Изобретение относится к обработке металлов давлением, в частности к инструментам и оснастки для обработки поверхностным пластическим деформированием (ППД) тел вращения типа валов.
Известно устройство, в котором деформирующий элемент для поверхностного пластического деформирования тел вращения типа валов представляет собой охватывающее заготовку кольцо с трехступенчатой внутренней рабочей поверхностью, выполненной в виде расположенных последовательно в направлении продольной подачи, переднего сглаживающего конуса, упрочняющего пояска и заднего конуса [1].
Недостатком известного устройства является не высокое качество обрабатываемой поверхности, вызванное большим трением между инструментом и заготовкой, отрицательно влияющее также на износ деформирующего элемента.
Известно трехроликовое приспособление для обкатывания нежестких валов, состоящее из державки с роликами, шарнирно соединенная с корпусом, который крепят на суппорте станка [2]. Приспособление оснащено упрочняющими деформирующими элементами в виде торообразных роликов, например, по ГОСТ 16344-70.
Недостатком известного приспособления является ограниченность применения, узкая специализация (только для цилиндрических поверхностей) и низкая производительность, при этом для получения высокого качества необходимо создание больших рабочих усилий, а это требует использование роликов с большим радиусом профиля, что отрицательно влияет на массогабаритные параметры и не всегда осуществимо. При этом значительная величина пластической волны, идущей перед деформирующими элементами в виде роликов или шариков, увеличивает вероятность трещинообразования и отслаивания обрабатываемого поверхностного слоя.
Задачей изобретения является расширение технологических возможностей путем обеспечения обработки ППД тел вращения типа валов, а также снижение себестоимости, повышение производительности и улучшение качества изготовления, благодаря использованию деформирующих элементов в виде охватывающих колец с внутренней рабочей поверхностью, состоящей из переднего конуса, упрочняющего пояска и заднего конуса, значительно уменьшающих величину пластической волны, идущей перед деформирующими элементами и вероятность трещинообразования и отслаивания обрабатываемого поверхностного слоя.
Поставленная задача решается предлагаемым деформирующим элементом для поверхностного пластического деформирования тел вращения типа валов, представляющим собой охватывающее заготовку кольцо с трехступенчатой внутренней рабочей поверхностью, выполненной в виде расположенных, соответственно, последовательно в направлении продольной подачи, переднего сглаживающего конуса, упрочняющего пояска и заднего конуса, причем кольцо установлено в подшипнике с возможностью свободного вращения, а его внутренний диаметр определен по формулам:
Dку=(1,1...1,3)Dз,
Dку=Dкс-2b
где Dку - внутренний минимальный диаметр отверстия охватывающего кольца по упрочняющему пояску, мм;
Dкс - внутренний максимальный диаметр отверстия охватывающего кольца по сглаживающему пояску, мм;
Dз - диаметр обрабатываемой поверхности заготовки, мм;
b - величина, на которую изменяется размер после обработки, мм.
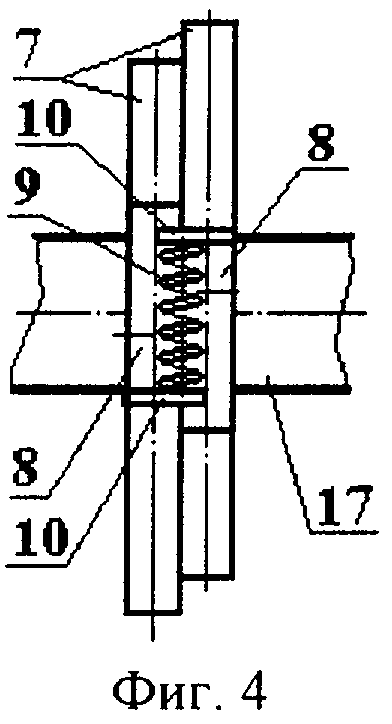
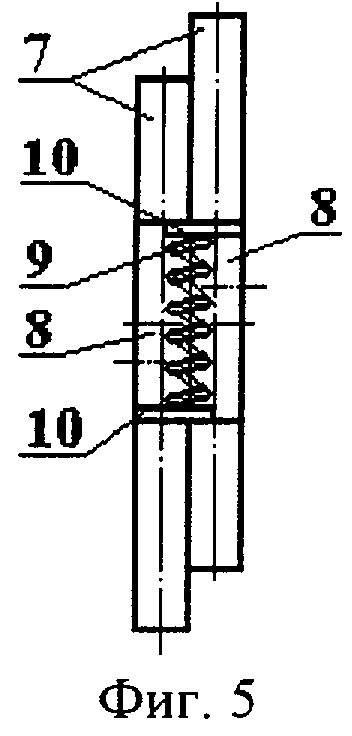
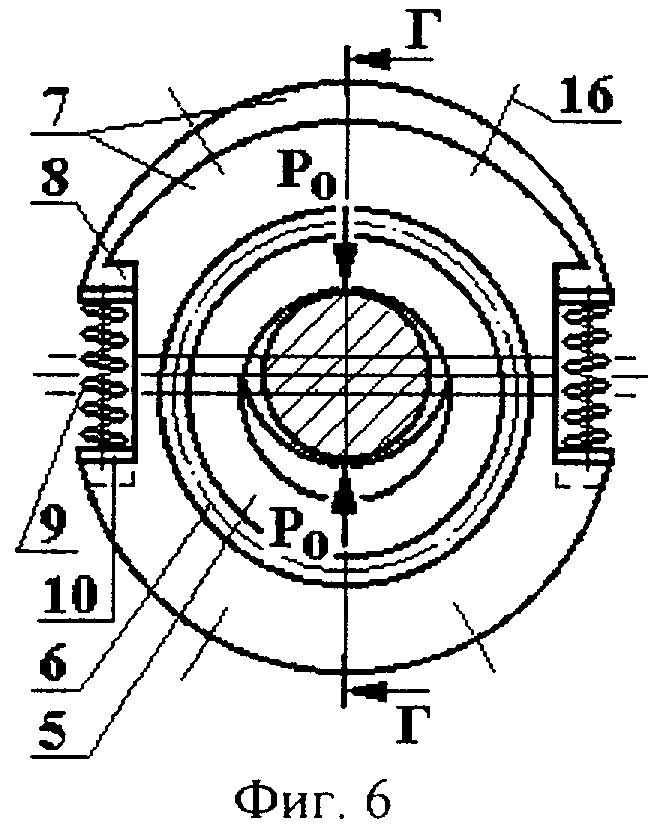
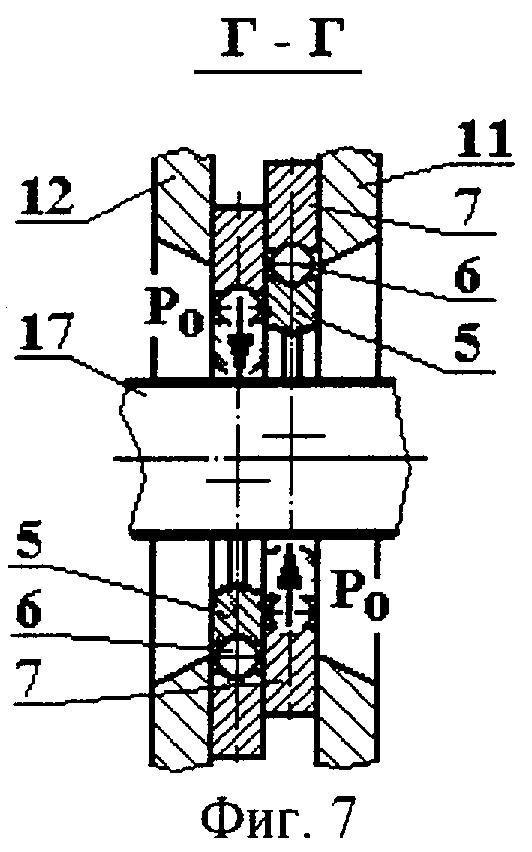
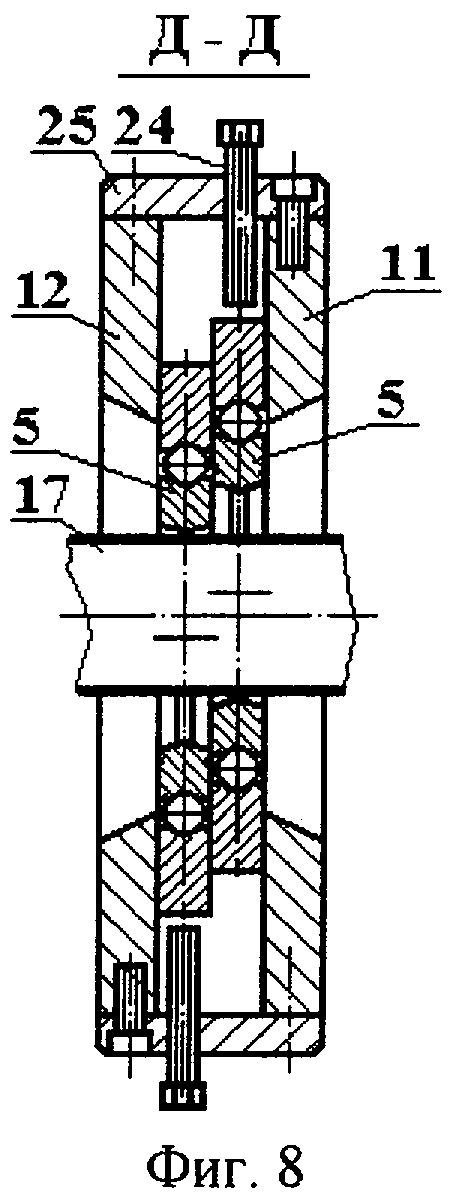
Сущность конструкции деформирующего элемента поясняется чертежами. На фиг.1 представлена схема обработки поверхностным пластическим деформированием нежесткого вала деформирующими охватывающими кольцами в составе двухкольцевого приспособления для обкатывания на токарном станке, продольный разрез по А-А на фиг.2; на фиг.2 - двухкольцевое приспособление для обкатывания, общий вид справа по Б (повернуто) на фиг.3; на фиг.3 - двухкольцевое приспособление для обкатывания, разрез В-В на фиг.2; на фиг.4 - общий вид сбоку блока (состоящего из двух) державок двухкольцевого приспособления в рабочем положении при обкатывании вала; на фиг.5 - общий вид сбоку блока (состоящего из двух) державок двухкольцевого приспособления в свободном состоянии, без заготовки; на фиг.6 - блок (состоящий из двух) державок двухкольцевого приспособления с указанием направления и места действия сил обкатывания, вид слева на фиг.4; на фиг.7 - блок державок с указанием направления и места действия сил обкатывания, продольный разрез по Г-Г на фиг.6; на фиг.8 - двухкольцевое приспособление, разрез Д-Д на фиг.3.
Предлагаемое охватывающее кольцо предназначено для обработки поверхностным пластическим деформированием (ППД) - обкатыванием тел вращения типа валов в составе одно- и многокольцевых приспособлений.
Особенности устройства и работы кольца рассмотрим на примере двухкольцевого приспособления для обкатывания, приведенное на фиг.1-10. Двухкольцевое приспособление содержит корпус 1 сварной конструкции, с помощью которого его крепят, например, на суппорте токарного станка. В корпусе можно различить: полдиска 2, расположенного вертикально, две взаимно перпендикулярные горизонтальные планки 3 для закрепления корпуса в резцедержателе суппорта (не показаны) и ребра жесткости 4.
Поверхностное пластическое деформирование осуществляется свободно вращающимися деформирующими элементами в виде охватывающих колец 5 в количестве не менее двух, которые на подшипниках 6 смонтированы в центральных отверстиях державок 7. Державки 7 (по количеству, равное количеству деформирующих колец - блок державок) свободно контактируют друг с другом своими торцовыми поверхностями, при этом в периферийных диаметрально противоположных пазах 8 державок расположены общие на все державки две пружины сжатия 9, создающие необходимое усилие обкатывания Ро. Пружины сжатия 9 установлены в пазах 8 на планках 10, являющимися опорными площадками для пружин и одновременно ограничителями поперечных перемещений державок 7, совершаемых под действием пружин 9, при смене обрабатываемых заготовок и удалении их из зоны обкатывания двухкольцевого приспособления (фиг.5).
Блок державок 7 подвижно установлен в корпусе 1 с помощью двух дисков 11 и 12. Диски 11 и 12 имеют центральные отверстия для свободного прохождения обрабатываемой заготовки. Диск 11 жестко соединен с полудиском 2 корпуса 1 винтами 13, а другой диск 12 жестко крепится к торцу диска 11 с помощью распорных втулок 14 и винтов 15. Между дисками 11 и 12 по скользящей посадке (H7/h6) с зазором свободно установлен блок державок 7 с помощью растяжек в виде пружин растяжения 16. Пружины 16 одним концом закреплены на державках 7, а другим - закреплены на распорных втулках 14. Пружинные растяжки могут быть установлены как на каждой державке, так и на какой-то одной, ввиду того, что все державки объединены в блок пружинами сжатия 9.
Сборку двухкольцевого приспособления осуществляют в следующей последовательности. К корпусу 1, сваренному из отдельных элементов: полудиска 2, планок 3 и ребер жесткости 4, крепится винтами 13 диск 11. Отдельно собирается блок державок 7. Сборка блока державок 7 заключается в установлении в каждую державку 7 подшипника 6 и деформирующего элемента - кольца 5 и их соединение в блок с помощью установки пружин сжатия 9, которые в сжатом состоянии вставляются в периферийные пазы 8 державок 7, и закрепление растяжек - пружин 16.
Заканчивается общая сборка двухкольцевого приспособления установкой диска 12 и крепление его с помощью роликов 14 винтами 15, с предварительной установкой между дисками 11 и 12 блока державок 7 в сборе, при этом производится натяжение, закрепление пружин 16 на роликах 14 и постановка планок 25 с винтами 24.
По окончании сборки производится проверка и при необходимости регулировка зазоров между дисками 11 и 12 и блоком державок 7 путем установки шайб (не показаны) между роликами 14 и диском 11 с целью свободного без люфта поперечного смещения блока державок 7 относительно дисков 11 и 12.
Работа двухкольцевого приспособления заключается в следующем.
При финишной обработке поверхностным пластическим деформированием обкатыванием вал 17, прошедший предварительную, например, токарную обработку, закрепляют в патроне 18 шпинделя 19 передней бабки 20, подводят двухкольцевое приспособление, вводят свободный конец заготовки вала в отверстие приспособления и поджимают центром 21 задней бабки 22. Определенные трудности представляет собой введение заготовки в отверстие двухкольцевого приспособления. Так как отверстие, образованное деформирующими кольцами соседних державок, находящихся в свободном состоянии, будет меньше обрабатываемого диаметра заготовки, необходимо радиально разводить державки, преодолевая сопротивление пружин сжатия 9. Развод державок 7 можно осуществить несколькими способами: за счет продольной подачи и принудительного развода державок благодаря фаски 23, имеющейся на заготовке, специальным рычажным инструментом в виде ножниц (не показаны) или способом, показанным на фиг.8, при котором поперечное смещение державок 7 осуществляют регулировочными винтами 24, установленными против соответствующих державок, путем ввинчивания их в планки 25, которые закреплены в пазах дисков 11 и 12.
Обрабатываемому валу сообщают вращательное движение Vз. Скорость вращения заготовки задают в зависимости от требуемой производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30...150 м/мин.
Двухкольцевому приспособлению сообщают продольную подачу Sпр в одну сторону. Оптимальную подачу  определяют по формуле:
определяют по формуле:  ,
,
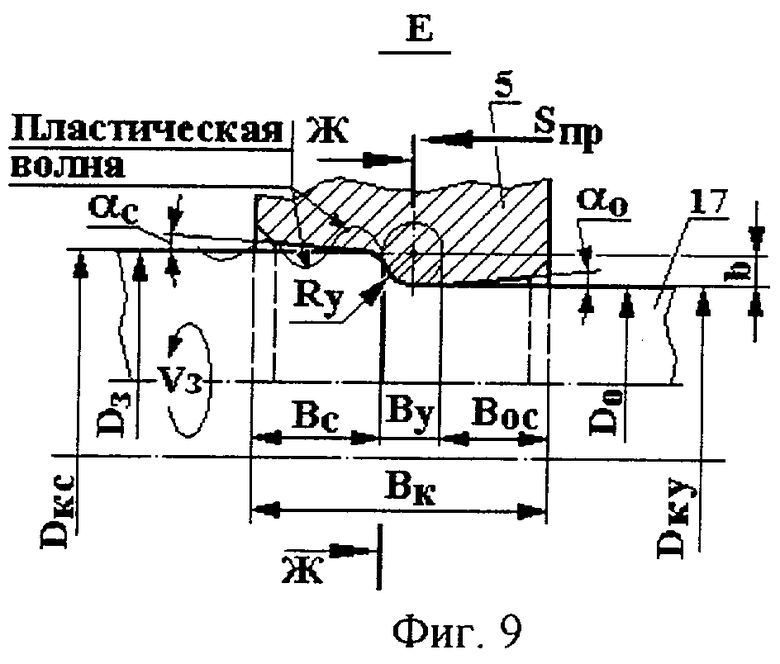
где k - число деформирующих элементов; Sэ - подача на один деформирующий элемент принимается для деформирующих охватывающих колец, представляющих собой в сечении - тор с радиусом Rу по внутренней поверхности (фиг.9).
Наличие упругого элемента 9 обеспечивает постоянное усилие обкатывания в любой точке обрабатываемой поверхности. Установка требуемого усилия обкатывания осуществляется сменой пружин сжатия 9.
У двухкольцевого приспособления кольца смещены по оси относительно друг друга, что обеспечивает лучшее качество обработки [1].
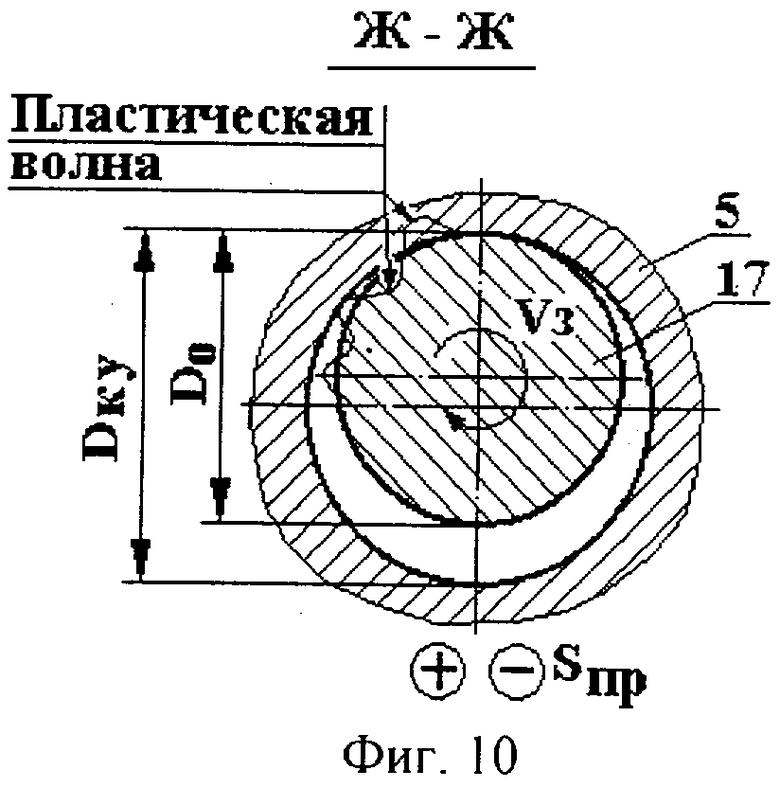
Применение в качестве деформирующего элемента охватывающего кольца позволяет вести обработку с улучшенной шероховатостью и качеством и с большей производительностью благодаря следующему. При рассмотрении формы и размеров контакта деформирующего кольца с обрабатываемой заготовкой (фиг.10), можно отметить, что он происходит по некоторой площади, значительно большей, чем при обкатывании традиционными роликами или шариками, при этом изменяется форма границы внесилового деформирования, а именно, деформирующая поверхность кольца является охватывающей и близкой по геометрическим параметрам к обрабатываемой поверхности вала. Это позволяет не допускать появление поперечной пластической волны, показанной на фиг.10, идущей перед контактом с деформирующим элементом в поперечном направлении, что уменьшает вероятность трещинообразования и отслаивания обработанного поверхностного слоя.
Внутренняя рабочая поверхность охватывающего заготовку кольца выполнена трехступенчатой, где каждая ступень представляет собой:
первая ступень - передний сглаживающий конус высотой Вс, диаметром Dкс и углом конусности αс=4...7°, назначение которого не допускать появление пластической волны (схематично показанной на фиг.9), идущей перед контактом заготовки с упрочняющим пояском деформирующего элемента в направлении продольной подачи, что уменьшает вероятность трещинообразования и отслаивания обработанного поверхностного слоя;
вторая ступень - рабочий профиль для упрочняющей обработки, который со стороны переднего сглаживающего конуса имеет форму тора с радиусом профиля Rу, плавно переходящий в цилиндрический поясок высотой Ву диаметром Dку;
третья ступень - задний конус высотой Вос диаметром Dку и обратным углом конусности αо=1...3°, назначение которого не допускать появление остаточной пластической волны, идущей после контакта деформирующего элемента с заготовкой, что улучшает шероховатость обработанной поверхности.
Ступени кольца расположены последовательно в направлении продольной подачи, причем внутренний рабочий диаметр отверстия кольца зависит от диаметра обрабатываемой заготовки и определяется по формуле:
Dку=(1,1...1,3)Dз.
Внутренний минимальный диаметр отверстия охватывающего кольца по упрочняющему пояску связан с внутренним максимальным диаметром отверстия охватывающего кольца по сглаживающему пояску следующим соотношением: Dку=Dкс-2b
где Dку - внутренний минимальный диаметр отверстия охватывающего кольца по упрочняющему пояску, мм;
Dкс - внутренний максимальный диаметр отверстия охватывающего кольца по сглаживающему пояску, мм;
Dз - диаметр обрабатываемой поверхности заготовки;
b - величина, на которую изменяется размер после обработки, мм.
Предлагаемое кольцо, как отмечалось выше, по наружной поверхности установлено в подшипнике и имеет возможность свободного вращения, а заданные результаты достигаются за один рабочий проход в одном направлении.
Сочетание торообразной и цилиндрической частей во второй ступени кольца (Rу=5...200 мм; Dку=40...200 мм) позволяет добиться высоких требований к шероховатости обработанной поверхности.
Производительность процесса обкатывания определяется радиусом профиля Rу и высотой Bу цилиндрического пояска кольца. Кольца с большими радиусом профиля Rу и высотой Bу позволяют вести обработку с большой подачей (до 2,5 мм/об), однако в этом случае для получения высокого качества поверхности необходимо создавать большие рабочие усилия. От значения допустимого рабочего усилия зависят параметры кольца. Чем больше высота Bу цилиндрического пояска, тем больше может быть подача. При обработке массивных деталей на крупных станках поясок Bу следует делать более широким (более 12...15 мм), так как обработать такие детали на большой частоте вращения довольно сложно, а большая подача может быть применена с успехом. Для обработки деталей меньшей жесткости, когда усилие обкатывания не должно быть большим, применяют кольца с пояском шириной 2...5 мм. Установка колец с цилиндрическим пояском на станках затруднительна. Для обеспечения их правильного положения применяют специальные приспособления (пример одного из них см. на фиг.1-10) с самоустанавливающимися устройствами. Высота пояска Bу в этом случае равна 15...40 мм, подача - 5...15 мм/об. Кольца изготовляют из сталей: легированных ШХ17, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А, быстрорежущих Р6М5, Р9, твердого сплава ВК8. Твердость рабочей поверхности колец из сталей HRC 62...65. Параметр шероховатости поверхности рабочего профиля Ra=0,32 мкм.
При переходе на обработку другого типоразмера вала в приспособлении достаточно заменить блок державок и деформирующие элементы.
Пример. Обрабатывался обкатыванием нежесткий вал, который имел следующие размеры: общая длина - 1282 мм, длина рабочей части - 1208 мм, диаметр поперечного сечения вала - D=27-0,05 мм, шероховатость Ra=0,4 мкм; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207...228, масса - 5,8 кг. Предварительная обработка точением и финишная обработка обкатыванием проводилась на токарно-винторезном станке мод. 16К20, окружная скорость заготовки - vз=84,78 м/мин (1,41 м/с), nз=1000 об/мин, продольную подачу определяли по формуле  и принимали
и принимали  , где k=2 - количество деформирующих колец в инструменте, высота деформирующих колец - 12 мм, высота упрочняющего пояска Bу=4 мм. Усилие обкатывания составляло около ≈1700 Н, глубина наклепанного слоя находилась в пределах 0,15...0,20 мм; величина, на которую изменился размер после обкатки - 0,01...0,02 мм; смазывающе-охлаждающей жидкостью при обкатывании служил сульфофрезол (5%-ная эмульсия).
, где k=2 - количество деформирующих колец в инструменте, высота деформирующих колец - 12 мм, высота упрочняющего пояска Bу=4 мм. Усилие обкатывания составляло около ≈1700 Н, глубина наклепанного слоя находилась в пределах 0,15...0,20 мм; величина, на которую изменился размер после обкатки - 0,01...0,02 мм; смазывающе-охлаждающей жидкостью при обкатывании служил сульфофрезол (5%-ная эмульсия).
Требуемая шероховатость и точность поверхности была достигнута через Тм=3,15 мин (против  мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки с последующим полированием абразивной лентой ЛВТ 2200х55 Э4, 5-8-10 ГОСТ 12439-79 на токарном станке 1К62 на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. При контроле партии обработанных валов в количестве 10 шт. брак не обнаружен.
мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки с последующим полированием абразивной лентой ЛВТ 2200х55 Э4, 5-8-10 ГОСТ 12439-79 на токарном станке 1К62 на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. При контроле партии обработанных валов в количестве 10 шт. брак не обнаружен.
Достоинствами предлагаемых деформирующих охватывающих колец для обкатывания тел вращения являются:
- возможность обкатывания нежестких заготовок с повышением точности обработки (на 10...20%) за счет жесткой конструкции деформирующих элементов (отклонение формы не более 10...30 мкм);
- вести обкатывание на максимальных подачах по сравнению с известными деформирующими элементами;
- уменьшение погрешности предшествующей обработки;
- увеличение пятна контакта, за счет чего достигается более высокое качество обработки;
- образовать определенные макро- и микрогеометрические формы обработанной поверхности, уменьшить параметры шероховатости - сглаживать поверхности, изменять структуру материала - поверхностный наклеп и создавать определенное напряженное состояние, благоприятно действующие на износостойкость.
Благодаря использованию в качестве деформирующих элементов охватывающих колец значительно уменьшается величина пластической волны, идущая перед деформирующими элементами, и сводится на нет вероятность трещинообразования и отслаивания обрабатываемого поверхностного слоя, а использование того же станка, на котором производилась предварительная обработка поверхности заготовки, расширяет технологические возможности обработки ППД нежестких и эксцентричных валов, а также снижает себестоимость обработки, повышает производительность и улучшает качество изготовления.
Предлагаемый деформирующий инструмент для заготовок тел вращения типа валов отличается простотой в реализации, не сложен по конструкции и надежен в эксплуатации. Получаемый на поверхности заготовки структурный слой обладает повышенной твердостью и, соответственно, износостойкостью и сопротивлением усталостному разрушению.
Использование кольцевого охватывающего деформирующего инструмента позволяет повысить производительность обработки в 1,5...2,0 раза и обеспечить высокую точность и качество.
Источники информации
1. А.с. SU 1764971 А, В 24 В 39/04. Устройство для протягивания деталей. 30.09.1992 - прототип.
2. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. С.387-389, рис.6, табл.3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ И ЭКСЦЕНТРИКОВЫХ ВАЛОВ | 2004 |
|
RU2259909C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2004 |
|
RU2276007C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2277039C1 |
| ОХВАТЫВАЮЩИЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2275288C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОХВАТЫВАЮЩИМИ КОЛЬЦАМИ | 2004 |
|
RU2275289C1 |
| РЕГУЛИРУЕМАЯ ГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2259910C1 |
| СПОСОБ ОБКАТЫВАНИЯ ЭЛЕКТРОГОЛОВКОЙ | 2009 |
|
RU2420390C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347665C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347662C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347663C1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для поверхностного пластического деформирования тел вращения типа валов. Деформирующий элемент для поверхностного пластического деформирования тел вращения типа валов представляет собой охватывающее заготовку кольцо с трехступенчатой внутренней рабочей поверхностью, выполненной в виде расположенных, соответственно, последовательно в направлении продольной подачи, переднего сглаживающего конуса, упрочняющего пояска и заднего конуса. При этом кольцо установлено в подшипнике с возможностью свободного вращения, а его внутренний диаметр определен по расчетным формулам. Расширяются технологические возможности, и повышается качество обрабатываемой поверхности. 10 ил.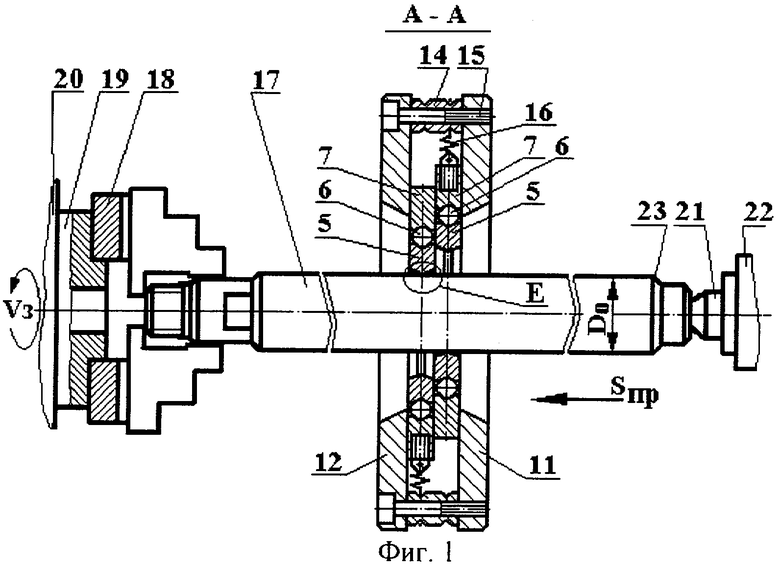
Деформирующий элемент для поверхностного пластического деформирования тел вращения типа валов, представляющий собой охватывающее заготовку кольцо с трехступенчатой внутренней рабочей поверхностью, выполненной в виде расположенных, соответственно, последовательно в направлении продольной подачи переднего сглаживающего конуса, упрочняющего пояска и заднего конуса, отличающийся тем, что кольцо установлено в подшипнике с возможностью свободного вращения, а его внутренний диаметр определен по формулам
Dку=(1,1...1,3)Dз;
Dку=Dкс-2b,
где Dку - внутренний минимальный диаметр отверстия охватывающего кольца по упрочняющему пояску, мм;
Dкс - внутренний максимальный диаметр отверстия охватывающего кольца по сглаживающему пояску, мм;
Dз - диаметр обрабатываемой поверхности заготовки, мм;
b - величина, на которую изменяется размер после обработки, мм
| Устройство для протягивания деталей | 1987 |
|
SU1764971A1 |
| Устройство для обкатывания наружных сферических поверхностей | 1972 |
|
SU462708A2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 0 |
|
SU335082A1 |
| DE 10318766 А, 13.11.2003. | |||

