Изобретение относится к области автоматики и вычислительной техники, в частности к программному управлению технологическим оборудованием, и может быть использовано в программируемых системах управления технологическими объектами.
Известно устройство для припаивания электронных компонентов в плоском корпусе (см. заявку Японии N 63-39118, кл. H 05 K 3/34, B 23 K 3/04, H 05 K 13/04, публ. 03.08.88), содержащее паяльный блок, ориентирующий блок, вакуумный блок, прозрачный транспортер и блок управления, контролирующий процесс пайки.
Известное устройство устанавливает однотипные электронные компоненты на печатные платы и припаивает их.
Недостатком данного устройства является однотипность припаиваемых элементов.
Известна установка для автоматизированной укладки и пайки микросхем и планарными выводами (см. авторское свидетельство СССР N 1315187, кл. B 23 K 3/00 опубл. 07.06.87), содержащая блок программного управления, накопительный барабан с приводом и ячейками для микросхем, толкатель с кулачковым приводом, транспортировочную каретку с приемником микросхем, захват микросхем с приводом вертикального перемещения, паяльники групповой пайки с приводом и двухкоординатный стол с приводом.
Недостатком известной установки является отсутствие контроля за качеством пайки, связанное с недостаточными функциональными возможностями блока программного управления.
Известен амортизированный технологический комплекс (см. техническое описание 2.335.105-30 ТО "автомат монтажа проволочных выводов" внешнеторговой фирмы НПО "Планар"), выбранный за прототип и содержащий вычислительный блок, во внутреннюю магистраль которого включены контроллер пульта управления, вход которого соединен с пультом управления, контроллер дисплея, выход которого соединен с дисплеем и телевизионным датчиком, первый и второй блоки управления, выходы которых соединены с соответствующими приводами устройства координатных перемещений, в котором закреплено устройство микросварки, и третий блок управления, соединенный с входом ультразвукового генератора и приводом загрузочно-разгрузочного устройства.
Автоматизированный технологический комплекс применяется в производстве интегральных микросхем, где обеспечивает присоединение золотой проволоки к металлизированным площадкам кристаллов и выводам корпусов.
Достоинствами данного автоматизированного технологического комплекса являются самодиагностика основных функциональных узлов и наличие системы автоматизированного считывания информации о погрешности расположения кристалла ("техническое зрение").
Автомат может работать в режимах "Работа", "Обучение", "Наладка-ремонт", "Программирование". С пульта управления вводятся параметры функционирования программы, координаты контактных площадок, траверс и т.д.
Недостатками известного автоматизированного технологического комплекса являются отсутствие контроля за качеством микросварки и невозможности установки микросхем на печатную плату. Эти недостатки связаны со спецификой целевого назначения комплекса.
Задачей, решаемой предлагаемым техническим решением, является создание автоматизированного технологического комплекса, обеспечивающего возможность установки микросхем с планарными выводами на печатную плату и сварку выводов микросхем с контактными площадками печатной платы с одновременным контролем качества соединений.
Технический результат, заключающийся в обеспечении возможности установки микросхем с планарными выводами на печатную плату и сварку выводов микросхем с контактными площадками печатной платы с одновременным контролем качества соединений, достигается тем, что в автоматизированной технологический комплекс, содержащий вычислительный блок, во внутреннюю магистраль которого включены первый контроллер, вход которого соединен с пультом управления, второй контроллер, выход которого соединен с дисплеем, и три блока управления, выходы первого и второго из которых соединены с соответствующими приводами устройства координатных перемещений, в котором закреплено сварочное устройство, введены двухкоординатный стол с приводом, четвертый блок управления, генератор сварочных импульсов, манипулятор с двумя приводами и захватом, кассетный магазин с приводом, третий контроллер, блок неразрушающего контроля, фотоприемник инфракрасного излучения, при этом во внутреннюю магистраль вычислительного блока включены третий контроллер и третий блок управления, выход которого соединен с приводом двухкоординатного стола, выход фотоприемника инфракрасного излучения соединен с входом блока неразрушающего контроля, информационные выходы которого соединены с соответствующими информационными входами третьего контроллера, информационные выходы которого соединены с соответствующими информационными входами четвертого блока управления, первый, второй и третий выходы которого соединены соответственно с первым, вторым приводами и захватом манипулятора, а четвертый и пятый выходы - соответственно с приводом кассетного магазина и входом генератора сварочных импульсов, выход которого соединен со сварочным устройством.
Указанная совокупность признаков позволяет обеспечить возможность установки микросхем с планарными выводами на печатную плату и сварку выводов микросхем с контактными площадками печатной платы с одновременным контролем качества соединений.
Это достигается за счет усовершенствования системы управления и программы автоматического технологического комплекса.
На чертеже представлена структурная схема автоматизированного технологического комплекса.
Автоматизированный технологический комплекс содержит вычислительный блок 1, первый контроллер 2 (контроллер пульпа управления), второй контроллер 3 (контроллер дисплея), первый 4, второй 5, третий 6 и четвертый 7 блоки управления, устройство 8 координатных перемещений с двумя приводами, дисплей 9, третий контроллер 10 (контроллер обмена), двухкоординатный стол 11 с приводом, блок 12 неразрушающего контроля, фотоприемник 13 инфракрасного излучения (ИК-излучения), манипулятор 14 с двумя приводами и захватом, кассетный магазин 15 с приводом, генератор 16 сварочных импульсов, сварочное устройство 17 в виде сварочной головки и пульт 18 управления.
Вычислительный блок 1 соединен внутренней магистралью с контроллером 2 пульта управления, контроллером 3 дисплея, с блоками 4, 5 и 6 управления и контроллером 10 обмена. Выходы блоков 4 и 5 управления соединены с соответствующими приводами устройства 8 координатных перемещений, выход блока 6 управления с приводом двухкоординатного стола 11, вход контроллера 2 пульта управления соединен с пультом 18 управления, выход контроллера 3 дисплея соединен с дисплеем 9, информационные входы котроллера 10 обмена соединены с соответствующими информационными выходами блока 12 неразрушающего контроля, вход которого соединен с выходом фотоприемника 13 ИК-излучения, информационные выходы контроллера 10 обмена соединены с соответствующими информационными входами блока 7 управления, первый, второй и третий выходы которого соединены соответственно с первым, вторым приводами и захватом манипулятора 14, а четвертый и пятый выходы - соответственно с приводом кассетного магазина 15 и входом генератора 16 сварочных импульсов, выход которого соединен со сварочной головкой 17.
Манипулятор 14 с двумя приводами и захватом и кассетный магазин 15 могут быть выполнены по паспорту ГГ-2633-01ПС "Полуавтомат укладки и пайки микросхем", модель ППМ-5, завод-изготовитель г. Гомель, 246000 (см. блоки: накопительный барабан, транспортировочная каретка).
Фотоприемник 13 ИК-излучения может быть выполнен по патенту Японии, заявка N 61-60754, публ. 86.12.20. Заявл. 79.02.09. Заявитель: К.К. Хитати Сэйсакусе "Контрольное устройство для оценки качества точечной контактной сварки".
Блок 12 неразрушающего контроля выполнена на аналого-цифровом преобразователе К 1113 ПВ А.
Генератор 16 сварочных импульсов и сварочная головка 17 могут быть выполнены по электрической принципиальной схеме И153.00.000 Э3 и технологическому описанию ЭЛ2.539.001 ТО на "машину для точечной конденсаторной сварки КО-115" ОКБ института им. Патона, г. Киев.
Контроллер 10 обмена, блок 7 управления, пульт 18 управления, контроллер 3 дисплея, дисплей 9, блоки 4, 5, 6 управления, устройство 8 координатных перемещений с двумя приводами, двухкоординатный стол 11 с приводом могут быть выполнены по техническому описанию 2.335.105-03 ТО на прототип (см. блоки 3.861.651-04, 3.859.842-02, 3.859.843-01, 3.548.010-04, 3.915.049) производства внешнеторговой фирмы НПО "Планар", республика Беларусь.
Автоматизированный технологический комплекс работает следующим образом.
Программа, управляющая технологическим процессом, записана в памяти вычислительного блока 1 и сохраняется в ней при выключении электропитания. Печатная плата (на чертеже не показана) вставляется в зажим (на чертеже не показан) двухкоординатного стола 11. Кассета с микросхемами (на чертеже не показана) устанавливаются в пронумерованные ячейки кассетного магазина 15. Методика программирования и порядка работы на автоматизированном технологическом комплексе описаны в техническом описании 2.335.105-03 ТО "Автомат монтажа проволочных выводов" (прототип).
Автоматизированный технологический комплекс приводит в состояние готовности к работе. Для этого по методике, изложенной в техническом описании 2.335.105-03 ТО, с пульса 18 управления в память вычислительного блока 1 вводятся координаты контактных площадок печатной платы, на которые будут установлены выводы микросхем, причем при вводе координат первого вывода каждой микросхемы на запрос дисплея 9 "Введите признак загрузки" вводится цифра, соответствующая номеру ячейки кассетного магазина 15. В режиме "Программирование" вводятся данные о наличии манипулятора 14, сварочной головки 17, параметры неразрушающего контроля. Все данные вводятся в память вычислительного блока 1 и сохраняются при выключении электропитания. Последовательным нажатием на пульте 18 управления кнопок "Сброс" и "Фиксация" (на чертеже не показаны) производится установка в исходное состояние программы и внешних устройств - сварочной головки 17, двухкоординатного стола 11 с печатной платой, манипулятора 14 и кассетного магазина 15. Затем автоматизированный технологический комплекс переводится в режим "Работа". По буквенным сигналам дисплея 9 "N начальной точки?" и "N конечной точки?" последовательно вводятся номера первой и конечной точек сварки, затем по сигналу дисплея 9 "Старт" на пульте 18 управления нажимается кнопка "Пуск" (см. 2.335.105-03ТО), запускающая технологический процесс. По команде "Пуск" внешние устройства последовательно приводятся в движение. Из исходного положения печатная плата на двухкоординатном столе 11 и сварочная головка 17 в устройстве 8 координатных перемещений устанавливаются в исходные координаты, кассетный магазин 15 подводит под захват манипулятор 14 первую по программе ячейку с кассетой. Манипулятор 14 из исходного положения подходит к кассете магазина 15, открывается захват, который опускается, захватывает микросхему, поднимает ее, переносит на печатную плату и устанавливает микросхему на печатную плату. Сварочная головка 17 подводится сначала к первому выводу микросхемы, затем к диагонально противоположному выводу, каждый раз производя сварку вывода с контактной площадкой печатной платы.
Проведя сварку последнего вывода микросхемы, сварочная головка 17 отводится в исходные координаты. Манипулятор 14 открывает захват, поднимает его и уходит от печатной платы в исходное положение. Сварочная головка 17 подводится к микросхеме и в запрограммированной последовательности координат точек сварки приваривает остальные выводы микросхемы. При каждой сварке на дисплей 9 выдается цифровой номер точки сварки, при этом фотоприемник 13, жестко связанный с устройством 8 координатных перемещений ИК-излучения, улавливает ИК-излучение из зоны сварки и преобразует его в электрический импульс, поступающий в блок 12 неразрушающего контроля, где преобразуется в цифровой код, соответствующий амплитуде электрического импульса. Цифровой код из блока 12 неразрушающего контроля принимается контроллером 10 обмена и передается в оперативную память вычислительного блока 1. Вычислительный блок 1 проводит сравнение данных о проведенной пайке с заданными при программировании константами. Если разница при сравнении выходит за запрограммированные пределы, то на дисплей 9 вместе с номером точки сварки выводится буквенный сигнал соответственно о недоваре или пережоге вывода микросхемы. Выполнение программы технологического процесса приостанавливается.
Имеется возможность изменить параметры сварочного импульса в генераторе 16 сварочных импульсов и продолжить процесс или остановить работу. Буквенная информация дисплея 9 показывает, какие кнопки пульта 18 управления следует нажать для этого. После приварки первой микросхемы сварочная головка 17 возвращается в исходные координаты. Двухкоординатный стол 11 с печатной платой устанавливается в координаты первого вывода следующей микросхемы. Кассетный магазин 15 подводится под захват манипулятора 14 следующую по программе кассету с микросхемами. Затем микросхема захватывается манипулятором 14, устанавливается им на печатную плату и приваривается сварочной головкой 17 в запрограммированном порядке. Процесс закачивания приваркой выводов последней микросхемы к контактным площадкам печатной платы. На дисплей 9 выводится буквенный сигнал "Цикл завершен". Положительным нажатием кнопок "Сброс" и "Фиксация" (на чертеже не показаны) на пульте управления 18 управления внешние устройства возвращаются в исходное положение. Печатная плата заменяется. Автоматизированный технологический комплекс устанавливается в режим "Работа". По сигналам дисплея 9 вводятся цифры начальной и конечной точек сварки. Нажатием кнопки "Пуск" цикл монтажа печатной платы повторяется и может проводиться многократно, при периодическом наполнении микросхемами кассет магазина 15.
Для выполнения нового технологического процесса монтажа печатной платы другого типа следует в памяти вычислительного блока 1 изменить координаты контактных площадок и ввести новые признаки загрузки.
Этим достигается проведение установки микросхем с планарными выводами на печатную плату и сварки выводов микросхем с контактными площадками печатной платы с одновременным неразрушающим контролем качества соединений.
В институте разработан и испытан опытный образец автоматизированного технологического комплекса. Опытная эксплуатационная образца показала его практическую пригодность для промышленного использования в монтаже печатных плат.
Изобретение относится к автоматике и вычислительной технике. Технический результат заключается в установке микросхем с планарными выводами на печатную плату и варке выводов микросхем с контактными площадками печатной оплаты с одновременным неразрушающим контролем качества соединений. Технический результат достигается за счет того, что автоматизированный технологический комплекс содержит вычислительны й блок, первый и второй контроллеры, первый, второй, третий и четвертый блоки управления, устройство координатных перемещений с двумя приводами, дисплей, третий контроллер, двухкоординатный стол с приводом, блок неразрушающего контроля, фотоприемник инфракрасного излучения, манипулятор с двумя приводами и захватом, кассетный магазин с приводом, генератор сварочных импульсов, сварочное устройство в виде сварочной головки и пульт управления. 1 ил.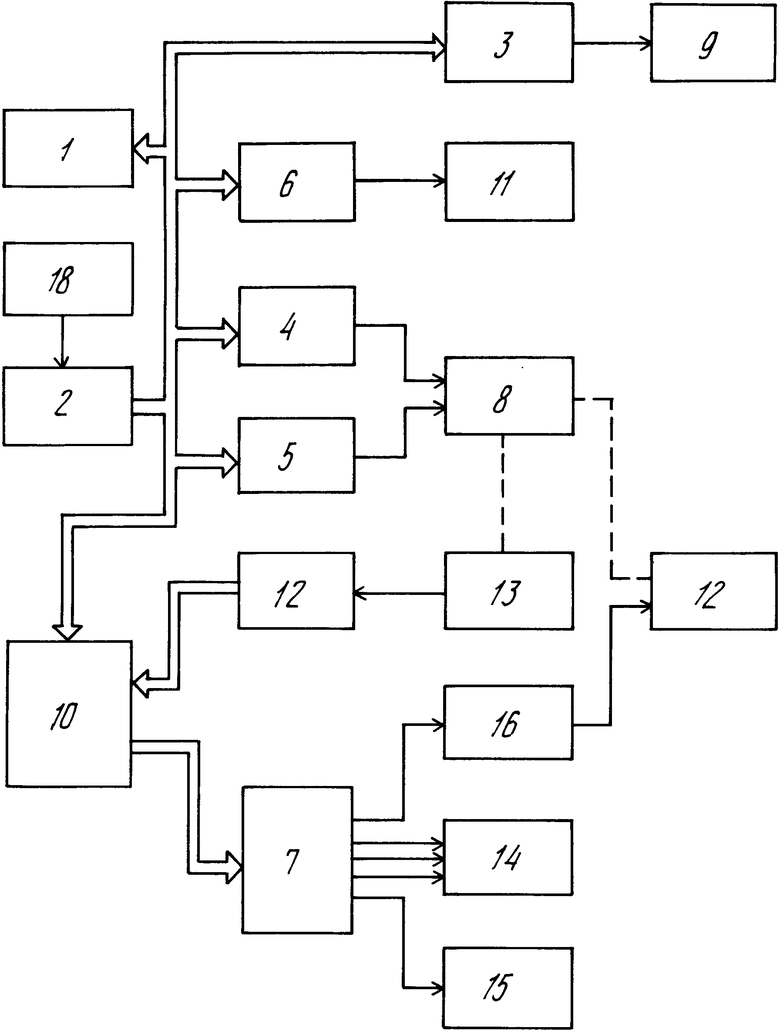
Автоматизированный технологический комплекс, содержащий вычислительный блок, во внутреннюю магистраль которого включены первый контроллер, вход которого соединен с пультом управления, второй контроллер, выход которого соединен с дисплеем, и три блока управления, выходы первого и второго из которых соединены с соответствующими приводами устройства координатных перемещений, в котором закреплено сварочное устройство, отличающийся тем, что в него введены двухкоординатный стол с приводом, четвертый блок управления, генератор сварочных импульсов, манипулятор с двумя приводами и захватом, кассетный магазин с приводом, третий контроллер, блок неразрушающего контроля, фотоприемник инфракрасного излучения, при этом во внутреннюю магистраль вычислительного блока включены третий контроллер и третий блок управления, выход которого соединен с приводом двухкоординатного стола, выход фотоприемника инфракрасного излучения соединен с входом блока неразрушающего контроля, информационные выходы которого соединены с соответствующими информационными входами третьего контроллера, информационные выходы которого соединены с соответствующими входами четвертого блока управления, первый, второй и третий выходы которого соединены соответственно с первым, вторым приводами и захватом манипулятора, а четвертый и пятый выходы - соответственно с приводом кассетного магазина и входом генератора сварочных импульсов, выход которого соединен со сварочным устройством.
| "Автомат монтажа проволочных выводов" | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 1315187, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| JP, заявка N 63-39118, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| "Управляющие вычислительные машины в АСУ технологическими процессами" | |||
| Т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Под ред | |||
| Т.Харрисона | |||
| М.: Мир, 1975. | |||

