Изобретение относится к способу прикрепления сетки или перфорированной пластины к дну посуды для приготовления пищи типа сковороды или кастрюли с целью улучшения его механических свойств.
Такой способ уже описан в заявке Франции N 2674463, кл. B 21 K 25/00, B 32 B 15/01, 15/20, 3/10, A 47 J 27/00 1992, регистрационный номер 91/03695, поданной от имени компании - заявителя.
Согласно этому способу сетку или перфорированную пластину прикрепляют к дну посуды для приготовления пищи ковкой в закрытом штампе, в частности путем ударного воздействия в холодном состоянии, таким образом, что металл дна посуды проходит в отверстия сетки или перфорированной пластины.
Посредством этого способа перфорированную пластину или сетку прочно заделывают в металле дна посуды для приготовления пищи.
Перфорированную пластину или сетку изготавливают предпочтительно из стали, в то время как посуду - из алюминия.
Поскольку сетку или перфорированную пластину, изготовленную из твердого металла, внедряют в сравнительно мягкий металл посуды, механическая прочность дна посуды к различным механическим и тепловым воздействиям, которым она может подвергаться, значительно возрастает.
После внедрения сетки или перфорированной пластины путем ковки в закрытом штампе в металл дна на плоскую поверхность дна обычно наносят покрытие, не допускающее пригорания пищи, например из политетрафторэтилена (тефлона) или эмали.
Такое покрытие, особенно из политетрафторэтилена, весьма чувствительно к нанесению царапин, в особенности при пользовании режущими приборами, имеющими острое лезвие.
Задачей изобретения является устранение чувствительности к нанесению царапин.
Решение указанной задачи обеспечивается тем, что способ прикрепления сетки или перфорированной пластины, изготовленной из твердого металла, к дну посуды для приготовления пищи ковкой в закрытом штампе, в частности путем ударного воздействия в холодном состоянии, таким образом, что металл дна проходит в отверстия сетки или перфорированной пластины, включает также то, что после операции ковки в закрытом штампе или одновременно с этой операцией на поверхности сетки или перфорированной пластины, а также на поверхности дна посуды образуют последовательность рельефов в виде чередующихся выступов и впадин.
Преимуществом предлагаемого способа является то, что благодаря рельефам, которые образуют на всей поверхности дна посуды, уменьшается чувствительность к нанесению царапин, так как острая кромка лезвия, например ножа, касается только вершин выступов, в результате чего вместо протяженных царапин образуются практически невидимые глазом точечные царапины.
В способе для прикрепления сетки или перфорированной пластины могут использовать штамп, имеющий на рабочей поверхности последовательность рельефов, образующих соответствующую последовательность рельефов дна посуды.
В предлагаемом способе рельефы могут образовывать на внутренней поверхности дна посуды, а саму поверхность могут покрывать слоем полимера, предохраняющего от пригорания.
В способе распределение рельефов по поверхности дна и их форма могут быть такими, что при перемещении острой кромки лезвия ножа по покрытию слоя полимера она касается только вершин рельефов.
Предлагаемый способ имеет ряд других преимуществ, заключающихся в том, что рельефы увеличивают площадь контакта между дном и наносимым покрытием, что улучшает адгезию последнего к дну.
Кроме того, ковка в закрытом штампе рельефа на поверхности дна, имеющего сетку или перфорированную пластину, улучшает их крепление в металле дна.
Далее, если пластина или сетка изготовлена из стали, а дно посуды - из алюминия, то пластина или сетка благодаря стали придает алюминию упругие свойства.
Поскольку алюминий, из которого выполнено дно посуды, не обладает упругостью, дно имеет тенденцию к необратимой деформации, которая приводит к значительному уменьшению площади теплового обмена между дном посуды и конфоркой (нагревательным элементом плиты). Эта необратимая деформация предотвращается благодаря упругости дна, обусловленной наличием сетки или перфорированной пластины, изготовленной из упругого металла.
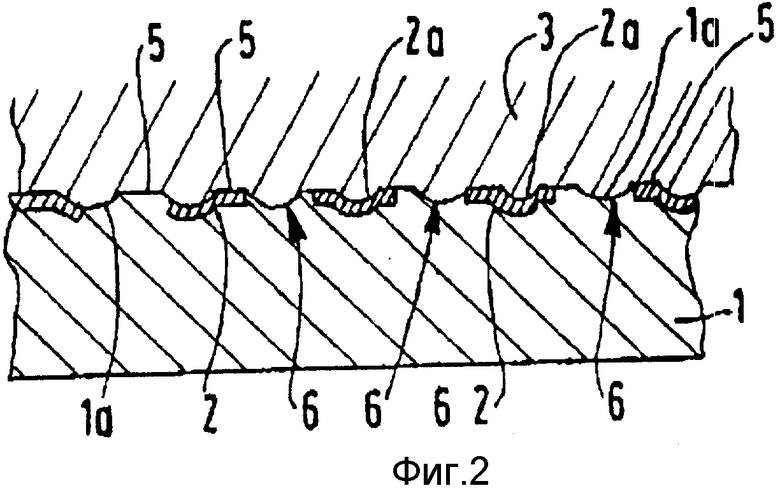
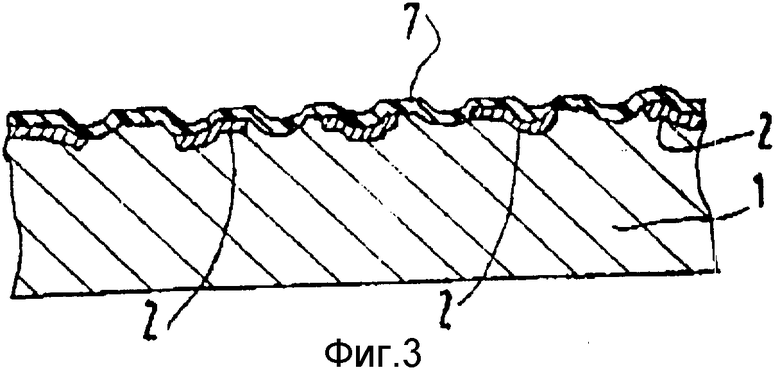
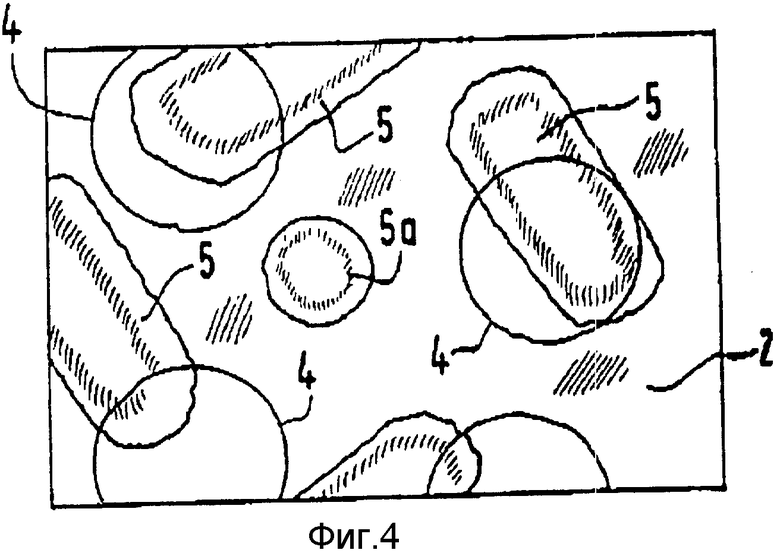
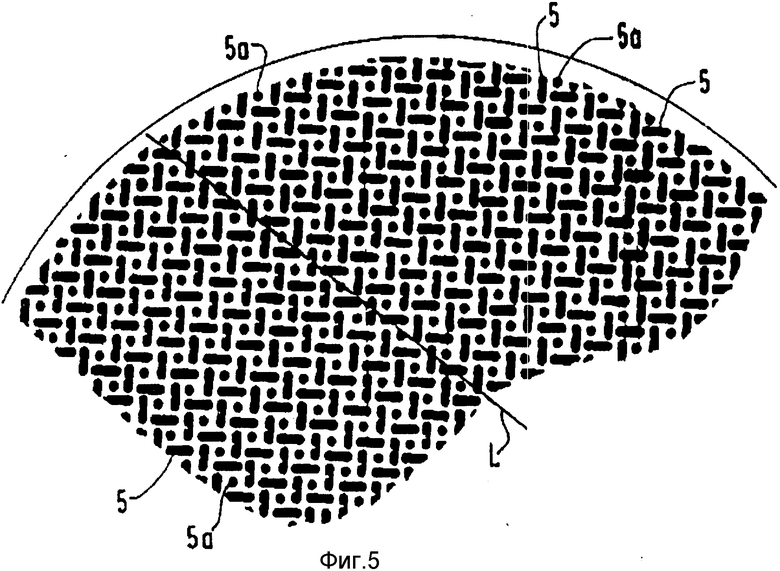
На фиг. 1 показано сечение дна посуды для приготовления пищи и штампа, используемого для закрепления перфорированной пластины в металле дна путем ковки в закрытом штампе; на фиг. 2 - то же, во время процесса ковки в закрытом штампе; на фиг. 3 - рельефы, полученные ковкой в закрытом штампе, на поверхности дна посуды, имеющего покрытие, не допускающее пригорания пищи; на фиг. 4 - участок поверхности дна посуды после ковки в закрытом штампе рельефов; на фиг. 5 - участок поверхности дна посуды в меньшем масштабе.
Как показано на фиг. 1 и 2, в способе прикрепления сетки или перфорированной пластины 2, изготовленной из твердого металла, например стали, к дну 1 посуды для приготовления пищи, изготовленной, например, из алюминия, эту сетку или перфорированную пластину прикрепляют путем ковки в закрытом штампе, в частности, путем ударного воздействия в холодном состоянии при помощи штампа 3 таким образом, что металл дна 1 проходит в отверстия 4 в сетке или перфорированной пластине 2.
В соответствии с изобретением после операции ковки или предпочтительно одновременно с этой операцией на поверхности 2а сетки или перфорированной пластины 2, а также на поверхности 1а дна 1 посуды образуют последовательность рельефов 5 (фиг. 2).
Для этого для прикрепления сетки или перфорированной пластины 2 используют штамп 3, имеющий на своей поверхности последовательность рельефов 6, соответствующих рельефам, которые нужно получить на поверхности 1а дна 1 посуды.
В изображенном примере рельефы 5 образуют на внутренней поверхности 1а дна 1 посуды.
Как показано на фиг. 3, на поверхность дна 1 посуды впоследствии наносят покрытие в виде слоя 7 полимера, препятствующего пригоранию, например политетрафторэтилена.
Распределение образующих рельефы 5 выступов и их форма таковы, что при движении острой кромки лезвия ножа по покрытию 7 острая кромка касается только вершин выступов рельефов 5. Таким образом, предотвращается образование длинных видимых царапин на этом покрытии, приводящих к его быстрому износу.
В примере, показанном на фиг. 4 и 5. рельефы, полученные путем ковки в закрытом штампе на поверхности дна посуды, образованы выступами 5 вытянутой формы и расположенными сбоку от них точечными выступами 5а.
Вытянутые выступы 5 имеют длину, равную 5-6 мм, и ширину - 2-3 мм.
Точечные выступы 5а имеют диаметр, равный 1-2 мм. Расстояние между выступами 5, 5а не превышает 3 мм.
Было установлено, что если острая кромка лезвия проходит по поверхности дна посуды в направлении линии L (фиг. 5), то она будет касаться только вершин выступов 5 и 5. В результате острая кромка лезвия будет образовывать на поверхности дна не протяженную царапину, а лишь невидимые глазом точечные царапины, которые вряд ли приведут к повреждению покрытия 7, не допускающего пригорания.
Более того, рельефы 5, 5а способствуют уменьшению площади контакта пищи с внутренней поверхностью дна посуды, что еще больше снижает вероятность подгорания пищи.
Из фиг. 4 видно, что рельефы 5 образуют не только на сплошных участках поверхности перфорированной пластины 2, но также и на поверхности алюминия, который находится в отверстиях 4 перфорированной пластины 2.
Благодаря ковке рельефов 5, 5а, которая производится одновременно с ковкой перфорированной пластины в металл дна посуды, улучшается прочность крепления перфорированной пластины 2 к металлу дна, особенно в области отверстий 4 пластины.
Изобретение не ограничивается описанными здесь вариантами его осуществления и возможны его многочисленные модификации без отступления от объема изобретения.
Например, форма выступов рельефов 5, 5а может отличаться от показанной на чертежах.
Изобретение относится к медицине, а именно к офтальмохирургии, и является хирургическим инструментом, предназначенным для экстракапсулярной экстракции катаракты на этапе удаления ядра. Технический результат изобретения - снижение операционных и послеоперационных осложнений, сокращение времени операции путем создания маневренного инструмента, одновременно обладающего высоким КПД. Для этого у ирригационного инструмента для удаления ядра хрусталика, состоящего из держателя и изогнутого трубчатого корпуса, рабочая часть которого имеет торцевое ирригационное отверстие, рабочую часть выполняют в виде полупетли с загибом на конце, загиб выполняют пол углом 90o к плоскости полупетли и выступающим над ней на 0,4 - 0,5 мм, при этом ось загиба и ось держателя должны находиться в одной плоскости.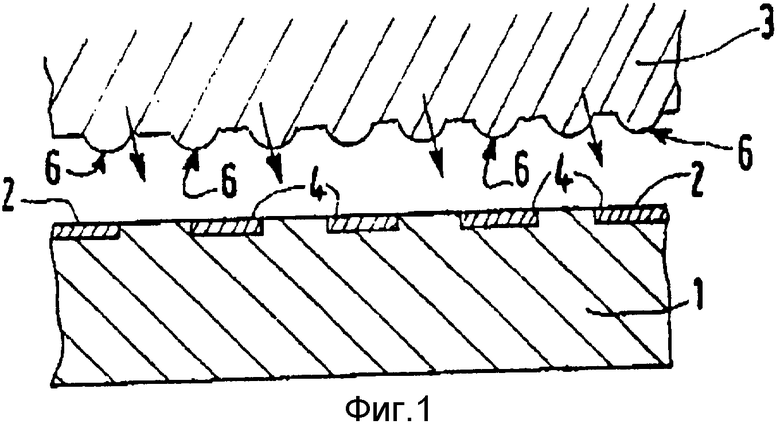
| FR, заявка, 2674463, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

