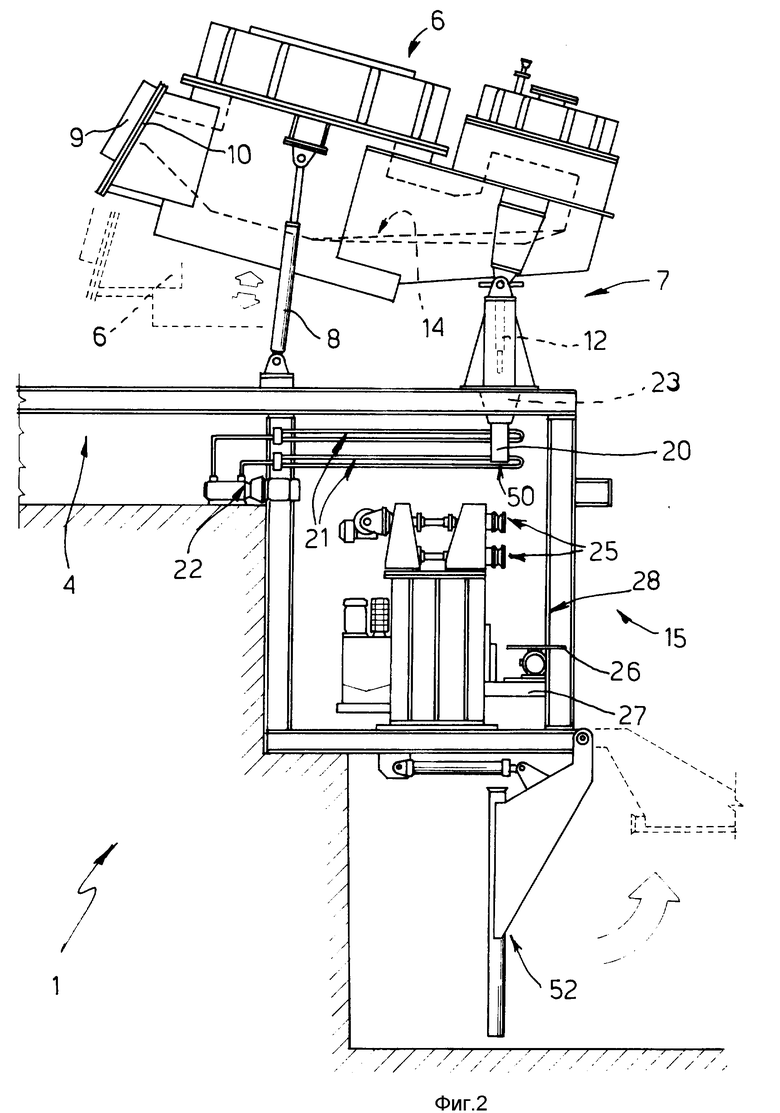
рис. 2 изображает в увеличенном масштабе вид сбоку части системы, предназначенной на рис. 1;
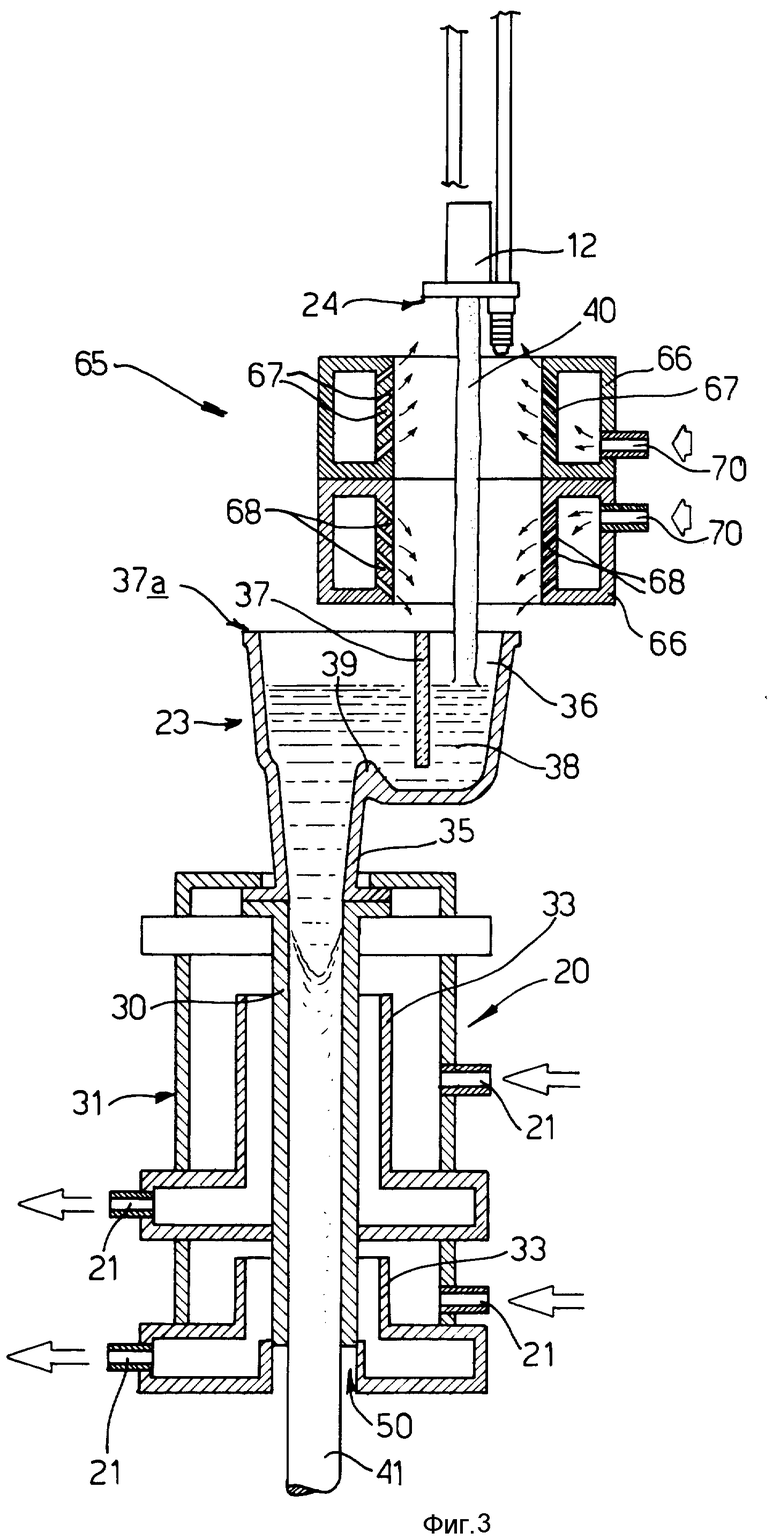
рис. 3 изображает более подробно в увеличенном масштабе и поперечном сечении систему, представленную на рис. 2.
Как указано на рис. 1-3, цифрой 1 обозначена система для получения реоотлитых слитков /не показаны/, требуемого веса и размера и пригодных для полужидкого литья под давлением, как описано в итальянской патентной заявке N T091A000299, зарегистрированной на имя данного заявителя и упомянутой выше.
Система 1 содержит обычную плавильную печь 2, например, электрическую отражательную печь, для приема и плавления твердого металлического сплава, предпочтительно алюминиевого сплава, например, в виде чушек, ковш 3 с приводом, движущийся по рельсам 4 и предназначенный для приема из желоба 5 на печи 2 жидкого сплава, содержащего или нет керамические частицы, поданные непосредственно в жидкий сплав в печи 2, и плавильную печь 6 /рис. 2/ такого типа, как описано в вышеупомянутой итальянской патентной заявке N 67627-A/89.
Благодаря герметичности печи 6, в ней может создаваться требуемое давлением, и она смонтирована на неподвижной опоре 7 и качается исполнительными механизмами 8 между холостым или нерабочим /показанным пунктирными линиями на рис. 2/ и рабочим /показанным сплошными линиями/ положениями, занимаемыми в процессе отливки, как будет более подробно описано ниже. Печь 6 снабжена загрузочным люком 9, обращенным к рельсам 4 и предпочтительно снабженным фильтром 10, и статическим смесителем 12 такого типа, как описано в итальянском патенте N 1.119.287, зарегистрированном на имя данного заявителя и упоминавшимся раньше. Внутри печи 6 /рис. 2/ имеется резервуар 14 сифонного типа для хранения и поддержания жидкого сплава при температуре примерно на 50o выше той, при которой он начинает затвердевать. Статический смеситель 12 установлен непосредственно в основании печи 6 и в рабочем положении печи в показанном сплошной линией на рис. 2, гидравлически соединен с внутренней полостью резервуара 14. Когда в печи 6 создано давлением и она находится в наклоненном положении, то можно разливать расплавленный металлический сплав в полужидком состоянии и в условиях строго ламинарного потока через смеситель 12, поддерживая при этом остальной расплавленный сплав в резервуаре 14 в стационарных реологических условиях, тем самым предотвращая любое гидравлическое возмущение в резервуаре 14, способное повлиять на ламинарный поток через смеситель 12.
Система 1 имеет также средства 15 для приема потока реоотлитого материала на выходе из смесителя 12 /полужидкий металлический сплав в керамическими частицами, или без них находящихся стабильно во взвешенном состоянии/ и для затвердевания и последующего формирования в слитки. В соответствии с настоящим изобретением средства 15 /рис. 3/ содержат экструдер или экструзионную головку 20, охлаждаемую, например, с помощью принудительной циркуляции воды по трубам 21 и с помощью насоса 22 с приводом от двигателя, резервуар 23, выполненный, например, из огнеупорного материала, для сбора полужидкого реоотлитого материала и расположенный ниже по течению от выходного конца 24 смесителя 12 и сразу же выше по течению от головки или формы 20, ряд приводных направляющих валков 25 /рис. 2/, установленных под формой 20, и дисковую пилу 26, смонтированную на приводной платформе 27, движущейся вдоль и параллельно рельсам 28.
В частности, форма 20 содержит цилиндрический формующий трубопровод 30, изготовленный их хорошего теплопроводящего материала, например, меди, и имеющий рубашку 31, охлаждаемую водой /или другим охладителем/, соединенную внутри с трубами 21, имеющая перегородку 33 для усиления турбулентного полотна, и следовательно, теплообменной способности охладителя. Трубопровод 30 соединен встык непосредственно с выходом 35 резервуара 23, сифонного типа, и содержит собирающую часть 36, отделенную от выхода 35 перегородкой 37, выполненной вровень с верхней кромкой 37a резервуара 23 и имеющую такую высоту, чтобы выступать из свободной поверхности ванны полужидкого реоотлитого материала 38 /рис. 3/ в резервуаре 23. Собирающая часть 36 также отделена от выхода 35 острым выступом 39, смещенным относительно перегородки 37 и выполненным на дне резервуара 23 вровень с выходом 35.
Таким образом, выходящий поток 40 полужидкого реоотлитого материла из конца 24 смесителя 12 собирается внутри части 36, из которой он течет в остальную часть резервуара 23 через выход 35, не оказывая совсем никакого воздействия на гидравлические условия материала 38, хранящегося в резервуаре 23 в целом и направляется из резервуара 23 через форму 20 при стационарном реологическом режиме и строго ламинарном потоке. Когда он протекает через трубопровод 30, то материал 38 затвердевает и образует на выходе из формы 20 сплошную непрерывную постоянного сечения заготовку 41. Расстояние между резервуаром 23 и выходным концом 24 выдерживается как можно меньше по сравнению с конструкционными и рабочими требованиями. Благодаря функции хранения резервуара 23, любая турбулентность, возникающая в реоотлитом материале 38, обусловленная выходящим потоком 40, ограничивается частью 36 и так или иначе становится ничтожной в силу того, что уровень полужидкого материала 38 является по существу постоянным и находится близко к кромке 37а в рабочих условиях. Из выхода 35 реоотлитый материал затем направляется прямо в формующий трубопровод 30 при абсолютном отсутствии возможности возникновения какой-либо турбулентности.
В результате устранения турбулентности и обеспечения стационарных реологических условий внутри резервуара 23 и непосредственного гидравлического соединения резервуар 23 с формой 20, материал 38 затвердевает в единственную заготовку 41, не имеющую по существу никаких газообразных веществ.
После образования заготовка 41 направляется через выход 50 формы 20 и известным образом на приводные направляющие валки 25 вращающиеся так, что они подают заготовку параллельно рельсам 28, по которым движется механизированная дисковая пила 26. Последняя движется вдоль рельсы 28 вместе с заготовкой 41 и одновременно с этим разрезает ее на части, которые собираются устройством 52 /рис. 2/, установленным ниже валков 25. После поступления в устройство 52 заданного количества частей, оно перемещается в положение, показанное пунктирной линией на рис. 2, для передачи частей заготовки 41 на устройство пользователя, например, на известную транспортную ленту /не показана/. После этого, устройство 52 возвращается в свое исходное положение под валками 25 для сбора следующих частей, отрезаемых от непрерывной заготовки 41.
Поскольку поперечное сечение заготовки 41 является постоянным, части, отрезанные от заготовки, могут дальше разрезаться под размер для получения слитков точно требуемого веса и готовых для использования в процессе полужидкого литья под давлением упоминавшимся ранее. Или же, путем соответствующего выбора осевого положения, в котором заготовка 41 должна разрезаться пилой 26, заготовка может быть разрезана непосредственно на слитки требуемых веса и размера.
Для устранения по существу всех газообразных веществ в реоотлитом материале и, следовательно, в слитках, система 1 может содержать средства для устранения любых газообразных веществ, содержащихся в исходном металлическом сплаве, и любых, возможно, попавших во время плавления в печь 2 и разливки из нее. В частности, система 1 содержит известную дегазирующую позицию 60, расположенную в заданном месте вдоль рельс 4 между печами 2 и 6, и которая обеспечивает прием механизированного ковша 3, когда он движется по рельсам 4, для уменьшения содержания водорода в расплавленном сплаве и для устранения большинства газообразных веществ, возможно попавших в результате возникновения турбулентности во время передачи сплава в ковш 3. Система 1 также содержит выталкивающие средства 65 /рис. 3/, расположенные между статическим смесителем 12 и резервуаром 23, для уменьшения окислов в сплаве, находящиеся все еще в полужидком состоянии.
В частности, выталкивающие средства 65 содержат устройство для создания зажимной атмосферы из инертного газа вокруг выходящего потока 40 и включающее два полых тороидальных корпуса 66, смонтированных соосно один на другом и соосно с выходным концом 24 смесителя 12, и расположенных ниже выходного конца 24 и выше резервуара 23, в результате чего непрерывный выходящий поток 40 реоотлитого материала между статическим смесителем 12 и резервуаром 23 направляет через и вдоль оси корпусов 66. В каждом корпусе 66 имеются соответствующие ряды сопел 67, 68 и труба 70, соединяющая к источнику подачи защитного газа под давлением /например, инертного газа/. Сопла 67 и 68 ориентированы с наклоном относительно оси корпусов 66 и в противоположных направлениях друг к другу. В одном показанном примере около сопла 67 корпуса 66, находящегося ближе к смесителю 12, ориентирован в сторону смесителя 12, т.е. вверх, тогда как сопла 68 корпуса 66, находящегося ближе к резервуару 23, ориентированы вниз и отклоняются от сопел 67.
Таким образом, сопла 67, 68 обеспечивают подачу в корпуса 66 т вокруг выходящего потока 40 двух расходящихся струей газа, которые могут отличаться по химическому составу, в результате чего ламинарный поток реоотлитого материала 38 через форму 20 протекает под защитой защитного газа с целью дальнейшего уменьшения возможного загрязнения, кроме всего, для уменьшения образования окислов в потоке 40, благодаря защитному действию газа из сопел 67, 68.
Преимущества системы и способа настоящего изобретения будут очевидны из вышеприведенного описания. Во-первых, формирование реоотлитого материала в одну непрерывную заготовку путем ее подачи в режиме ламинарного потока через охлаждаемую форму такого типа, которая используется для непрерывной отливки стали, обеспечивают устранение любой турбулентности вообще и, следовательно, предотвращает попадание газообразных веществ в расплавленный сплав. Следует отметить, что это будет невозможно, например, если заготовки, как обычно бывает в случае с легкими сплавами, будут непрерывно отливаться, используя так называемые "рисовые поля", т.е. резервуары, имеющие ряд выходных отверстий через которые одновременно формируется несколько заготовок. Во-первых, реоотлитый материал, обладающий высокой плотностью, не будет иметь достаточно энергии для завершения разливки, а во-вторых, такой способ неизбежно приведет к турбулентности и включению газообразных веществ, как раз то, что должно быть устранено.
Во-вторых, способ настоящего изобретения обеспечивает безопасное производство из заготовок, т.е. из частей, отрезаемых от заготовки пилой 26, слитков требуемого веса и размера. Благодаря постоянному сечению заготовки, вес слитки в действительности может быть определен путем простого определения осевого положения, в котором должен отрезаться кусок. Для получения слитков различного диаметра, у формы 20 необходимо только заменить трубопровод 30 другим трубопроводом требуемого внутреннего диаметра. И наконец, способ настоящего изобретения устраняет отходы, обусловленные усадкой материала внутри обычных изложниц, и необходимость в компенсации конической формы последних.
Способ получения реокастных слитков, предназначенных для изготовления отливок под давлением включает расплавление металлического сплава в печи и передачу в ковш, в котором его дегазируют. Затем расплав направляют в герметичную печь для выдерживания в стационарных реологических условиях. Сплав пропускают через смесь и в полужидком состоянии накапливают перед заливкой в форму. В форме сплав затвердевает в виде непрерывной заготовки, которую разрезают на части, соответствующие весу отливки. Формирование слитков в ламинарных условиях устраняет турбулентность потока и предотвращает попадание газов в слитки. 2 с. и 5 з.п. ф-лы, 3 ил.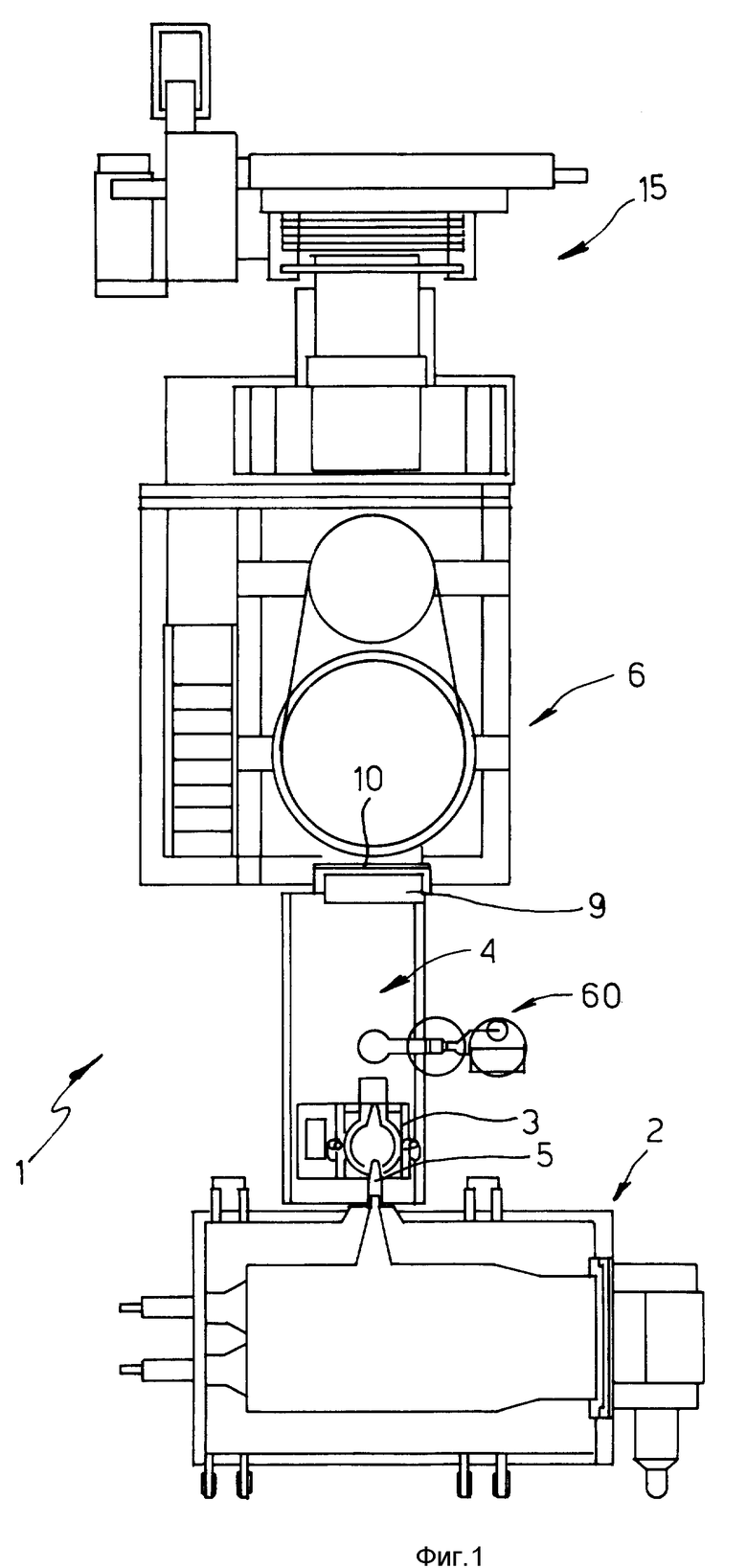
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| IT, патент, 1119287, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 3902544, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

