Изобретение относится к обработке металлов без снятия стружки, частности к способам изготовления ободьев для колес грузовых и легковых автомобилей, путем профилирования их исполнительных поверхностей обкатыванием роликами-инструментами.
Известны способы обкатывания деталей типа ободьев, осуществляемые на поточных линиях, содержащих три обкатных станка, на каждом из которых профиль формуемого обода постепенно приближается к профилю готовой детали за счет усложнения профилей используемых роликов-инструментов, совершающих принудительный обкат заготовки [1].
Наиболее близким к заявляемому является способ накатывания профилей ободьев колес [2] . В названном устройстве внутренний ролик, на который устанавливают заготовку, выполнен составным из двух блоков, которые сводятся в осевом направлении и кинематически замыкаются посредством шестеренчатого двухступенчатого редуктора.
Перечисленные способы обладают тем общим недостатком, что требуют для реализации крупногабаритного дорогостоящего оборудования, занимающего значительные производственные площади и снабженного большим числом приводов. Кроме того, в техническом решении-прототипе полувалы блоков внутреннего составного ролика стыкуются посредством сложных кинематических механизмов, содержащих узлы осевого перемещения и вращения. При этом вопрос синхронизации вращения полувалов, а следовательно, и составных блоков внутреннего ролика не решен, особенно для стендов (станков) для обработки деталей различных типоразмеров. В результате несогласованного вращения роликов на поверхности детали образуются "натиры", металл "плывет" в тангенциальном направлении, в поверхностном слое возникают микротрещины и микроразрывы. Металл детали и инструментов перегревается, меняется фазовое состояние, твердость, прочностные свойства. Все это приводит к прогрессивному износу роликов-инструментов, с одной стороны, и к быстрому усталостному разрушению деталей в процессе эксплуатации, с другой. Кроме этого, оборудование для реализации вышеперечисленных способов металлоемко и сложно в эксплуатации, так как трудно перенастраивается при переходе к другому типоразмеру деталей.
Задачей изобретения является повышение качества обрабатываемых деталей и их эксплуатационной долговечности, упрощение и удешевление оборудования, увеличение стойкости инструмента. Задача решается путем реализации определенного цикла формирования профиля на кольцевой заготовке обода, включающего периоды формирования и калибрования, совершаемые при свободном обкатывании заготовки формующим роликом-инструментом. При этом кольцевую заготовку устанавливают на составной опорный ролик и заклинивают между его составными частями, сообщают заготовке принудительное вращение и свободно обкатывают формующим роликом-инструментом, причем в процессе формирования профиля обода формующий ролик перемещают в радиальном направлении с равномерно убывающей скоростью, а в процессе калибрования - с постоянной скоростью.
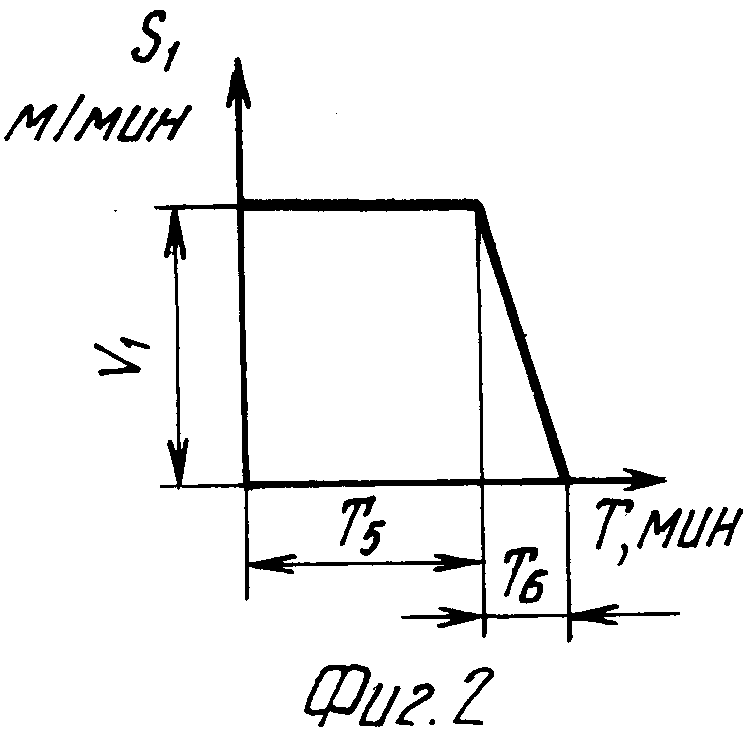
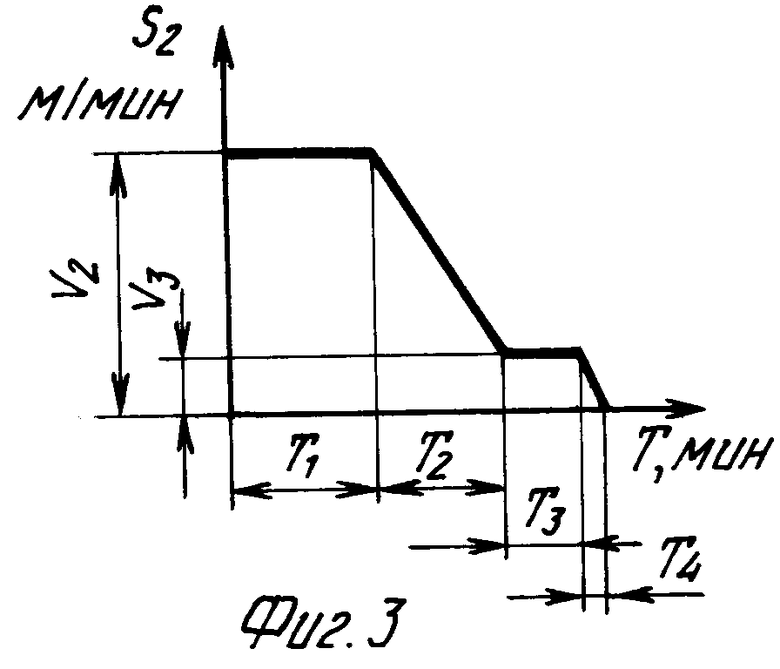
На фиг. 1 представлено устройство (стенд) для осуществления заявляемого способа; на фиг. 2 - диаграмма скорости движения пиноли (подача S1), перемещающей в осевом направлении свободную часть опорного ролика; на фиг. 3 - диаграмма изменения рабочей скорости (подача S2) профилирующего ролика (инструмента).
Стенд, представленный на фиг. 1, содержит электропривод 1, проводящий во вращение шпиндель 2. Нижний (опорный) ролик выполнен составным из двух частей - ведущей части 3, установленной на шпинделе 2, и свободной части 4, установленной на пиноли, проводимой в поступательное движение гидроприводом 5. Верхний формующий ролик 6 (инструмент) установлен в опорах в ползуне 7, перемещающемся в радиальном направлении в направляющих 8 с помощью гидропривода 9. Питание гидроприводов осуществляется от стандартной гидростанции (не показана). Управление гидроприводом 9 осуществляется посредством системы: регулятор 10, обратный клапан 11, кулачок 12. Кулачок 12 - съемный, кинематически связан с движением ползуна 7. Управление гидроприводами осуществляется от стандартных распределителей, один из которых (13) показан на фиг. 1.
Способ реализуется следующим образом. Заготовку в виде отрезка трубы или сварной обечайки (на фиг. 1 не показана) устанавливают на свободную часть 4 опорного ролика и движением гидропривода 5 в направлении S1 (со скоростью V1) поджимают к вращающейся части опорного ролика. При этом заготовка заклинивается в направляющих (конец периода Т5, фиг. 2) конусах частей ролика и начинает вращаться, передавая вращение части 4 ролика.
Часть 4 ролика продолжает движение в осевом направлении до контакта с частью 3 (период вращения Т6 на фиг. 2). Нижний опорный ролик собран. Начинает движение верхний формующий ролик 6. Для этого включают Эм 1 управления распределителем 13 (до этого момента оба электромагнита управления выключены и гидропривод 9 зафиксирован при верхнем положении ролика 6). Ролик 6 перемещается на вращающуюся заготовку с максимальной скоростью V2 до контакта (период начального контакта - период Т1). При достижении контакта ролик 6 (за счет сил трения) начинает вращаться на оси, свободно обкатываясь с заготовкой. При этом движение в радиальном направлении продолжается, но с переменной (V2 oCV3) уменьшающейся скоростью, так как растет деформация металла заготовки, усложняется профиль, в работу вступают все новые участки рабочей поверхности формующего ролика 6 (период формирования Т2). После того, как профиль в основном сформирован (Т1+Т2) и достигнута скорость V3, наступает период калибрования (Т3), когда профиль детали окончательно формируется. После достижения требуемой конфигурации формуемого профиля (Т1+ Т2+Т3) процесс завершен, перемещение ролика 6 останавливается и скорость резко падает до нуля (период Т4 = 0,01 - 0,05 с). После этого отключается Эм 1 и включается Эм 2. Ролик 6 ускоренно (со скоростью V2) возвращается в исходное положение, после чего также в исходное положение возвращается часть 4 нижнего опорного ролика с уже сформированной деталью. Цикл закончен и может быть повторен с новой заготовкой. Для перехода на обработку деталей других форм и типоразмеров достаточно заменить ролики-инструменты и кулачок 12. Переналадка кинематики оборудования не требуется.
Заявляемый способ позволяет повысить качество и эксплуатационную долговечность изготовляемых деталей за счет исключения "натиров" и микротрещин в поверхностном слое и, кроме этого, снизить металлоемкость и увеличить стойкость оборудования для осуществления данного способа, а также упростить переналадку при переходе на другой типоразмер деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ТЕЛ ВРАЩЕНИЯ С ПЕРЕМЕННОЙ ЖЕСТКОСТЬЮ ПО СЕЧЕНИЮ | 2012 |
|
RU2503518C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320471C1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320470C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2329134C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2329132C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
Использование: в обработке металлов давлением при изготовлении ободьев для колес грузовых и легковых автомобилей. Сущность изобретения: кольцевую заготовку заклинивают между составными частями опорного ролика, выполненного составным, и придают ей вращение. Путем свободного обкатывания по заготовке формующего ролика формируют профиль обода, после чего производят его калибрование. Формующий ролик перемещают в радиальном направлении до контакта с заготовкой в период формирования профиля и в период калибрования. В процессе формирования профиля формующий ролик перемещают с равномерно убывающей скоростью, а в процессе калибрования - с постоянной скоростью. 3 ил.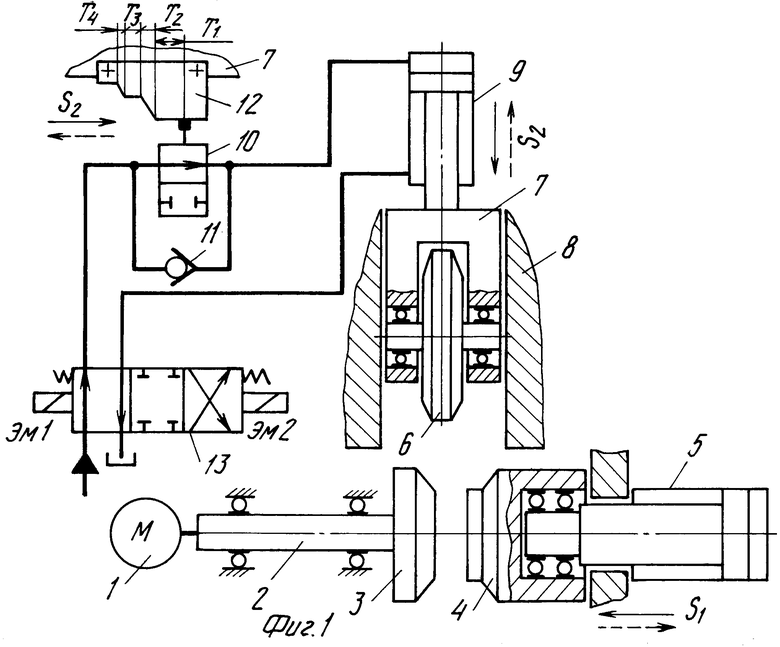
Способ изготовления деталей типа ободьев для колес, заключающийся в том, что кольцевую заготовку размещают на опорном ролике, выполненном составным, придают ей вращение и формируют профиль обода путем свободного обкатывания по заготовке формующего ролика, который перемещают в радиальном направлении до контакта с заготовкой и в период формирования профиля, отличающийся тем, что заготовку заклинивают между составными частями опорного ролика, а после окончания формирования профиля обода осуществляют его калибрование, при этом в процессе формирования профиля формующий ролик перемещают с равномерно убывающей скоростью, а в процессе калибрования - с постоянной скоростью.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Herman - J.Ludwig | |||
| Spanlose Formgebung von LKW - und PKW-Radern | |||
| Sonderdruck aus Warkstott und Betrieb | |||
| Nr | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1648610, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
