Настоящее изобретение касается машины для формирования металлических болванок, в частности подходящих для плавления и последующего непрерывного затвердевания драгоценного металла, такого как золото, серебро, сплавы драгоценных металлов, а также других чистых металлов или разных сплавов для производства слитков, как описано в ограничительной части пункта 1.
Как известно, производство слитков, в частности изготовленных из золота, серебра, сплавов драгоценных металлов, обычно достигают посредством двух различных способов.
При производстве легких слитков от 5 до 50 г используется процесс холодной формовки и штамповки, начиная с полуфабрикатов, таких как предварительно сформированные шайбы или заготовки.
При производстве слитков с весом, варьирующимся между 50 г и 50 кг, наоборот используется способ плавления и последующее затвердевание металла в специальных формах.
На практике металл, который необходимо плавить, помещают внутрь ковшей в форме порошков, гранул или сыпучего сырья различных размеров, где его доводят до плавления.
Затем расплавленный металл заливают в отдельные изложницы, как правило, придав форму усеченной трапеции, где, затвердевая, он принимает форму слитка.
Такие две операции как плавление и последующее затвердевание материала, необходимо проводить с особой осторожностью, учитывая, что получаемый конечный продукт должен отвечать строгим и особым требованиям стандарта.
Фактически слитки, доступные на рынке, помимо имеющих требуемую чистоту, если изготовлены из чистого металла, или требуемое процентное содержание чистого металла, если изготовлены из сплава (так называемую «плотность»), должны иметь очень точные размеры и вес, внешнюю конфигурацию с правильными поверхностями, без впадин и трещин, равномерную окраску и прежде всего они должны иметь идеальную внутреннюю металлографическую структуру, без раковин, микропористостей и структурных напряжений.
Во избежание получения неправильных слитков, не способных обеспечить получение «штамповки», которые, таким образом, будут рассматриваться в качестве отходов, необходимо, чтобы весь производственный цикл проводили с большой осторожностью, в частности, в течение этапов плавления, затвердевания и охлаждения металла.
В соответствии с нынешним уровнем техники производство слитков происходит, помимо ручного способа, с использованием плавильных печей, снабженных тиглем, из которых расплавленный металл разливают в изложницы, а также с использованием установок значительных размеров, в которых основные этапы работы осуществляются посредством непрерывного автоматического цикла.
Наиболее важными документами известного уровня техники являются: JP 4305359 A, US 2001/050157 A1, DE 20012066 U1 и US 2007/289715 A1.
Задачей настоящего изобретения является создание машины для формирования металлических болванок, в частности для получения слитков, изготовленных из благородных и неблагородных материалов, но которая, даже включая этапы плавления и затвердевания материала, не имеет недостатков, выявленных в установках известного типа.
Такая задача достигается посредством машины, в которой присутствуют шесть рабочих мест, расположенных последовательно, при этом:
на первом рабочем месте, определенном как «область загрузки», происходит помещение твердого металла в изложницы, добавление особой химической добавки, которая взаимодействует с кристаллической структурой материала для того, чтобы предотвратить образование неравномерности и внутреннего напряжения во время последующего этапа плавления, установка крышки для закрытия изложницы, а также предусматривается толкающее устройство для перемещения всех изложниц вперед в течение всего рабочего цикла;
на втором рабочем месте, в общем определенном как «плавильная печь», происходит расплавление металла, содержащегося в изложнице, в соответствии с заданными параметрами температуры/времени;
на третьем рабочем месте, определенном как «дополнительная добавка», помещают в еще жидкий металл химическую добавку, которая устраняет неравномерности, которые проявляют тенденцию к образованию на поверхностях слитков в процессе последующей стадии затвердевания;
на четвертом рабочем месте, определенном как «область затвердевания», происходит затвердевание металла в изложнице, в соответствии с заданными параметрами температуры/времени;
на пятом рабочем месте, определенном как «область охлаждения», происходит охлаждение твердого слитка и на нем, когда требуется быстрое охлаждение, вышеупомянутый слиток выгружается в ванну, содержащую охлаждающую жидкость, из которой его собирают, когда он полностью остыл.
на шестом рабочем месте, определенном как «область выгрузки», выгружают изложницы, которые могут содержать слитки, в случае нормального охлаждения, или же они могут быть пустыми, в случае быстрого охлаждения, в котором и охлажденные слитки извлекаются отдельно.
Отличительные признаки настоящего изобретения станут более понятными посредством описания возможного варианта, представляемого путем неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
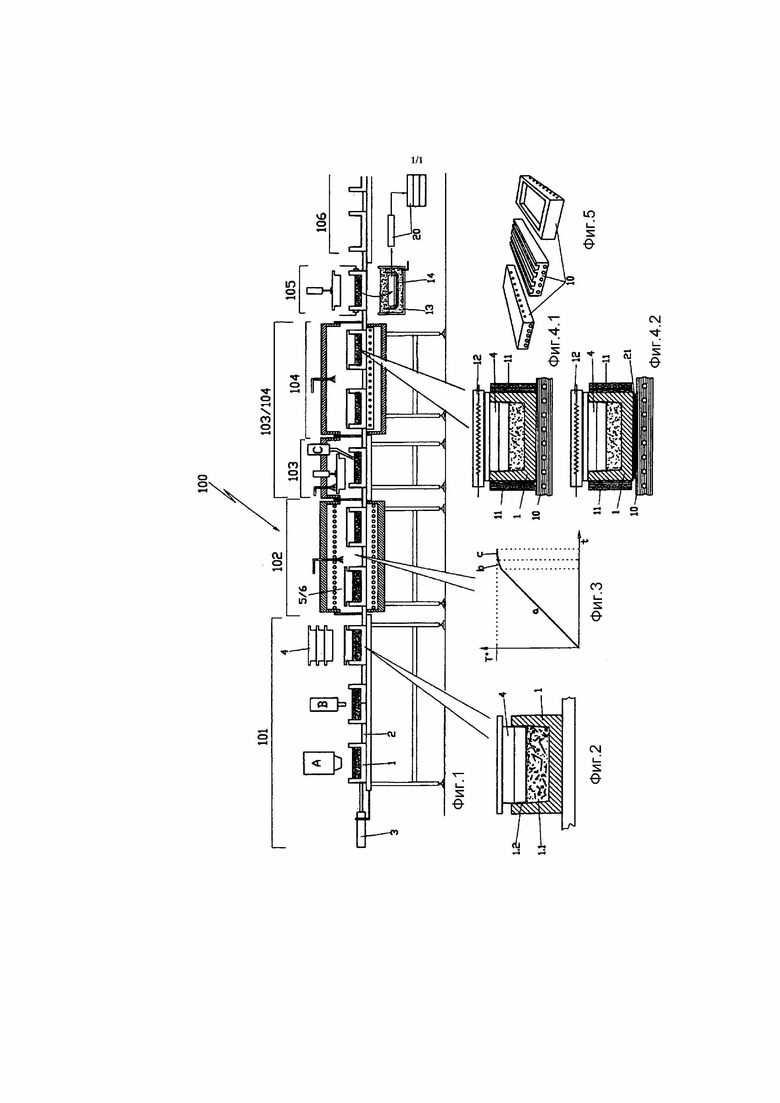
фиг. 1 представляет вертикальную проекцию машины согласно изобретению;
фиг. 2 представляет подробный вид изложницы на рабочем месте загрузки;
фиг. 3 представляет диаграмму t/T° (время/температура) на рабочем месте плавления металла;
фиг. 4.1 и 4.2 представляют подробные виды изложниц на рабочем месте затвердевания с разными режимами охлаждения;
фиг. 5 представляет три разные конфигурации подвижной пластины изложниц во время этапа затвердевания.
Как видно из чертежей, машина, согласно изобретению, в общем, обозначенная позицией 100, включает в себя:
рабочее место для загрузки и проталкивания, обозначенное позицией 101, изложниц 1;
рабочее место плавления металла, содержащегося в изложницах, обозначенное позицией 102;
рабочее место для «дополнительной добавки» в еще жидкий металл, обозначенное позицией 103;
рабочее место для затвердевания расплавленного металла, обозначенное позицией 104;
рабочее место для охлаждения твердого слитка, обозначенное позицией 105;
рабочее место для выгрузки изложниц, обозначенное позицией 106.
Как можно видеть на фиг. 1, на загрузочную поверхность первого рабочего места 101 помещают пустые изложницы 1, вставляя между изложницей и такой же последующей или между группами из двух или более смежных изложниц, разделители 2, выполненные из графита или любого другого огнеупорного материала, которые имеют функцию поддержания заданного расстояния между единственными изложницами или между группами изложниц, таким образом, чтобы изложницы 1, образуя «состав изложниц», располагались во время движения вперед всегда правильно в рабочей зоне; кроме того, упомянутая рабочая поверхность также снабжена толкающим устройством 3, управляемым различным образом, например, червячным винтом, пневматическими устройствами, гидравлическими устройствами или любыми другими устройствами, которые обеспечивают проталкивание с заданным «шагом» вышеупомянутого состава вперед и затем возвращение и, таким образом, освобождение места на вышеупомянутой загрузочной поверхности для того, чтобы позволить вкладывание дополнительных пустых изложниц.
С практической точки зрения в каждую отдельную изложницу 1 насыпают точный вес металла в виде порошка, крошки или стружки различных размеров (насыпающее устройство «А») и добавляют химическую добавку (дозирующее устройство «B»), что вызывает химическую реакцию с примесями, содержащимися в металле, которая при этом состоит из борной кислоты, буры, нитрата калия, аммония, натрия, лития, калия и хлорида натрия, используемых отдельно или смешано.
Наконец, на упомянутом первом рабочем месте 101 происходит установка крышки 4 для закрытия заполненной изложницы.
С конструктивной точки зрения, как можно видеть на подробном фиг. 2, изложница 1 может иметь размер по высоте такой, что когда она наполнена точным весом металла, ее крышка 4 находится на металле, но продолжает возвышаться относительно упора края изложницы, тем самым позволяя нижней частью крышки сжимать и, следовательно, регулярно уплотнять порошки, крошку или стружку так, что в ходе последующего этапа плавления, когда объем, занимаемый толщей металла, постепенно уменьшается даже до одной трети исходного твердого объема, крышка снижается постепенно по мере того, как плавится металл, пока она не расположится на вышеупомянутом крае, тем самым герметично закрывая изложницу.
Кроме того, внутреннее пространство изложницы 1 состоит из двух отдельных объемов, нижний объем 1.1 представляет собой фактическую «изложницу», в которой устанавливается форма и размеры слитка, в соответствии с международными стандартами, такими как, например, стандарты LMBA или с другими особыми требованиями клиента и второй верхний объем 1.2, который может быть по-разному скомпонован, с целью облегчения помещения металла во время этапа загрузки.
Затем толкающее устройство 3 толкает «состав» от рабочего места 101 для подачи изложниц в плавильное рабочее место 102, в котором может быть нагревательная печь 5, в которой изложницы и разделители передвигаются на огнеупорную поверхность при отсутствии регулируемой атмосферы, или туннель 6, в котором изложницы и разделители передвигаются по поверхности туннеля или по направляющим, по-разному нагретые посредством электрических резисторов, посредством электромагнитной индукции, посредством горелки газового типа или любого другого типа, до рабочей температуры; в качестве примера относительно слитков из серебра (Ag) такая температура составляет около 1150°С. При этом для слитков, изготовленных из золота (Au), она составляет около 1250°С, а в туннеле или на направляющих присутствует выдуваемый инертный газ, такой как азот, азотно-водородная смесь с макс. 4,5% водорода (Н), для того, чтобы создать «инертную» окружающую среду, которая предохраняет изложницы и крышки от подверженности окислению и таким образом предотвращает быстрый износ и удерживает расплавленный металл защищенным от кислорода.
Практически сложность периодического и постоянного регулирования температуры плавления слитков внутри туннеля частично преодолевают с применением «индукционного» нагрева, причем увеличение температуры нагрева (тепловой перепад) происходит, по меньшей мере, с двумя диапазонами (фиг. 3), начиная с быстрого диапазона (а) вплоть до достижения по меньшей мере 90% от заданного значения температуры плавления и одного или более диапазонов (b, c) с менее наклонным профилем (фиг. 3).
Кроме того, с целью снижения тепла и атмосферы инертного газа внутри туннеля 6 предлагается в боковых отверстиях для входа и выхода «состава» применение мобильных перегородок 7, получаемых, например, с помощью гильотинной технологии, которые создают мобильный или гибкий изолирующий огнеупорный барьер; их перемещение происходит вручную или автоматически.
Затем все еще с практической точки зрения, как только истекает время плавления, активируют толкающее устройство 3, которое обеспечивает перемещение «состава» вперед; изложницы, находящиеся на загрузочной поверхности, проталкиваются в печь/тоннель 5/6 и они же, в свою очередь, проталкивают изложницы, находящиеся в туннеле/печи 5/6 к выходу с той целью, чтобы позволить последним, содержащим расплавленный металл, затем перемещаться к рабочему месту «дополнительная добавка» 103 и впоследствии к рабочему месту 104 затвердевания.
С практической точки зрения на рабочем месте 103 происходит поднятие крышки с изложницы посредством захватов механического типа, пневматического типа или любого другого типа, в то время как дозирующие системы механического типа, пневматического типа или любого другого типа добавляют в каждую отдельную изложницу 1, на расплавленный металл, точное количество химической добавки (дозирующее устройство «C»), что создает химическую реакцию с примесями, содержащимися в расплавленном металле; добавка состоит из борной кислоты, буры, нитратов калия, аммония, натрия, лития и хлоридов калия и натрия, используемых отдельно или смешано; впоследствии крышку переустанавливают на изложницу.
Кроме того, в процессе «дополнительной добавки» должна быть создана «инертная» окружающая среда, в отношении которой применяется поток инертного газа, такого как азот, аргон или азотно-водородная смесь, который предотвращает окисление изложниц и крышек и защищает металл все еще жидкой формы от кислорода. Затем на рабочем месте 104 затвердевания изложницы с температурой накаливания, содержащие расплавленный металл и закрытые крышкой, передвигаются, пока не остановятся на охлаждающей поверхности 10, охлаждаемой водой посредством проходных отверстий, имеющихся внутри и выполненных с применением меди, алюминия или их сплавов или других материалов, пригодных для контролируемого рассеивания тепла, на которой они остаются в течение заданного периода времени, в среднем от 1 до 5 минут, в зависимости от количества материала, подлежащего затвердеванию, вплоть до полного затвердевания всей массы.
Кроме того, в процессе затвердевания должна быть создана «инертная» окружающая среда, следовательно, применяется поток инертного газа, такого как азот, аргон или азотно-водородная смесь, которая предотвращает окисление изложниц и крышек и защищает затвердевший металл от кислорода.
Как правило, в зависимости от внутренней структуры металла, которую требуется получить слитку, который будет иметь большую, среднюю или мелкую зернистость и более или менее выраженную усадку от затвердевания, рабочее место 104 затвердевания могут снабжать также изолирующими или огнеупорными охлаждающими пластинами для замедления рассеивания 11 тепла; такие пластины могут по возможности быть выполнены с выемками для определения локальных тепловых областей, которые расположены вблизи или в контакте с одной или более стороной изложницы и крышки (фиг. 4.1), и/или пластинами дополнительного нагрева для замедления охлаждения 21, выполненными из графита, металла или огнеупорных или изолирующих материалов, гладких или с соответствующими фрезерованным рельефом или углублениями, которые могут быть размещены между охлаждающей пластиной 10 и изложницей 1 (фиг. 4.2).
Как вариант, когда требуется тщательный контроль за термодинамическими перепадами затвердевания, с целью получения слитка с наиболее подходящей структурой затвердевшего металла рабочее место 104 затвердевания могут снабжать нагревательными панелями 12, например нагреваемыми с помощью электрических резисторов, газа или с помощью любых других средств, также расположенных вокруг изложницы и на крышке.
Кроме того, с целью дополнительной возможности точного определения термодинамических перепадов, в зависимости от внутренней структуры металла, которую должен принять слиток, охлаждающая пластина 10 может иметь поверхность скольжения, на которой изложницы останавливаются на стадии затвердевания, имеющую плоскую и гладкую поверхность или выполненную с фрезерованным рельефом или углублениями и, кроме того, прохождение охлаждающей жидкости может быть выполнено в продольном направлении и/или в поперечном направлении относительно направления движения «состава» изложниц (смотрите фиг. 5).
По конструктивным причинам в некоторых случаях рабочее место 103 «дополнительная добавка» и рабочее место 104 затвердевания могут быть объединены в одно рабочее место 103/104, где этапы добавления и затвердевание выполняются последовательно.
Впоследствии изложница проходит на рабочее место 105 охлаждения, и такой процесс может происходить в двух различных рабочих режимах, в соответствии с установленными производственными периодами и в зависимости от типа материала и «размера» производимых слитков.
В частности, существует два способа охлаждения:
нормальное охлаждение: изложницы с все еще очень горячими слитками подвергают контролируемому охлаждению в свободной окружающей среде и при этом они направляются на рабочее место 106 выгрузки.
быстрое охлаждение слитков: когда изложницы с все еще горячими твердыми слитками передают в зону охлаждения, их опорожняют и слитки опускают в охлаждающую водную ванну 13, в то время как пустые изложницы отправляют на рабочее место 106 выгрузки.
С практической точки зрения быстрое охлаждение обеспечивает поднятие крышки изложницы, посредством захватов механического типа, пневматического типа или любого другого типа, в то время как приводы механического типа, пневматического типа или любого другого типа блокируют изложницу на опорной точке.
Затем вышеупомянутые приводы поворачивают и наклоняют изложницы, и под действием силы тяжести горячий слиток падает в ковш 14, погруженный в охлаждающую ванну 13, который после соответствующего времени охлаждения посредством поступательного движения выходит из вышеупомянутой ванны, чтобы сделать возможным подбор охлажденного слитка 20.
Однако в дальнейшем наоборот после того, как пустой ковш 14 возвращается, повторной установки пустых изложниц и опускания крышки головное толкающее устройство 3 перемещает «состав» вперед, так что пустая изложница, передвигаясь, оказывается размещенной на рабочем месте 106 выгрузки, из которого ее подбирают вместе со слитком 20.
В частности, указанное рабочее место 106 выгрузки может быть соответствующим образом расширено так, чтобы позволить «составу» из изложниц оставаться расположенными на охлаждающей поверхности в течение длительного периода времени, таким образом, чтобы иметь возможность постепенного достижения температуры, подходящей для того, чтобы обеспечить удобство в обращении оператором, который должен подбирать их пустыми (в случае быстрого охлаждения), или должен снимать крышки и подбирать охлажденные слитки из изложниц (в случае нормального охлаждения).
Изобретение, задуманное таким образом, может быть подвержено многочисленным изменениям и дополнениям, а его конструктивные элементы могут быть заменены технически эквивалентными элементами, полностью подпадающими под концепцию изобретения, определенную последующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКИХ БОЛВАНОК | 2012 |
|
RU2602924C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ СЛИТКОВ | 2019 |
|
RU2777085C2 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗОЛЯЦИИ СЛИТКА ПРИ ЗАПУСКЕ | 2009 |
|
RU2527535C2 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЮВЕЛИРНОГО СПЛАВА ПЛАТИНЫ | 2018 |
|
RU2675012C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДОБАВОК И ЛИГАТУР ДЛЯ ПРОИЗВОДСТВА СПЛАВОВ | 2008 |
|
RU2395610C2 |
| УМЕНЬШЕНИЕ ВЫБРОСОВ ПЫЛИ ВО ВРЕМЯ РАЗЛИВКИ МЕТАЛЛА | 2012 |
|
RU2603397C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕОКАСТНЫХ СЛИТКОВ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2104823C1 |
| ОБРАБОТКА РАСПЛАВЛЕННЫХ МЕТАЛЛОВ ДВИЖУЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ | 2001 |
|
RU2296034C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО СПЛАВА, СОДЕРЖАЩЕГО ЛИТИЙ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2079563C1 |
Изобретение относится к области металлургии и может быть использовано при производстве слитков из драгоценных металлов. Машина содержит по меньшей мере одну изложницу (1) с крышкой (4). В изложницу загружают твердый металл в виде порошка, крошки или стружки, затем его плавят и остужают изложницу с получением слитка. Нижняя часть крышки расположена на загруженном твердом металле без контакта с упором края изложницы для равномерного уплотнения твердого металла до его расплавления. После расплавления металла и постепенного уменьшения его объема при его плавлении до одной трети объема изложницы, занимаемого загруженным металлом, обеспечивается герметичное расположение крышки на упоре. Обеспечиваются точные размеры и вес слитков. 1 з.п. ф-лы, 5 ил.
1. Машина для производства слитков, в частности, из драгоценных металлов, содержащая по меньшей мере одну изложницу с крышкой, выполненную с возможностью загрузки в нее твердого металла в виде порошка, крошки или стружки, причем изложница выполнена с внутренним пространством, обеспечивающим расположение нижней части крышки на загруженном твердом металле без контакта с упором края изложницы для равномерного уплотнения твердого металла до его расплавления и обеспечивающим герметичное расположение крышки на упоре после расплавления металла и постепенного уменьшения его объема при расплавлении до одной трети объема изложницы, занимаемого загруженным металлом.
2. Машина по п. 1, отличающаяся тем, что изложницы выполнены с внутренним пространством, состоящим из двух объемов, первый, меньший, из которых определяет форму и размер слитка, а второй объем предназначен для облегчения размещения твердого металла в изложнице во время загрузки.
| EA 200300418 A1, 28.08.2003 | |||
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2403120C2 |
| JP 4305359 A, 28.10.1992 | |||
| US 20070289715 A1, 20.12.2007 | |||
| DE 20012066 U1, 21.09.2000. | |||

