Изобретение относится к технологии машиностроения, в частности к способам и устройствам для отделочно-упрочняющей обработки заготовок зубчатых колес из сталей и сплавов поверхностным пластическим деформированием в холодном состоянии зубчатым инструментом - накатником.
Известно устройство и специальный станок мод. Ст-1071, изготовитель ЗИЛ [1] для поверхностного пластического деформирования, упрочнения и калибрования зубчатых колес, в котором три накатника, выполненные в виде закаленных эталонных зубчатых колес, расположены под углом 120° один к другому, с определенным статическим усилием прижимаются к сырой заготовке обрабатываемого зубчатого колеса и обкатываются с ней. Одно эталонное зубчатое колесо является ведущим и имеет принудительное вращение. Заготовка получает вращение от ведущего эталонного колеса, а два других эталонных колеса - от заготовки [2].
Известное устройство отличается ограниченными технологическими возможностями, недостаточной эффективностью процесса обработки, низкой производительностью, связанной с большим временем приработки, минимальной площадью контакта сопрягаемых профилей, а также остается необходимость в перемещении инструмента на ширину зубчатого венца обрабатываемого колеса и ограничение угла скрещивания осей и ширины венца инструмента, обусловленные размерами поля зацепления, низким КПД, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности, ограниченными возможностями регулирования шероховатости поверхности.
Известно устройство для поверхностного пластического деформирования, упрочнения и калибрования зубчатых колес, содержащее три накатника, выполненные в виде закаленных эталонных зубчатых колес, расположенных под углом 120° один к другому и охватывающих заготовку обрабатываемого зубчатого колеса, при этом одно эталонное зубчатое колесо имеет индивидуальный привод вращения и является ведущим для принудительного вращения заготовки и других эталонных колес при обкатывании, другое эталонное колесо снабжено устройством статического прижатия к заготовке обрабатываемого зубчатого колеса, причем дополнительно к одному эталонному колесу прикладывают PИМ импульсную нагрузку от гидравлического генератора импульсов, при этом наружная рабочая поверхность зубьев одного эталонного колеса выполнена из стальной проволоки круглого сечения, отрезки которой установлены вдоль зуба и закреплены на торцах зубьев эталонного колеса, причем торцы зубьев выполнены в виде планок и спрофилированы по форме зуба, а наружная рабочая поверхность зубьев другого эталонного колеса выполнена из стальной проволоки круглого сечения, которая изогнута и спрофилирована по форме зубьев, набрана в пакет, который закреплен на ступице, таким образом, что прутки проволоки расположены поперек направления зуба [3, 4].
Известное устройство отличается ограниченными технологическими возможностями, низкой производительностью, связанной с большим временем приработки, минимальной площадью контакта сопрягаемых профилей, а также остается необходимость в перемещении инструмента на ширину зубчатого венца обрабатываемого колеса и ограничение угла скрещивания осей и ширины венца инструмента, обусловленные размерами поля зацепления, а также сложностью конструкции устройства и высокой стоимостью процесса упрочнения.
Задачей изобретения является расширение технологических возможностей, повышение производительности обработки путем увеличения площади контакта сопрягаемых профилей инструмента и обрабатываемых зубьев, повышение КПД, увеличение глубины упрочненного слоя и повышение степени упрочнения обрабатываемой поверхности, а также возможность регулирования шероховатости поверхности и удешевления процесса упрочнения.
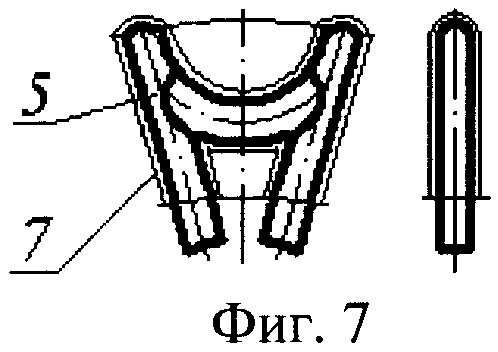
Поставленная задача решается с помощью предлагаемого зубчатого инструмента для упрочнения зубьев колес зацепления Новикова - накатника, который состоит из ступицы, соединенной с помощью упругого элемента с зубчатым венцом, разделенным на части, размещенные перпендикулярно оси инструмента, причем каждая часть зубчатого венца представляет собой диск, установленный с возможностью изменения своего положения относительно оси инструмента и относительно соседнего диска, а также с учетом угла наклона линии зуба, при этом наружная рабочая поверхность зубьев каждого диска выполнена из стальной проволоки круглого сечения, отрезки которой изогнуты и спрофилированы по форме зубьев и жестко закреплены на диске в два поперечных ряда, таким образом, что прутки проволоки расположены поперек направления зуба, при этом прутки, контактирующие с делительной головкой зуба заготовки, спрофилированы с учетом натяга, выполнены отдельно и образуют свой поперечный ряд, а прутки, контактирующие с делительной ножкой зуба заготовки, спрофилированы также с учетом натяга, выполнены отдельно и образуют свой поперечный ряд, кроме того, на рабочих поверхностях прутков проволоки нанесен слой эпилама, представляющий собой многокомпонентную систему, включающую фторосодержащие поверхностно-активные вещества и регулирующие добавки в различных растворителях.
Сущность предлагаемого зубчатого инструмента - накатника поясняется чертежами.
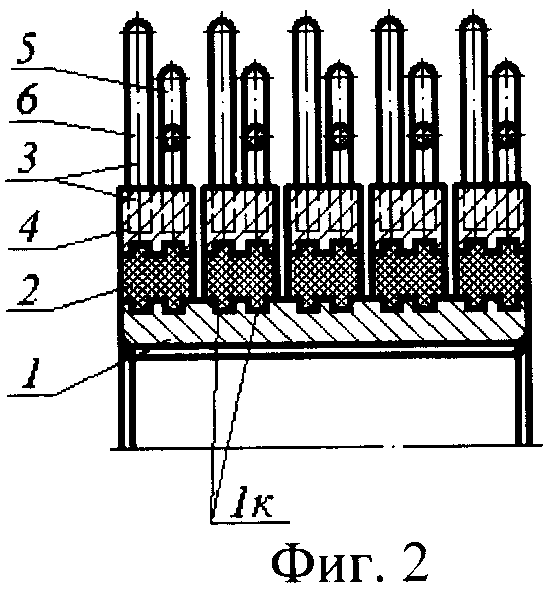
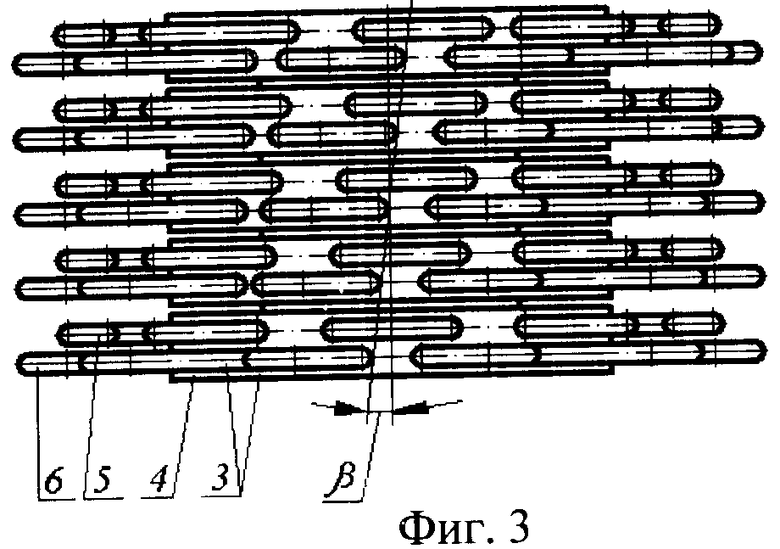
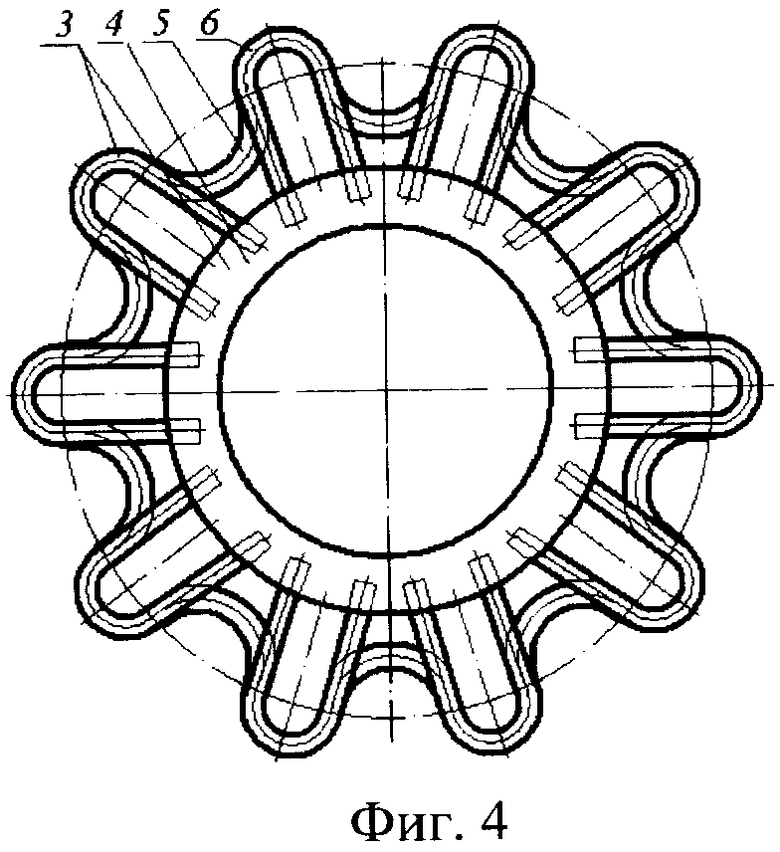
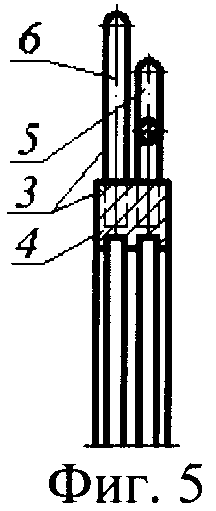
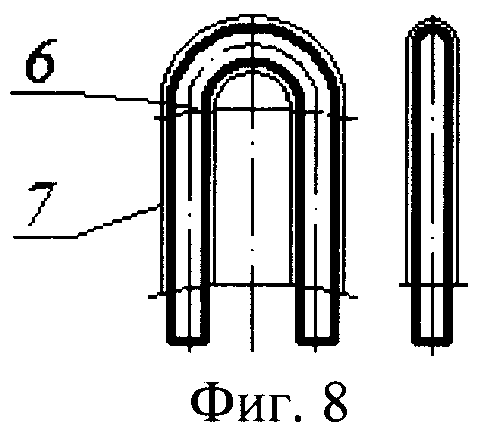
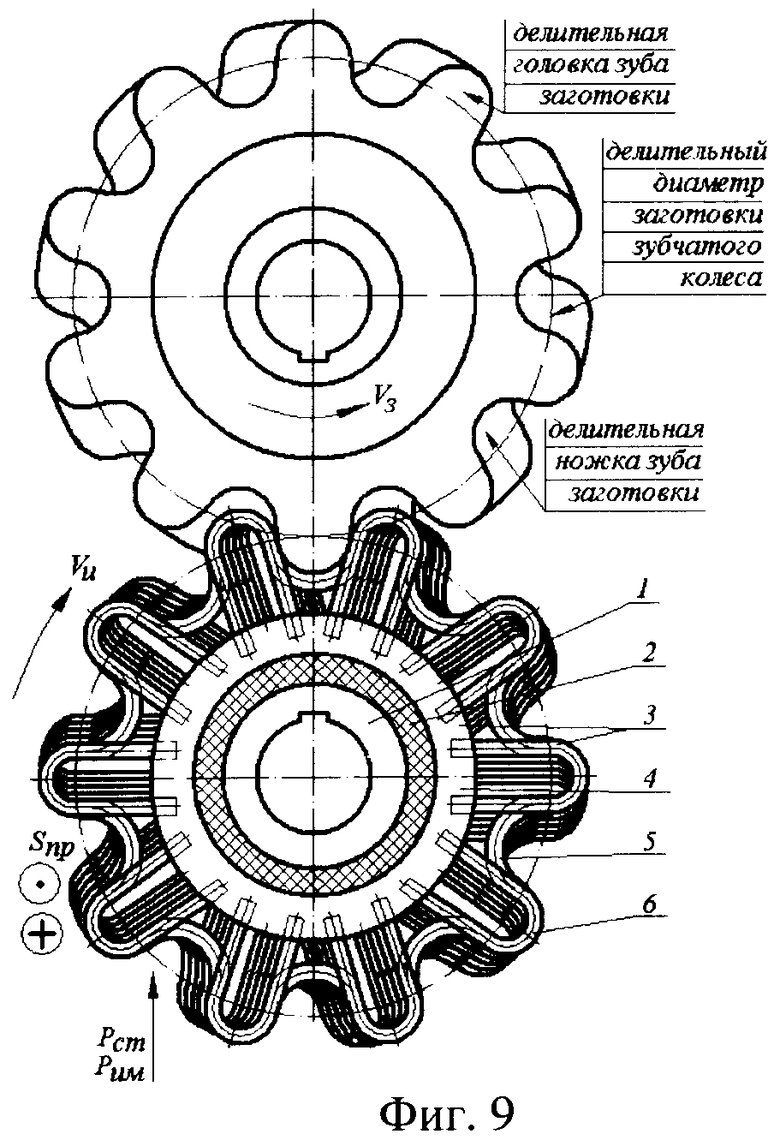
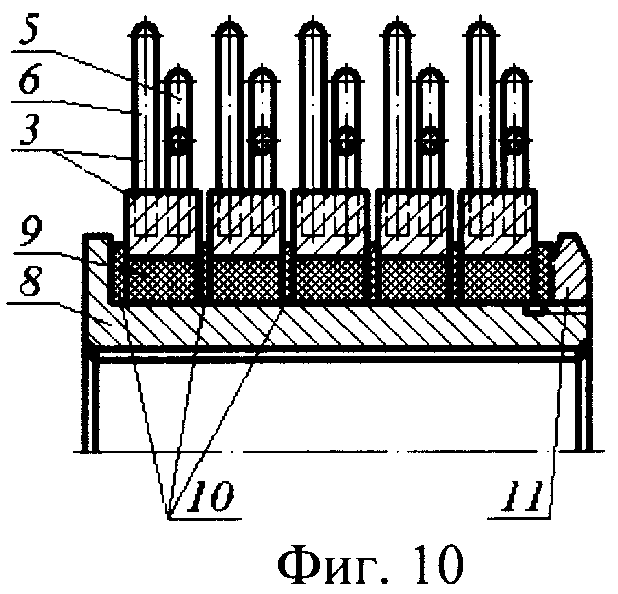
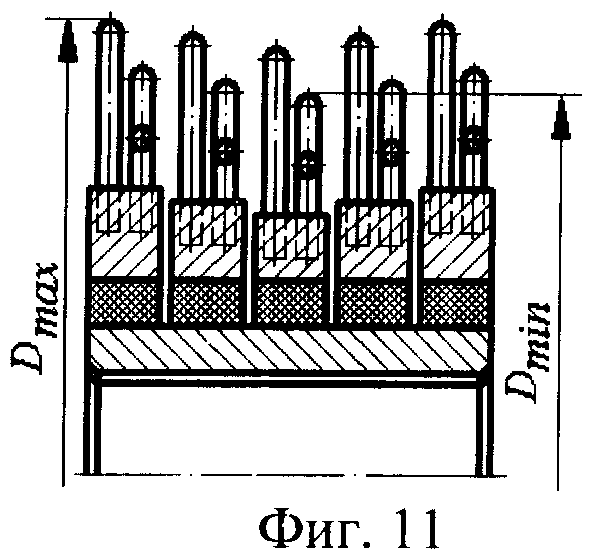
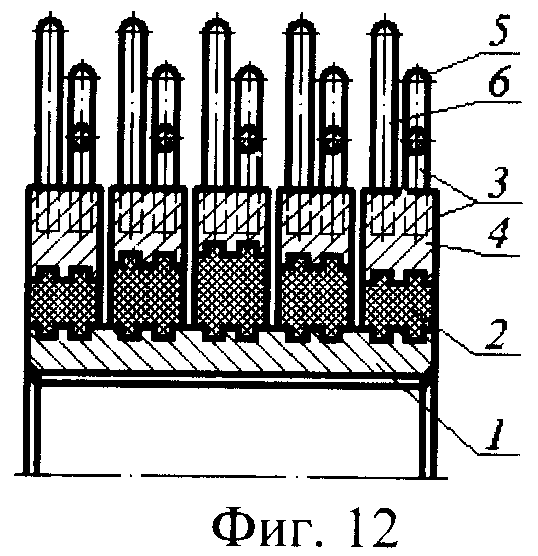
На фиг.1 представлена конструкция накатника для упрочнения зубчатых колес зацепления Новикова, общий вид с торца; на фиг.2 - накатник, частичный продольный разрез; на фиг.3 - накатник, общий вид сверху на фиг.1; на фиг.4 - диск с рабочими зубьями, выполненными из стальной проволоки круглого сечения, общий вид с торца; на фиг.5 - диск, частичный продольный разрез; на фиг.6 - диск, общий вид сверху на фиг.4; на фиг.7 - пруток, контактирующий с делительной головкой зуба заготовки, спрофилирован с учетом натяга и нанесенным слоем эпилама, вид спереди и слева; на фиг.8 - пруток, контактирующий с делительной ножкой зуба заготовки, спрофилирован с учетом натяга и нанесенным слоем эпилама, вид спереди и слева; на фиг.9 - схема поверхностного пластического деформирования обкатыванием предлагаемым зубчатым инструментом - накатником заготовки зубчатого колеса зацепления Новикова; на фиг.10 - второй вариант крепления дисков на ступице предлагаемого инструмента; на фиг.11 - зубчатый инструмент с различными диаметрами вершин зубьев его дисков; на фиг.12 - зубчатый инструмент с различной толщиной прокладок между ступицей инструмента и зубчатыми дисками.
Предлагаемый зубчатый инструмент - накатник предназначен для упрочнения зубьев колес зацепления Новикова. Круговинтовые передачи Новикова применяют в тяжелых машинах, и профили зубьев колес очерчиваются дугами окружностей. Начальное касание (без нагрузки) происходит в точке, которая перемещается не по высоте зубьев, а только в осевом направлении, т.о. линия зацепления параллельна осям колес, при этом зубчатые колеса косозубые с углом наклона линии зуба β. К достоинствам таких зубчатых передач относятся: пониженные контактные напряжения, благоприятные условия для образования масляного клина, возможность применения колес с малым числом зубьев и, следовательно, большие передаточные числа. Несущая способность передач Новикова по критерию контактной прочности существенно выше, чем эвольвентных. Поэтому проблемы упрочнения и повышения износостойкости зубчатых колес зацепления Новикова весьма актуальны.
Предлагаемый зубчатый инструмент - накатник служит для поверхностного пластического деформирования, упрочнения и калибрования рабочей поверхности зубчатых колес зацепления Новикова с использованием как постоянной статической, так и периодической импульсной нагрузок.
Предлагаемый зубчатый инструмент - накатник состоит из ступицы 1, соединенной с помощью упругого элемента 2 с зубчатым венцом, разделенным на части 3, размещенные перпендикулярно оси инструмента (см. фиг.1-3). Каждая часть зубчатого венца представляет собой диск 4, установленный с возможностью изменения своего положения относительно оси инструмента и относительно соседнего диска, а также с учетом угла наклона линии зуба β (фиг.4-6). Наружная рабочая поверхность зубьев каждого диска выполнена из стальной проволоки круглого сечения, отрезки 5 и 6 которой изогнуты и спрофилированы по форме зубьев и жестко закреплены на диске в два поперечных ряда, таким образом, что прутки проволоки расположены поперек направления зуба (фиг.7-8). Прутки 5, контактирующие с делительной головкой зуба заготовки и упрочняющие ее, спрофилированы с учетом натяга, выполнены отдельно и образуют свой поперечный ряд. Каждый спрофилированный пруток 5 может состоять из нескольких элементарных отрезков проволоки, соединенных, например, точечной сваркой (см. фиг.7).
Прутки 6, контактирующие с делительной ножкой зуба заготовки и упрочняющие ее, спрофилированы с учетом натяга, выполнены отдельно и образуют свой поперечный ряд.
Каждый спрофилированный пруток 5 и 6 устанавливается, не менее чем двумя концами, в радиальные отверстия, просверленные на периферии дисков, и крепится, например, точечной сваркой.
Особенностей конструкции предлагаемого зубчатого инструмента может быть множество. Вот некоторые варианты конструкции инструмента. В варианте первом (фиг.2) ступица 1 выполнена с кольцевыми канавками 1к, заполненные материалом, из которого выполнены упругие элементы 2, предохраняющие зубчатые диски от осевого перемещения. Во втором варианте (фиг.10) конструкция ступицы 8 несколько изменена. Она имеет с одного конца буртик, а с другого - резьбовую поверхность. Зубчатые диски 3 посажены на ступицу с помощью упругих элементов 9, расположенных между ступицей и зубчатыми дисками, и упругих элементов - прокладок 10, расположенных между торцами зубчатых дисков и зажимной гайкой 11. Упругие прокладки предохраняют зубчатые диски от осевого перемещения и обеспечивают необходимые осевые зазоры между дисками, устанавливаемые и регулируемые с помощью гайки 11. В третьем варианте (фиг.11) конструкции инструмента зубчатые диски выполнены с разными диаметрами вершин зубьев, увеличивающимися от середины инструмента к его торцам, при этом соотношение этих диаметров может быть в пределах DMAX/DMIN=1,01…1,10. Это дает возможность более полной обработки всей поверхности зубьев колеса при значительных углах скрещивания осей инструмента и колеса, при этом поставленная цель достигается при меньших деформациях упругих элементов. В четвертом варианте конструкции инструмента (фиг.12) цели, указанные в третьем варианте, достигаются применением упругих элементов 2 различной толщины, увеличивающейся от торцов инструмента к его середине. Инструмент может быть изготовлен для работы со скрещивающимися осями заготовки и инструмента, так и с параллельными.
Работа предлагаемого зубчатого инструмента - накатника заключается в следующем.
Величина статической силы деформирования при обкатывании выбирается наибольшей из обеспечивающих упругие контактные деформации обрабатываемого материала заготовки зубчатого колеса, а также в зависимости от требуемой глубины наклепа и необходимого качества поверхности, возможно использование импульсной нагрузки с определенной частотой пульсации, которая влияет на глубину наклепа и качество поверхности.
Зубчатый инструмент - накатник предназначен для финишной обработки поверхностным пластическим деформированием - обкатыванием зубчатых колес зацепления Новикова. Заготовка обрабатываемого колеса получает вращательное движение VЗ от колеса - накатника, которое принудительно вращается со скоростью VИ от индивидуального привода (не показан) (фиг.9). Скорость вращения заготовки производится в одном и другом направлениях и задают в зависимости от требуемого качества, производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30…40 м/мин.
Инструмент вводят в зацепление с обрабатываемой заготовкой зубчатого колеса. За счет наличия упругих элементов 2 зубчатые диски, самоустанавливаясь во впадине обрабатываемого колеса, перемещаются друг относительно друга в окружном и радиальном направлении и изменяют положение своих осей относительно оси ступицы. При этом в контакт с обрабатываемой заготовкой одновременно входят все зубчатые диски. Инструменту сообщают крутящий момент и продольное, возвратно-поступательное движение вдоль оси заготовки на величину, не более ширины одного зубчатого диска. При этом за счет наличия контакта между зубьями заготовки и всеми зубчатыми дисками инструмента одновременно производится обработка всей длины обрабатываемого зуба.
Время приработки инструмента сокращается до 5 раз, производительность обработки увеличивается в 1,5 раза.
В процессе обработки зубчатой поверхности заготовки колеса деформирующим зубчатым накатником, вращающейся в процессе обкатывания от накатника, обеспечивается постоянный гарантированный контакт накатника с обрабатываемой зубчатой поверхностью за счет нажимного статического PСТ и импульсного PИМ усилий. При этом зубья деформирующего накатника самоустанавливаются за счет прогибания боковых сторон зубьев и принимают форму зуба заготовки, увеличивая площадь контакта (см. фиг.9).
Одной из особенностей процесса обкатывния предлагаемым накатником является то, что зубья накатника с деформирующими элементами на боковых сторонах, выполненные из прутков проволоки, изготовлены так, что толщина зуба по делительному диаметру больше толщины зуба по делительному диаметру обкатываемого колеса на двойную величину натяга, принимаемого 0,1…1,0 мм.
Предлагаемый зубчатый накатник, имеющий упругую рабочую поверхность зубьев, изготовленную из прутков проволоки, расположенных поперек зуба, позволяет эффективно обкатывать зубчатые поверхности, совмещая предварительный, получистовой и чистовой переходы. За счет этого сокращается машинное время обработки, увеличивается производительность, достигается более высокое качество обработки.
Ширина зубчатого венца накатника перекрывает ширину венца обрабатываемых колес; зуб накатника для компенсации бокового зазора сделан толще. По мере износа накатника, его несколько раз перешлифовывают.
Прутки накатника в качестве деформирующих элементов при обкатывании без продольной подачи SПР вдоль оси заготовки оставляют следы сглаживания шероховатости поверхности и упрочнения поверхностного слоя металла поперек направлению зуба. При включенной продольной подачи происходит калибрование, сглаживание шероховатостей и упрочнение поверхностного слоя металла по всему профилю зуба.
Другой особенностью процесса обкатывния предлагаемым накатником является то, что при введении в зацепление с заготовкой обрабатываемого колеса зубчатого инструмента - накатника, каждый из зубчатых дисков 3 имеет возможность самоустанавливаться по впадине зуба колеса заготовки за счет перемещения друг относительно друга в окружном и радиальном направлении и изменении осей каждого диска относительно оси инструмента. При этом каждый зубчатый диск имеет с обрабатываемым колесом свое поле зацепления и площадь контакта, соответствующую этому полю зацепления. При этом суммарная площадь контакта инструмента с обрабатываемым колесом существенно увеличивается, что повышает производительность обработки.
При применении предложенной конструкции инструмента становится возможным увеличение ширины зубчатого венца инструмента и угла скрещивания осей детали и накатника с целью повышения стойкости и производительности обработки. Одним из преимуществ предложенной конструкции инструмента является возможность уменьшения величины продольного хода SПР инструмента, так как каждый из зубчатых дисков за счет радиального смещения обрабатывает весь активный профиль колеса. Продольное перемещение инструмента достаточно производить на величину ширины одного зубчатого диска. Расстояние между соседними зубчатыми дисками с целью исключения возможности упирания их друг в друга должно быть не менее произведения величины радиуса диска на тангенс угла поворота его оси относительно оси соседнего диска, а количество дисков в инструменте может быть 2…10 и определяется технологическими соображениями.
Для более полной обработки всей поверхности зубьев колеса при значительных углах скрещивания осей инструмента и колеса, а также для достижения поставленной цели при меньших деформациях упругих элементов зубчатые диски целесообразно выполнять с разными диаметрами вершин зубьев, увеличивающимися от середины инструмента к его торцам, при этом соотношение этих диаметров должно быть в пределах DMAX/DMIN=1,01…1,10 (фиг.11). Указанную цель можно также достигнуть применением прокладок различной толщины, увеличивающейся от торцов инструмента к его середине (фиг.12).
Третьей особенностью процесса обкатывния предлагаемым накатником является то, что на рабочих поверхностях прутков 5 и 6 проволоки нанесен слой эпилама 7, представляющий собой многокомпонентную систему, включающую фторосодержащие поверхностно-активные вещества и регулирующие добавки в различных растворителях (фиг.7, 8). В результате эпиламирования молекулы технологического модифицированного состава проникают в пограничный слой и образуют на его поверхности тончайшую нанопленку толщиной 3…50 нм, которая позволяет снизить коэффициент трения в 2…3 раза, а поверхностную энергию до 1000 раз. Это обеспечивает придание трущимся поверхностям антифрикционных и антиадгезионных свойств. Сформированная барьерная пленка выдерживает температуру до 459°C, не разрушается при ударных нагрузках до 300 кг/мм, не растворяется ни в одном из применяемых углеводородных растворителей [5].
В отличие от шевингования, окончательное обкатывание профиля зубьев осуществляется без снятия стружки путем пластического деформирования металла в холодном состоянии. Вращающийся накатник перемещается к заготовке и при достижении беззазорного зацепления начинает процесс прикатки под определенным усилием. Расстояние между осями накатника и детали постепенно уменьшается до получения требуемого размера зубьев заготовки колеса. Во время прикатывания на зубьях обрабатываемого колеса и накатника имеет место взаимное скольжение, которое вызывает на сторонах зубьев колеса сдвиг металла.
В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость поверхности увеличивается на 30…80% при глубине наклепанного слоя 0,3…3 мм. Остаточные напряжения сжатия достигают на поверхности 350…750 мПа.
Достоинствами предлагаемого инструмента являются: уменьшение погрешности предшествующей обработки; многоэлементность устройства позволяет отказаться от многопроходности обработки, за счет чего достигается более высокое качество обработки за минимальное количество проходов; образование определенной макро- и микрогеометрической формы обработанной поверхности, уменьшение параметра шероховатости - сглаживание поверхности, изменение структуры материала за счет поверхностного наклепа и создание определенного напряженного состояния - все это благоприятно действует на износостойкость.
Пример. Обкатывали зубчатые колеса зацепления Новикова (z=24: m=10 мм; исходный контур по ГОСТ 15023-76, радиус кривизны профиля головки, являющегося дугой окружности - 11,5 мм, радиус кривизны профиля ножки, являющегося дугой окружности - 12,7 мм, высота головки - 9,0 мм, высота ножки - 10,5 мм, делительная толщина зуба - 15,39 мм, делительная ширина - 16,02 мм, высота зубчатого венца - 70 мм) зубчатым инструментом - накатником (конструкцию см. выше). Зубья накатника были изготовлены из проволоки диаметром 3,0…5,0 мм из твердого сплава ВК15 и шлифовались после сборки, номинальный делительный диаметр накатника 250 мм, количество дисков - 5, высота дисков - 16 мм.
По сравнению с шевингованием обкатывание предлагаемым накатником позволило увеличить производительность в 2,0…3,0 раза, уменьшить параметр шероховатости поверхности на профилях зубьев до Ra=0,32 мкм, снизить уровень звукового давления на 2-3 дБ, повысить стабильность размеров зубчатого зацепления и качество. Стойкость накатников составляет ~25000 деталей, время обкатки колеса - 15 с. Зубья прикатанных колес во время термической обработки вследствие более однородной структуры поверхностных слоев деформировались меньше, чем шевингованные. Точность зубчатых колес перед обкатыванием должна быть выше, а припуск на сторону зуба меньше, чем перед шевингованием, наполовину.
Эпиламирование прутков проволоки производили композициями ТУ 25.07.1120-75 и 6СФК-180-05 ТУ-6-02-1229-82 по технологиям, рекомендуемым производителем.
Для повышения шероховатости поверхности зубьев и для предотвращения задиров применяют охлаждающую жидкость, состоящую из 4 частей керосина и одной части машинного масла.
В процессе обкатывания происходит сглаживания шероховатостей - следов обработки зуба заготовки резанием и упрочнения поверхностного слоя металла по всему профилю зуба. При этом твердозакаленные, тщательно отделанные с высокой точностью зубья накатников калибруют зубья заготовки по профилю и размерам. Исправление профиля и размеров зуба заготовки осуществляется в небольших пределах, главным образом за счет смятия шероховатостей исходной поверхности и выравнивания микропрофиля. Поэтому в большинстве случаев специальный припуск на калибрование не оставляется. Так, изменение толщины зуба стального колеса с модулем m=10 мм, предварительно нарезанного дисковой модульной фрезой с шероховатостью поверхности Ra=2,5…5 мкм, находится в пределах 0,02…0,03 мм.
Источники информации, принятые во внимание
1. Справочник технолога-машиностроителя. В 2-х т. Т.1 / Под ред В.М.Кована. - 2-е изд. перераб. и доп. - М.: Машгиз (ГНТИМЛ), 1963, с.409-410, фиг.302.
2. Шнейдер Ю.Г. Холодная бесштамповая обработка точных деталей давлением - М.: МАШГИЗ, 1960, с.236-238.
3. Патент РФ 2347639 МПК B21H 5/00 B24B 39/00. Устройство для статико-импульсного обкатывания зубчатых колес. Степанов Ю.С., Киричек А.В., Тарасов Д.Е., Афанасьев Б.И., Сотников В.И., Фомин Д.С., Василенко Ю.В., Тиняков А.И., Соловьев Д.Л. Заявка №2007134789/02; 27.02.07. 20.01.09. Бюл. №6.
4. Патент РФ 2347640 МПК B21H 5/00 B24B 39/00. Способ статико-импульсного обкатывания зубчатых колес. Степанов Ю.С., Киричек А.В., Тарасов Д.Е., Афанасьев Б.И., Сотников В.И., Фомин Д.С., Василенко Ю.В., Тиняков А.И., Соловьев Д.Л. Заявка №200 713 47 81/02; 18.09.07. 27.02.09 Бюл. №6.
5. Киричек А.В., Звягина Е.А. Эпиламирование - нанотехнология для повышения эффективности механической обработки // Справочник. Инж. Журн. 2007. - №2 (119).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| НАКАТНИК ДЛЯ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430805C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2430806C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347639C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347640C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2360781C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |

Изобретение относится к технологии машиностроения, в частности к отделочно-упрочняющей обработке заготовок зубчатых колес поверхностным пластическим деформированием зубчатым накатником. Накатник содержит ступицу, соединенную с зубчатым венцом, разделенным на части, которые размещены перпендикулярно оси инструмента. Каждая часть зубчатого венца выполнена в виде диска, установленного с возможностью изменения своего положения относительно оси накатника и относительно соседнего диска. Наружная рабочая поверхность зубьев каждого диска выполнена из стальной проволоки круглого сечения, отрезки которой изогнуты, спрофилированы по форме зубьев и жестко закреплены на диске в два поперечных ряда с расположением прутков проволоки поперек направления зуба. Прутки проволоки, контактирующие с делительной головкой и с делительной ножкой зуба заготовки, спрофилированы с учетом натяга и выполнены отдельно с образованием соответственно своего поперечного ряда. На рабочих поверхностях прутков проволоки нанесен слой эпилама. В результате увеличивается производительность обработки, глубина упрочненного слоя и уменьшается шероховатость поверхности на профилях зубьев. 12 ил., 1 пр.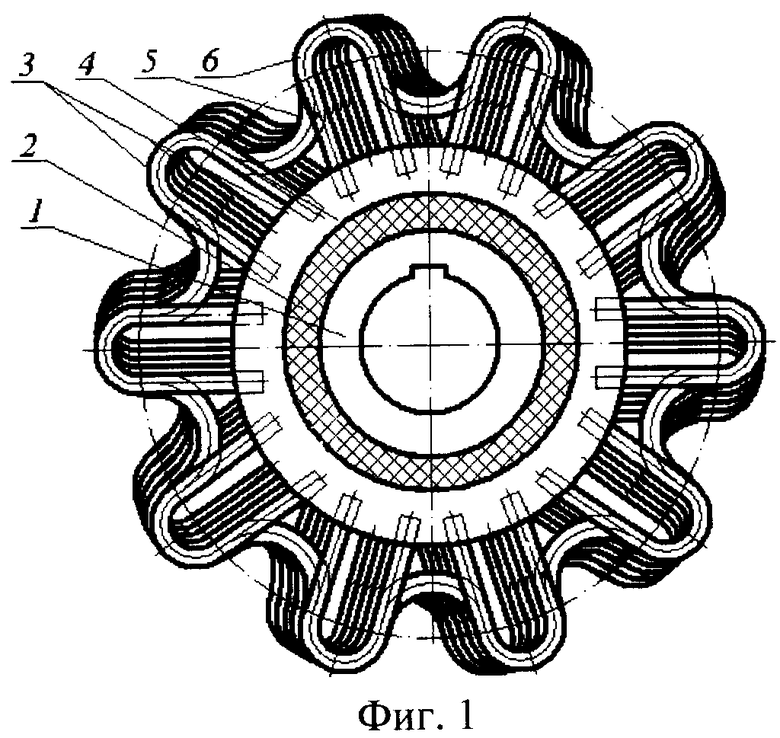
Зубчатый инструмент в виде накатника для упрочнения зубьев колес зацепления Новикова, состоящий из ступицы, соединенной с помощью упругого элемента с зубчатым венцом, разделенным на части, которые размещены перпендикулярно оси инструмента, при этом каждая часть зубчатого венца представляет собой диск, установленный с возможностью изменения своего положения относительно оси инструмента и относительно соседнего диска, а также с учетом угла наклона линии зуба, при этом наружная рабочая поверхность зубьев каждого диска выполнена из стальной проволоки круглого сечения, отрезки которой изогнуты, спрофилированы по форме зубьев и жестко закреплены на диске в два поперечных ряда с расположением прутков проволоки поперек направления зуба, при этом прутки, контактирующие с делительной головкой зуба заготовки, спрофилированы с учетом натяга, выполнены отдельно и образуют свой поперечный ряд, а прутки, контактирующие с делительной ножкой зуба заготовки, спрофилированы также с учетом натяга, выполнены отдельно и образуют свой поперечный ряд, причем на рабочих поверхностях прутков проволоки нанесен слой эпилама, представляющий собой многокомпонентную систему, включающую фторосодержащие поверхностно-активные вещества и регулирующие добавки в растворителях.
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347640C1 |
| СПОСОБ ИМПУЛЬСНОГО НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2002 |
|
RU2216424C1 |
| СПОСОБ И УСТРОЙСТВО НАКАТЫВАНИЯ С ПОДВИЖНОЙ ОПОРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2284242C2 |
| US 3084572 A, 09.04.1963. | |||

