Изобретение относится к установкам технологического цикла изготовления средств индивидуальной защиты, а именно респираторов, и может быть использовано во всех отраслях промышленности на предприятиях различных форм собственности.
Известен секционный пресс для приклеивания подошв обуви, содержащий станину, гидронасосную станцию, гидроцилиндр, таймер, регулятор давления, прессующие плиты в виде пресс-подушки и системы упоров, кнопки включения и выключения, педаль включения [1].
Недостатками данного технического решения являются отсутствие устройства термоскрепления, необходимого для соединения фильтрующих материалов, лежащих в основе конструкции респиратора, недостаточная прецизионность при совмещении соединяемых элементов изделия из-за размещения одной из плит непосредственно на штоке гидроцилиндра, неравномерное распределение давления плит в момент их соединения.
Наиболее близким по техническому решению к изобретению является сборочный полуавтомат КГ-1 для изготовления респираторов ШБ-1 "Лепесток" методом одномоментного точечного термического сваривания, содержащий корпус, нагревательное устройство и прижимное кольцо [2].
Однако изготовление респираторов на вышеописанном полуавтомате из-за его жесткой приспособленности под один типоразмер респиратора без коренной конструктивной доработки установки практически невозможно. Кроме того, одномоментный точечный шов, получаемый на полуавтомате КГ-1, не обладает достаточной механической прочностью. При использовании полуавтомата для изготовления респираторов возможно нарушение целостности конструкции изделия, а также проникновение вредных веществ в подмасочное пространство из окружающей среды через нескрепленные участки обтюратора и фильтра.
Техническая задача изобретения - повышение эксплуатационных и технологических характеристик установки.
Указанная цель достигается тем, что в установке для изготовления респираторов методом термоскрепления, содержащей корпус с опорной плитой, нагревательное и прижимное устройство, опорная плита выполнена подвижной, соединена с верхней частью станины корпуса посредством амортизатора, включающего четыре угловых и одну центральную направляющие и пружины, и имеет размещенную на ней нижнюю плиту, а прижимное устройство выполнено в виде размещенной с зазором над нижней плитой и закрытой крышкой верхней плиты, связанной посредством подвижной колонки, рычажной системы и редуктора с педалью включения и блоком пускателя, включающим размещенные на выносной стойке микровыключатель и подпружиненную втулку для взаимодействия с ним, связанную посредством тяги с подвижной колонкой, нагревательное устройство расположено в верхней и нижней плитах, по периметру контактирующих поверхностей которых размещен сварочный контур, имеющий в сечении форму трапеции, рабочая сторона которой меньше внутренней стороны плиты, а высота трапеции составляет не менее 2 - 3 толщин пакета заготовок скрепляемого респиратора, при этом внутри пространства, образованного сварочным контуром плит, закреплена двухслойная теплоизоляционная прокладка, а нижняя плита снабжена двумя подвижными фиксирующими упорами, размещенными взаимноперпендикулярно, параллельно прямым линиям периметра сварочного контура и отстоящими от них на расстоянии 0,5 ширины сварного шва.
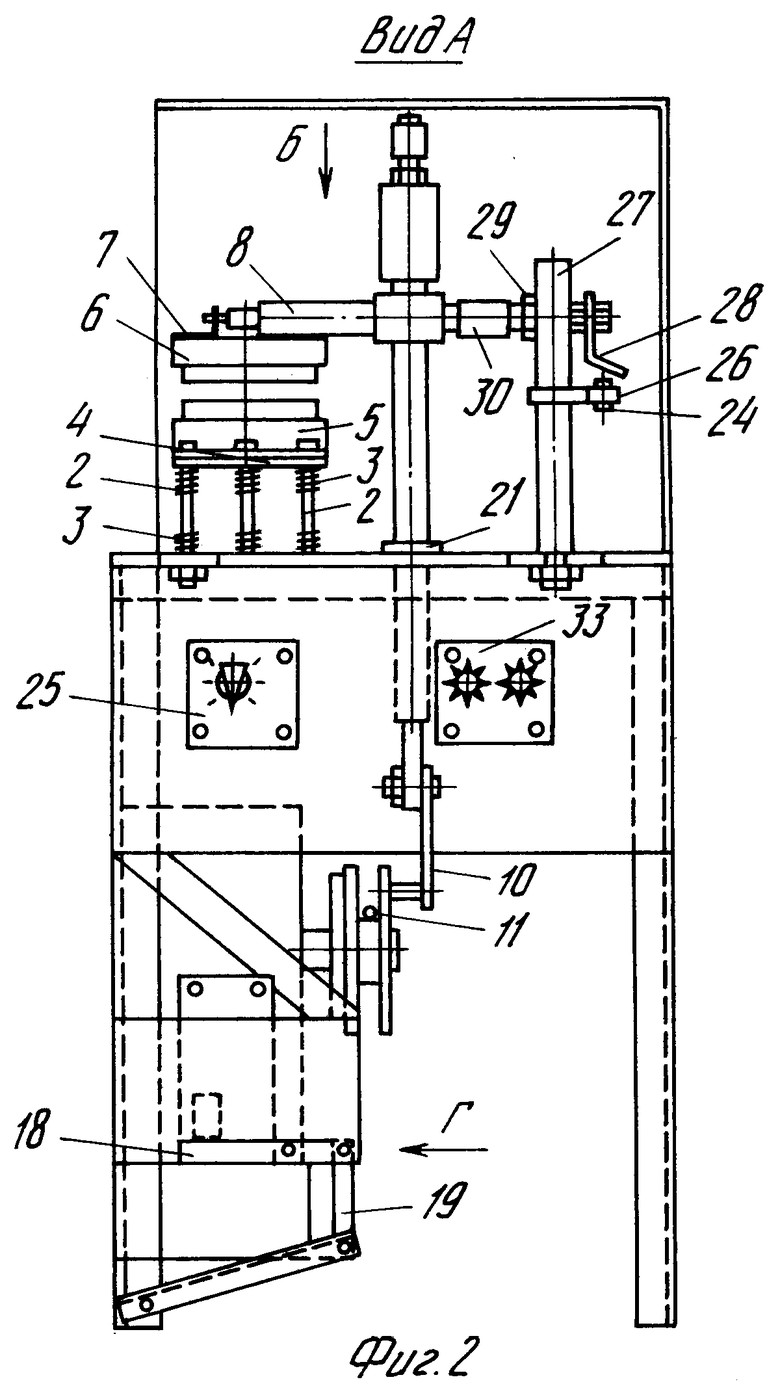
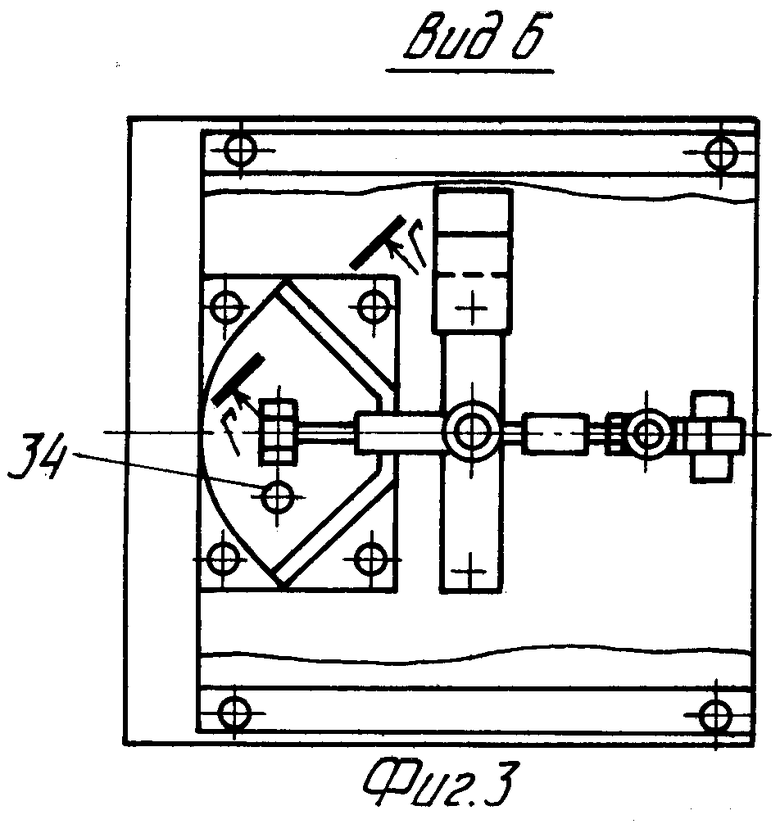
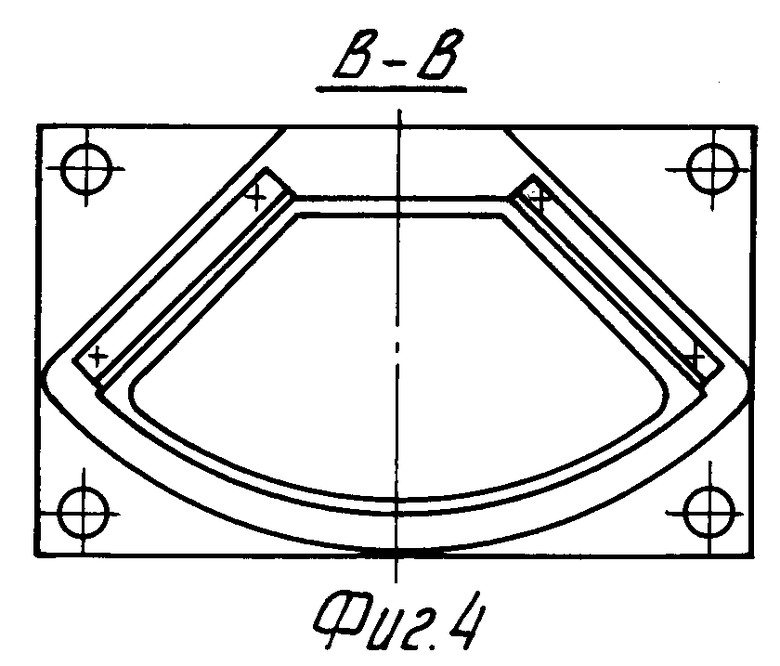
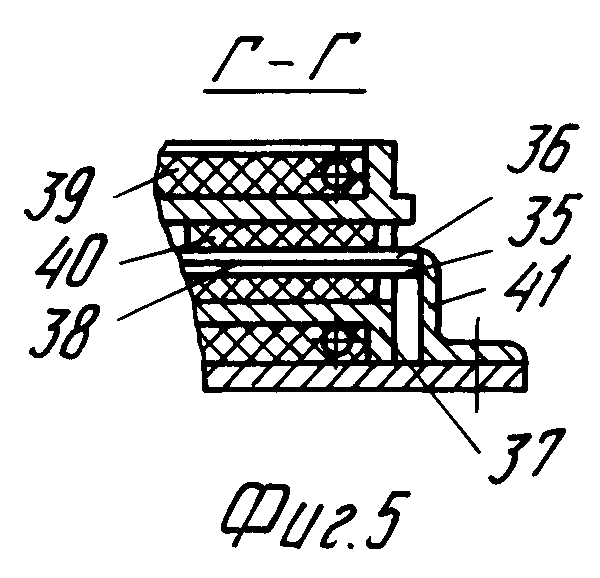
На фиг. 1 показана предлагаемая установка, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 3.
Установка для изготовления респираторов методом термоскрепления содержит станину корпуса 1, в верхней части которой на амортизаторе, состоящем из четырех угловых и одной центральной направляющей 2 и пружин 3, закреплена опорная подвижная плита 4, на которой установлена нижняя плита 5. Над нижней плитой 5, не соприкасаясь с ней, соосно и плоскопараллельно расположено прижимное устройство, выполненное в виде верхней плиты 6, закрытой крышкой 7 и соединенной через рычаг 8 и подвижную колонну 9 с тягой 10 диска привода 11, находящегося на выходном валу редуктора 12, соединенного с электродвигателем 13 и снабженного блоком пускателя 14, который через шток 15, скрепленный с подвижным горизонтальным ползуном 16, прилежащим к вертикальному ползуну 17, соединенному посредством рычага 18 и тяги 19, связан с педалью включения 20. Подвижная колонка 9 установлена в двух направляющих 21, одна из которых закреплена в верхней плите станины 1, а вторая - в планке 22, соединяющей между собой верхнюю часть двух параллельных стоек 23, противоположная часть стоек 23 жестко укреплена на верхней части станины корпуса 1. Микровыключатель 24, соединенный с таймером 25 и электродвигателем 13, закреплен с помощью хомута 26 на выносной стойке 27 и соприкасается с пружиной 28, закрепленной на втулке 29, перемещающейся по стойке 27, при этом втулка 29 через тягу 30 соединена с подвижной колонкой 9 главного привода. Нагревательное устройство расположено в верхней 6 и нижней 5 плитах, содержит теплоэлектронагревательные элементы, выполненные, например, в виде электроспиралей 31, соединенных через распределительную колодку 32 с регулятором 33 температуры, который снабжен датчиком температуры 34, установленным в верхней плите 6, на контактирующих поверхностях нижней 5 и верхней 6 плит по периметру расположен сварочный контур 35, имеющий в сечении форму трапеции, рабочая сторона 36 которой меньше внутренней 37 со стороны плиты, а высота трапеции составляет не менее 2-3 толщин пакета заготовок скрепляемого респиратора 38, внутри пространства, образованного сварочным контуром 35 плит, закреплена теплоизоляционная прокладка, выполненная из двух слоев теплоизоляционного материла картона асбестового 39 и картона Т-1 40, причем картон асбестовый 39 находится между плитой и картоном Т-1 40. Плита нижняя 5 снабжена приспособлением фиксации, содержащим два подвижных фиксирующих упора 41, расположенных под углом 90oC по отношению друг к другу, параллельно прямым линиям периметра, образующим сварочный контур 35 и отстоящим от них на расстоянии, равном 0,5 ширины сварного шва.
Установка работает следующим образом.
При нажатии педали включения 20 усилие через тягу 19, рычаг 18 передается вертикальному ползуну 17, который в свою очередь нажимает на горизонтальный ползун 16, скрепленный со штоком 15, включающим блок пускателя 14 электродвигателя 13. Вращение от электродвигателя 13 через червячный редуктор 12 передается диску привода 11, находящегося на выходном валу редуктора, и далее через тягу 10, подвижную колонку 9, рычаг 8, соединенный с верхней плитой 6, преобразуется в поступательное движение верхней плиты 6, осуществляющей прижим свариваемого респиратора к нижней плите 5. Температура нагрева плит в диапазоне 60-180oC, исходя из технологических параметров, задается и автоматически поддерживается регулятором 33 температур, оснащенным датчиком 34, который установлен в верхней плите 6. При опускании и прижиме плиты 6 тяга 30, соединенная с одной стороны с подвижной колонкой 9, а с другой стороны - с втулкой 29, на которой закреплена пружина 28, перемещает втулку 29 по стойке 27, при этом пружина 28 нажимает на микровыключатель 24, который отключает электродвигатель 13 и включает таймер (реле времени) 25. Таймер 25 задает экспозицию выдержки прижима плит 6 и 5 при скреплении элементов респиратора в диапазоне 1-11 с, после чего включает в работу электродвигатель 13, который отводит верхнюю плиту 6 от нижней 5.
Установка в верхней части станины на амортизаторе, состоящем из четырех угловых и одной центральной направляющей и пружин, подвижной плиты, на которой установлена плита нижняя, позволяет обеспечить равномерность распределения давления по периметру сварочного контура, повысив тем самым качество сварного шва, исключить непровары и пережоги, смещение и деформацию заготовок и изделия в целом.
Расположение плит нижней и верхней, соосно и плоскопараллельно относительно друг друга, а также соединение верхней плиты через рычаг и подвижную колонку с тягой диска привода, находящегося на выходном валу редуктора, соединенного с электродвигателем, и установка подвижной колонки в двух направлениях, одна из которых закреплена в верхней плите станины, а вторая - в планке, соединяющей между собой верхнюю часть двух параллельных стоек, причем противоположная часть стоек жестко укреплена на станине, позволяет обеспечить достаточную прецизионность при совмещении соединяемых элементов и прижиме их плитами.
Обеспечение включения блока пускателя через шток, скрепленный с подвижным ползуном горизонтальным, прилежащим к ползуну вертикальному, соединенному посредством рычага и тяги и связанному с педалью включения, позволяет включить установку плавно, без каких-либо рывков, что также исключает смещение заготовки в процессе работы.
Использование таймера (реле времени) позволяет автоматизировать процесс термоскрепления, задавая различные технологические экспозиции выдержки прижима плиты, а расположение микровыключателя, соединенного с таймером и электродвигателем и закрепленного с помощью хомута на выносной стойке и включаемого пружиной, закрепленной на втулке, перемещающейся по данной стойке, причем втулка через тягу соединена с подвижной колонкой главного привода, позволяет прерывать движение плиты при достижении ею заданной границы и исключить деформацию заготовки, а в аварийной ситуации и поломку всей кинематической системы установки.
Применение в плитах верхней и нижней теплоэлектронагревательных элементов, выполненных, например, в виде электроспиралей, соединенных через распределительную колодку с регулятором температуры, который снабжен датчиком температуры, установленным в плите верхней, позволяет обеспечить равномерность распределения тепловых потоков внутри плит, обеспечить технологическую температуру нагрева, а также исключить непровары и пережоги сварного шва.
Выполнение на контактирующих поверхностях плит нижней и верхней по периметру сварочного контура, имеющего в сечении форму трапеции, рабочая сторона которой меньше внутренней со стороны плиты, а высота трапеции составляет не менее 2-3 толщин пакета заготовок скрепляемого респиратора, позволяет получить качественный шов и исключить приваривание сварочного контура к заготовке.
Расположение внутри пространства, образованного сварочным контуром плит, теплоизоляционной прокладки, выполненной из двух слоев теплоизоляционного материала, например, из картона асбестового и картона Т-1, позволяет снизить дополнительные теплопотоки к заготовке, исключив при этом спекание заготовок под плитами, а установка картона асбестового между плитой и картоном Т-1 исключает загрязнение поверхности заготовки и готового изделия волокнами асбеста, который является опасным веществом для здоровья.
Установка на плите нижней приспособления для фиксации заготовок, состоящего из двух подвижных фиксирующих упоров, расположенных под углом 90o по отношению друг к другу, параллельно прямым линиям периметра, образующим сварочный контур и отстоящим от них на расстоянии, равном 0,5 ширины сварного шва, позволяет исключить сдвиг заготовки, а также обеспечить ее более точную центровку и прецизионность при совмещении в период термоскрепления.
Установка позволяет обеспечить более высокие эксплуатационные и технологические характеристики в сравнении с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ НА ПОРЕЗ | 1996 |
|
RU2158912C2 |
| ЗАЩИТНАЯ ОДЕЖДА ПЧЕЛОВОДОВ | 2000 |
|
RU2176897C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| ПОДСТАВКА ДЛЯ НОГ С ЭЛЕКТРОПОДОГРЕВОМ | 1991 |
|
RU2015680C1 |
| Устройство для термоимпульсной сварки полимерных материалов | 1979 |
|
SU859176A1 |
| РУЛЕВОЙ ПРИВОД УПРАВЛЯЕМЫХ КОЛЕС | 1999 |
|
RU2168437C2 |
| ЭЛЕКТРОПАРОВОДОНАГРЕВАТЕЛЬ | 1999 |
|
RU2147101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ-ВКЛАДЫШЕЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК ДЛЯ УПАКОВКИ ЖИВОТНОГО МАСЛА, МАРГАРИНА И ДРУГИХ ПИЩЕВЫХ ПРОДУКТОВ | 1993 |
|
RU2090474C1 |
| ДРОБИЛКА ЦЕНТРОБЕЖНАЯ С ВНУТРЕННИМ РЕЦИКЛОМ | 1994 |
|
RU2108159C1 |
| Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций | 1972 |
|
SU434698A1 |
Изобретение относится к установкам технологического цикла изготовления средств индивидуальной защиты, а именно респираторов, и может быть использовано во всех отраслях промышленности на предприятиях различных форм собственности. Установка содержит станину корпуса, в верхней части которой на амортизаторе, включающем четыре угловых и одну центральную направляющие и пружины, закреплена опорная подвижная плита, а на ней укреплена нижняя плита. Прижимное устройство выполнено в виде размещенной с зазором над нижней плитой верхней плиты, связанной посредством подвижной колонки, рычажной системы и редуктора с педалью, включения и блоком пускателя. Размещенные на выносной стойке микровыключатель и подпружиненная втулка для взаимодействия с ним связаны посредством тяги с подвижной колонкой. Нагревательное устройство расположено в верхней и нижней плитах, по периметру контактирующих поверхностей которых размещен сварочный контур, имеющий в сечении форму трапеции, рабочая сторона которой меньше внутренней стороны плиты, а высота трапеции составляет не менее 2 - 3 толщин пакета заготовок скрепляемого респиратора. Внутри пространства, образованного сварочным контуром плит, закреплена двухслойная теплоизоляционная прокладка, а нижняя плита снабжена двумя подвижными фиксирующими упорами, размещенными взаимно перпендикулярно, параллельно прямым линиям периметра сварочного контура и отстоящими от них на расстоянии 0,5 ширины сварного шва. 1 з.п. ф-лы, 5 ил.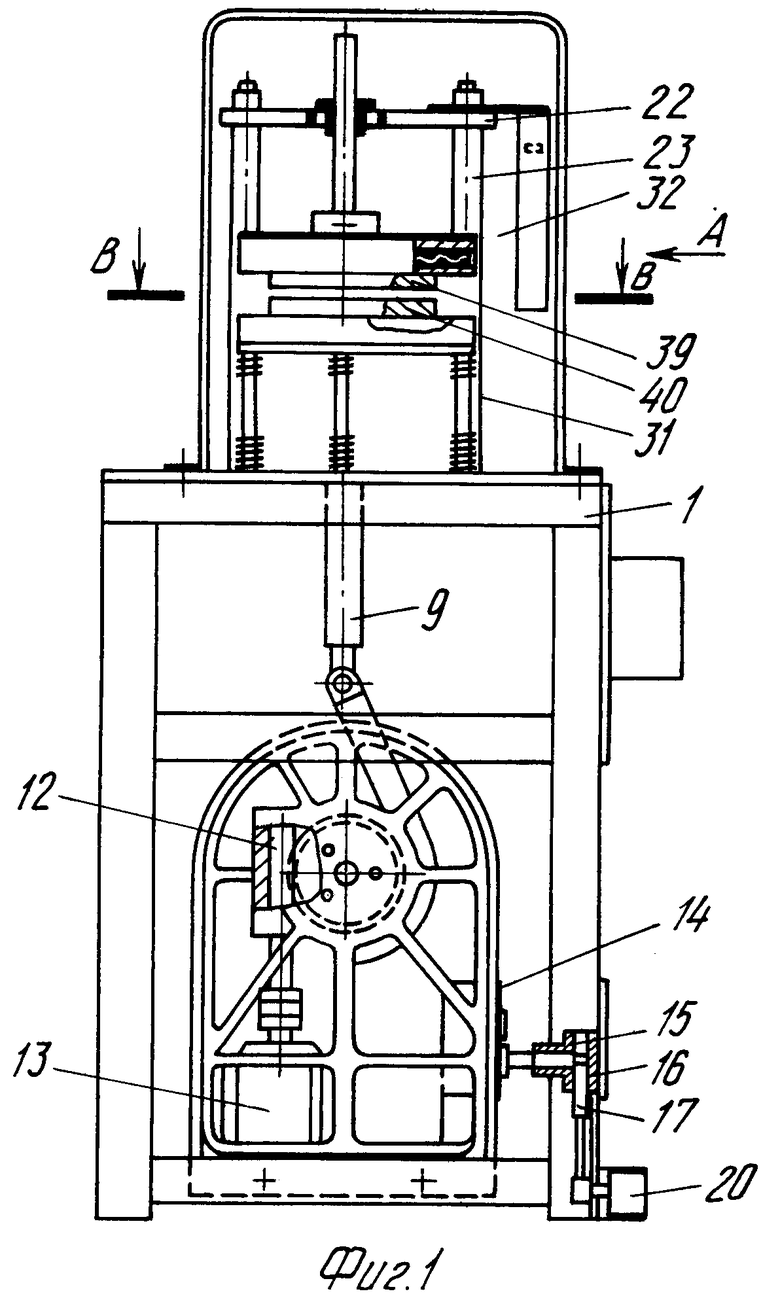
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Раяцкас В.Л., Нестеров В.П | |||
| Технология изделий из кожи | |||
| Учебник для Вузов, в 2 ч., - М.: Легпромбытиздат, 1988, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Петряков И.В., Кощеев В.С | |||
| и др | |||
| Лепесток (Легкие респираторы) | |||
| - М.: Наука, 1984, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
