Изобретение относится к машиностроению, в частности к изготовлению и использованию нестандартного инструмента, например предельных и динамометрических ключей.
Процесс тарировки предельных и динамометрических ключей является достаточно сложным, продолжительным по времени и требует значительных затрат на его реализацию. Это, в свою очередь, отражается на себестоимости изготовляемых динамометрических ключей, что существенным образом ограничивает их производство.
Сущность изобретения заключается в том, что у предельных и динамометрических ключей, содержащих рабочий стержень с упругим участком и указателем прилагаемого к рычагу усилия, упругий участок изготавливают по его длине, форме и размеру поперечного сечения одинаковым для всех ключей данного типоразмера.
В качестве металла для изготовления динамометрических ключей данного типоразмера берут металл с одними и теми же физико-механическими характеристиками.
Выбор длины упругого участка для данного типоразмера ключа, форма и размер поперечного сечения этого участка определяется в процессе конструкторской разработки данного ключа. Эти показатели определяют сходимость значений прилагаемых к стержню ключа усилий и позволяющими за счет этого исключить необходимость тарировки каждого изготовляемого динамометрического ключа данного типоразмера. Допускаемый сертификатом на используемый для изготовления ключей металл разброс физико-механических данных не влияет на идентичность всех изготовляемых ключей данного типоразмера.
Существенные отличительные признаки изобретения обеспечивают достижение технического результата, предусмотренного реализацией предложенного способа.
На чертеже показана одна из возможных конструкций динамометрического ключа, реализующая предложенный способ изготовления калиброванных по усилию динамометриечских ключей.
Ключ содержит головку 1, обеспечивающую установку ключа для затяжки резьбового соединения на машине, механизме, агрегате. На другом конце рабочего стержня 2 имеется ручка 3, к которой прикладывается необходимое для затяжки усилие. Между головкой ключа и ручкой на стержне 2 выполнен гибкий участок 4, который под действием прилагаемого к ручке ключа усилия P деформируется, т. е. прогибается. Величина прогиба фиксируется подвижной частью 5 индикатора 6, установленного на планке 7, которая жестко крепится к недеформируемой части 8 ключа с помощью болта 9. Наконечник подвижной части 5 индикатора 6 находится в постоянном контакте с горизонтальной поверхностью 10 гибкого участка 4 стержня 2.
Изготовляется динамометрический ключ по предложенному способу и эксплуатируется следующим образом.
Основным элементом конструкции ключа, определяющим изготовление ключей с идентичными показателями по приложенному усилию к данному типоразмеру ключа, является рабочей стержень 2 с упругим участком 4 с горизонтальной плоскостью 10. По расчетным и экспериментальным данным выбирается требуемая длина L ключа, длина Lk упругого участка стержня, форма поперечного сечения и размер площади поперечного сечения Sk этого участка. Выбирается марка металла, используемого для изготовления предельных и динамометриечских ключей. Изготовляя рабочий стержень с заданной длиной L и длиной Lk гибкого участка стержня с сечением формой и размером Sk в пределах технологических допусков, принятых в машиностроении для изготовления такого вида промышленной продукции, с учетом разброса физико-механических показателей используемого металла для изготовления рабочего стержня допускаемых сертификатом на данный металл, обеспечивается соблюдение идентичности всех изготовленных рабочих стержней по допускаемому прилагаемому к ключу усилию и по идентичности показаний индикатора приложенных к ключу усилий. На ключе наносится значение приложенного усилия на единицу перемещения стрелки индикатора 6.
При измерении усилия затяжки резьбового соединения, например болтового, головку 1 с шестигранным отверстием накидывают на головку болта или гайку. К ручке 3 стержня 2 прикладывается усилие P. В результате приложенного усилия калиброванная по длине Lk и сечению Sk гибкая часть рычага деформируется, и величина этой деформации, т.е. перемещения измеряется индикатором 6. Перемещение тем значительней, чем больше величина приложенного усилия. При снятии максимального или заданного значения усилия прилагаемого к резьбовому соединению, гибкая часть рычага возвращается в первоначальное положение, и стрелка индикатора возвращается к нулевой отметке. При длительной эксплуатации ключа осуществляется корректировка положения наконечника подвижной части 5 индикатора 6 на горизонтальной площадке 10 гибкого участка 4 рычага 2.
Пользование динамометрическим ключом, изготовленным по предложенному способу, не отличается от работы с обычным гаечным ключом, и позволяет такой ключ рассматривать как универсальный.
| название | год | авторы | номер документа |
|---|---|---|---|
| Динамометрический ключ | 1989 |
|
SU1790481A3 |
| Устройство для свинчивания-развинчивания труб | 1983 |
|
SU1145118A1 |
| Способ контроля натяжения высокопрочных болтов | 2017 |
|
RU2658103C1 |
| Устройство для свинчивания и развинчивания труб | 1983 |
|
SU1141183A1 |
| Динамометрический ключ (его варианты) | 1982 |
|
SU1063586A1 |
| ДИНАМОМЕТРИЧЕСКИЙ КЛЮЧ | 2015 |
|
RU2686182C2 |
| Динамометрический ключ | 1980 |
|
SU954207A1 |
| Динамометрический гайковерт | 1983 |
|
SU1144869A1 |
| Гаечный ключ предельного момента | 1984 |
|
SU1196254A1 |
| СПОСОБ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2401423C1 |
Способ изготовления калиброванных по усилию динамометрических ключей может быть использован при изготовлении нестандартного инструмента. Способ включает наличие у динамометрических ключей упругого участка рабочего стержня и указателя усилия затяжки, при этом упругий участок стержня выполняют длиной, формой и размером сечения этого участка одинаковыми для всех изготовляемых ключей данного типоразмера. Способ позволяет значительно снизить затраты на изготовление динамометрических ключей. 1 ил.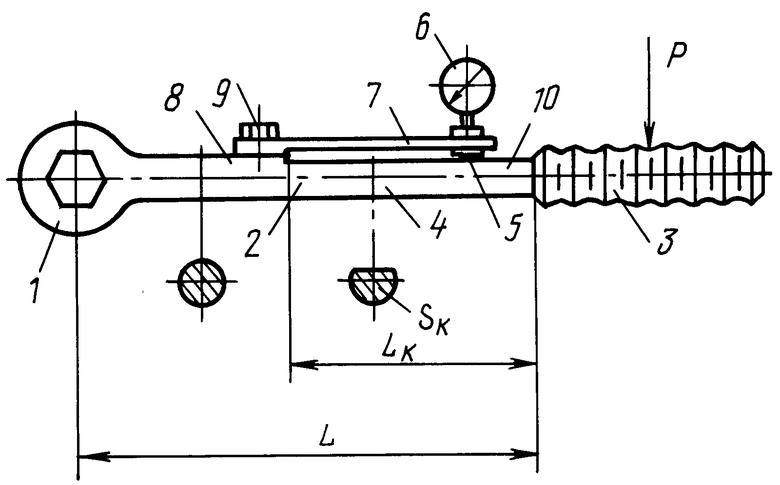
Способ изготовления калиброванных по усилию динамометрических ключей, включающий наличие у динамометрических ключей упругого участка рабочего стержня и указателя усилия затяжки, при этом упругий участок рабочего стержня выполняют длиной, формой и размером поперечного сечения этого участка одинаковым для всех изготовляемых ключей данного типоразмера.
