Изобретение относится к механосборке и предназначено для монтажа изделий электронной техники (или в дальнейшем изделий) на печатную плату.
Известно устройство для монтажа радиодеталей на печатную плату по а.с. 1412027, 7 Н 05 К 13/04 от 17.12.85, опубл. в БИ 27, 1988, содержащее двухкоординатный стол, смонтированную над ним монтажную головку, магазин для кассет с изделиями электронной техники и манипулятор.
Недостатком известного устройства является то, что в верхней части монтажной головки, выполненной в виде корпуса с изолированными губками, установлен пневматический дебалансный шариковый вибратор, соединений через мембранную коробку с выходным валом углового позиционера, а манипулятор совмещен с монтажной головкой. Устройство предназначено только для установки и закрепления изделий электронной техники путем гибки их выводов без припайки их к контактным площадкам печатной платы. Для выполнения этой технологической операции имеется гибочная головка, выполненная в виде губок с приводными рычагами. В результате для осуществления припайки выводов изделий к контактным площадкам на печатной плате требуется применение дополнительного технологического оборудования. Поэтому производительность монтажа изделий электронной техники на печатную плату с пайкой их выводов невысокая. Под изделиями электронной техники подразумеваются радиодетали. Само устройство выполнено достаточно сложным, так как для ориентации изделий при их установке на печатную плату в монтажной головке выполнен угловой позиционер в виде флажкового пневмопривода.
Известный автомат 6102, по кн. Автоматизация и механизация сборки и монтажа узлов на печатных платах / Под ред. доктора техн. наук В.Г.Журавского. - М.: Радио и связь, 1988, с.168...175, содержит координатный стол, смонтированную над ним монтажную головку, снабженную двумя электродами, соединенными с выводами понижающего согласующего трансформатора, магазин с изделиями электронной техники и манипулятор.
Недостатком данного автомата является то, что он конструктивно выполнен сложно. Это объясняется тем, что в монтажной головке применен угловой позиционер. Угловой позиционер обеспечивает монтаж изделий электронной техники на печатной плате в двух взаимно перпендикулярных положениях. Схват, предназначенный для переноса изделий из кассеты, совмещен с монтажной головкой. Поэтому нельзя совместить во времени сварку или пайку выводов изделий, подготовку переноса и сам перенос следующих изделий к печатной плате. Это приводит к невысокой производительности монтажа этих изделий на печатную плату.
Задачей, решаемой данным изобретением, является упрощение конструкции устройства и повышение производительности монтажа изделий электронной техники.
Технический результат, получаемый при использовании данного изобретения, заключается в том, что монтаж изделий на печатной плате в двух взаимно перпендикулярных положениях, осуществляется без применения углового позиционера. В результате конструкция предлагаемого устройства получается проще известных аналогичных устройств.
Сущность изобретения заключается в том, что в устройстве для монтажа изделий электронной техники на печатную плату, содержащем двухкоординатный стол, смонтированную над ним монтажную головку с двумя электродами, соединенными с выводами понижающего согласующего трансформатора, магазин для кассет с изделиями электронной техники и манипулятор, дополнительно в монтажной головке выполнен третий электрод, соединенный с одним из выводов понижающего согласующего трансформатора, образующий две пары электродов расположенных во взаимно перпендикулярных плоскостях, а в магазине кассеты для изделий электронной техники снабжены элементами ориентирования выводов этих изделий относительно первой или второй пар электродов монтажной головки, при этом манипулятор выполнен отдельно от монтажной головки.
Выполнение в монтажной головке дополнительно третьего электрода, соединенного с одним из выводов понижающего согласующего трансформатора, образующего две пары электродов, расположенных в плоскостях, перпендикулярных друг к другу, позволило обеспечить сварку или пайку планарных выводов изделий в двух взаимно перпендикулярных положениях, без необходимости поворачивать электроды монтажной головки с помощью углового позиционера, например флажкового пневмопривода. Снабжение кассет для изделий элементами ориентирования их выводов относительно первой или второй пары электродов монтажной головки позволило обеспечить доставку изделий независимо от того одинаковые они или разные к печатной плате и их монтаж на ней в двух взаимно перпендикулярных положениях.
Предложенная совокупность признаков позволила упростить конструкцию устройства. Выполнение манипулятора отдельно от монтажной головки обеспечило совмещение во времени доставку изделий к печатной плате и их монтаж. При этом такое выполнение манипулятора обеспечило дополнительную возможность осуществлять одновременно сварку (или пайку) и подготовку к захвату, сам захват, перенос изделий к печатной плате. Тем самым повышена производительность монтажа изделий на печатную плату.
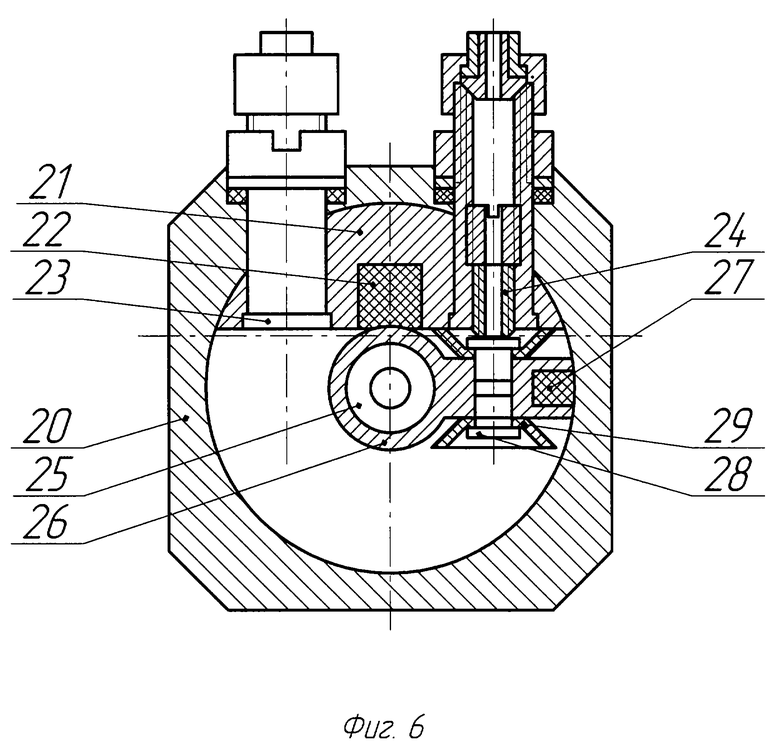
На фиг. 1 показано устройство, общий вид; на фиг.2 - вид А; на фиг.3 - вид Б (вариант 1); на фиг.4 - вид Б (вариант 2); на фиг.5 - элемент В; фиг.6 - флажковый пневмопривод; на фиг.7 - привод двухкоординатного стола (один из вариантов).
Устройство содержит (см. фиг.1 и 2) основание 1, на котором размещены двухкоординатный стол 2, смонтированная над ним монтажная головка 3, магазин 4 с кассетами 5 для изделий 6 и манипулятор 7.
Монтажная головка 3 (см. фиг.3) содержит три электрода 8, 9 и 10, которые электрически соединены с выводами понижающего согласующего трансформатора 11. При этом эти электроды образуют две пары, так как электроды 8 и 10 электрически соединены с одним и тем же выводом понижающего согласующего трансформатора 11. Трансформатор 11, в свою очередь, соединен с источником питания 12. Пары электродов 8, 9 и 9, 10 расположены в плоскостях, перпендикулярных друг к другу.
Электроды 8, 9 и 10 выполнены с возможностью перемещаться с помощью приводов в вертикальной плоскости независимо друг от друга и прижиматься к одному из выводов изделия 6. Кроме того, монтажная головка 3 снабжена также приводом для большого вертикального перемещения (не показано).
Магазин 4 оборудован сменными кассетами 5, количество которых может быть различным. Изделия 6, размещенные в этих кассетах, могут быть, как одинаковыми, так и различными. Кассеты 5 снабжены элементами 13, которые могут иметь различные исполнения, например в виде направляющих пластин. Элементы 13 ориентируют выводы изделий 6 относительно одной из пар электродов 8, 9 или 9, 10 монтажной головки 3. Например элементы 13 (см. фиг.5) в кассете 5-Г ориентируют выводы изделия 6 относительно электродов 8 и 9 (координата X), а в кассете 5-Д - относительно электродов 9 и 10 (координата Y). В остальных кассетах 5 магазина 4 изделия 6 также сориентированы элементами 13 (не показано).
Многопозиционный магазин может иметь различные исполнения. Так (см. фиг. 1), он может быть выполнен в виде поворотного барабана, на котором смонтировано несколько кассет 5. Изделия 6 размещены в этих кассетах стопами, которые имеют возможность перемещаться вверх после изъятия из них верхнего изделия. Например, в устройстве может быть применен многопозиционный магазин-накопитель по а. с. 1531240, 7 Н 05 К 13/02 от 17.06.89, опубл. в БИ 47, 1989 или магазин 4 может быть выполнен в виде подвижного возвратно-поступательного стола, на котором смонтировано несколько кассет (см. а.с. 1412027).
Манипулятор 7 выполнен в виде руки 14, на которой смонтирован схват 15. Схват 15 может быть изготовлен вакуумным или в виде раздвижных губок (не показано). Рука 14 может быть смонтирована на подвижной каретке 16, имеющей возможность перемещаться по направляющей 17. Каретка манипулятора 7 в этом случае может перемещаться из одного крайнего положения в другое и обратно. В одном из этих положений осуществляется разгрузка изделий 6 из кассет 5, в другом - монтаж этих изделий на печатную плату. В качестве приводов линейного перемещения исполнительных органов могут использоваться как линейные шаговые электродвигатели, так и шаговые электродвигатели, соединенные с винтовой парой. Могут быть применены также гидро- и пневмодвигатели.
Манипулятор 7 (см. фиг.4) может быть выполнен и в другом исполнении, например в виде поворотной руки 14, которая имеет возможность поворачиваться из одного крайнего положения в другое. В качестве привода манипулятора 7 может быть использован, например, угловой позиционер, выполненный в виде флажкового пневмопривода. Флажковый пневмопривод (см. фиг.6) содержит корпус 20, распределитель 21с уплотнением 22, штуцеры 23 с жиклерами 24 для подвода воздуха и связанный с выходным валом 25 флажок 26 с уплотнением 27 и упоры 28, размещенные внутри тарельчатых манжет 29. В обоих вариантах исполнения манипулятора 7 он имеет возможность большого вертикального перемещения с помощью привода (не показано).
В качестве привода двухкоординатного стола 2 может быть использован например привод, выполненный на базе раздельных цифровых пневмоприводов (не показано). Выходной элемент 30 первого пневмопривода является основанием для монтажа корпуса 31 второго пневмопривода. Выходной элемент 32 второго пневмопривода связан с функциональным органом устройства, выполненным в виде двухкоординатного стола 2. Первый пневмопривод имеет поршни 33 с дискретностью перемещения, например, 1,25 мм, а второй - поршни 34 с дискретностью выходного элемента 20 мм. Число точек позиционирования обеспечиваемое каждым из пневмоприводов 2n, где n - число поршней пневмопривода. Например, при наличии в составе каждого пневмопривода четырех поршней, суммарное число точек позиционирования по координате 28= 256 (дискретность 1,25 мм), что позволяет перекрыть поле печатной платы размером 318,75•318,75 мм.
В состав устройства входит блок программного управления. В качестве такого блока может быть применен, например, блок программного управления автоматизированного технологического комплекса, выполненный согласно патента РФ 2106674 от 23.06.97, опубл. 02.06.98.
Устройство для монтажа изделий электронной техники на печатную плату работает следующим образом.
Манипулятор 7 из исходного положения подходит например к кассете 5-Г. Рука 14 опускается и схват 15 захватывает изделие электронной техники 6 из кассеты 5-Г. Манипулятор 7 переносит изделие 6 к печатной плате 18. Затем рука 14 опускается и изделие 6 устанавливается на печатную плату 18. При этом изделие 6 расположено под монтажной головкой 3, а его планарные выводы соориентированы относительно электродов 9 и 10 монтажной головки 3 и прижаты к контактным площадкам печатной платы 18. Электроды 9 и 10 подводятся к первому планарному выводу изделия 6, затем к противоположному, каждый раз (в зависимости от осуществляемого технологического процесса) производя сварку или пайку планарного вывода с контактной площадкой печатной платы 18.
После закрепления изделия 6 на печатной плате 18 схват 15 отпускает изделие 6 и рука 14 поднимается. Затем манипулятор 7 перемещается на позицию разгрузки одной из кассет 5 магазина 4. Сразу после ухода манипулятора 7 от печатной платы 18 электроды 9 и 10 монтажной головки 3 заканчивают сварку или пайку последовательно по заданной программе оставшихся планарных выводов изделия 6. По окончании сварки или пайки монтажная головка 3 поднимается. Одновременно двухкоординатный стол 2 перемещается по заданной программе, подводя под монтажную головку 3 очередное место расположения следующего изделия 6. Одновременно с этим манипулятор 7 вместе со следующим изделием 6 перемещается к позиции его монтажа на печатную плату 18. После установки этого изделия на печатную плату сварка или пайка повторяется.
При необходимости монтажа на печатную плату 18 изделия 6 в положении, повернутом на 90o по отношению к ранее смонтированным изделиям 6, с помощью магазина 4 подводят кассету 5-Д, в которой размещены изделия 6, планарные выводы которых сориентированы элементами 13 относительно электродов 8 и 9 монтажной головки 3. После чего осуществляется цикл: захват - перенос - установка - сварка или пайка этого изделия 6 аналогично описанному выше.
Манипулятор 7 с флажковым пневмоприводом 19 работает следующим образом. При перемещении схвата 15 из позиции разгрузки кассеты 5 на позицию монтажа изделия 6 через один из штуцеров 23 подается воздух, в результате чего флажковый пневмопривод 19 обеспечивает поворот руки 14 на 180o. Устранение ударов (демпфирование) в конце перемещения флажка 26, а следовательно, и инерционных нагрузок на руку 14, достигается тем, что прежде, чем упор 28 входит в контакт с торцом жиклера 24, тарельчатая манжета 29 перекрывает выход воздуха в атмосферу из полости, в которой она расположена, способствуя тем самым уменьшению скорости перемещения флажка 26 в конце хода и плавному (без удара) входу упора 28 в контакт с жиклером 24. Наличие манжеты 29 данной конфигурации позволяет устранить перетекания воздуха из одной полости в другую через уплотнение 27. Снижаются требования к точности изготовления элементов привода. Обратное перемещение флажка 26 осуществляется аналогичным способом.
Процесс монтажа изделий 6 на печатную плату заканчивается после завершения всех операций заданных программой управления.
Положительный эффект от настоящего изобретения заключается в том, что:
- упрощена конструкция устройства путем обеспечения возможности монтажа изделия электронной техники на печатную плату в двух положениях, отличающихся друг от друга расположением на 90o, без применения для их разворота исполнительных устройств с приводом;
- упрощен алгоритм управления устройством путем исключения необходимости выдавать управляющий сигнал для осуществления разворота изделия электронной техники при его установке на печатную плату;
- увеличена производительность монтажа изделий электронной техники на печатную плату путем обеспечения возможности совмещения во времени процесса сварки (или пайки), перемещения манипулятора на позицию разгрузки, захвата изделия электронной техники из кассеты и ее переноса к печатной плате.





Изобретение относится к механосборке и предназначено для монтажа изделий электронной техники на печатную плату. Технический результат - упрощение конструкции устройства и повышение производительности монтажа изделий электронной техники. Достигается тем, что дополнительно в монтажной головке выполнен третий электрод, соединенный с одним из выводов понижающего согласующего трансформатора, образующий две пары электродов, расположенных в взаимно перпендикулярных плоскостях, а в магазине кассеты для изделий электронной техники снабжены элементами ориентирования выводов этих изделий относительно первой или второй пары электродов монтажной головки, при этом манипулятор выполнен отдельно от монтажной головки. 7 ил.
Устройство для монтажа изделий электронной техники на печатную плату, содержащее двухкоординатный стол, смонтированную над ним монтажную головку с двумя электродами, соединенными с выводами понижающего согласующего трансформатора, магазин для кассет с изделиями электронной техники и манипулятор, отличающееся тем, что дополнительно в монтажной головке выполнен третий электрод, соединенный с одним из выводов понижающего согласующего трансформатора, образующий две пары электродов, расположенных во взаимно перпендикулярных плоскостях, а в магазине кассеты для изделий электронной техники снабжены элементами ориентирования выводов этих изделий относительно первой или второй пары электродов монтажной головки, при этом манипулятор выполнен отдельно от монтажной головки.
| Автоматизация и механизация сборки и монтажа узлов на печатных платах | |||
| /Под ред | |||
| д.т.н | |||
| Журавского В.Г | |||
| - М.: Радио и связь, 1988, с.168-175 | |||
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ РАДИОЭЛЕМЕНТОВ, ПРЕИМУЩЕСТВЕННО МИКРОСХЕМ, НА ПЕЧАТНУЮ ПЛАТУ | 1991 |
|
RU2026613C1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ НА ПЛАТУ | 1991 |
|
RU2072646C1 |
| СПОСОБ СОЕДИНЕНИЯ КОСТЕЙ | 0 |
|
SU398248A1 |
| Пневматический привод искусственных желудочков сердца | 2016 |
|
RU2635634C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

