Изобретение относится к лазерной технике и может быть использовано для фигурной резки различных материалов, а также сварки и термообработки.
Известные установки для лазерной фигурной резки плоских изделий (стальной прокат, ДСП, фанера и т. п..), выбранные в качестве аналогов, например установка фирмы "TRUMPF" производства Германии [1], установки АЛТК-Р, разработанные совместно НИЦТЛ РАН, Россия и фирмой "Берое", Болгария [2] , установка "Тур 84" швейцарской фирмы "Bystronik", выбранная в качестве прототипа, включает в свой состав следующие основные элементы: технологический лазер, раскройный стол, систему транспортировки излучения, систему управления, защитную кабину.
Указанные установки работают следующим образом.
Лазерный луч из технологического лазера по системе транспортировки излучения направляется к технологическому столу. Расположенные на столе поворотные зеркала (обычно одно) расположены на поперечине, другое на каретке, направляют лазерный луч в технологический объектив, где он фокусируется и направляется вертикально вниз, непосредственно на обрабатываемый материал.
Фигурная резка изделий достигается за счет взаимных перемещений поперечины (траверсы), перемещающихся с помощью исполнительных механизмов и электропривода, расположенных на двух продольных балках вдоль оси X и каретки с объективом, перемещающейся с помощью собственного электропривода вдоль оси Y. Расположенный под соплом объектива обрабатываемый лист при этом обычно укладывается на вертикальные иглы или ножи и во время обработки остается неподвижным.
Недостатками установок являются
наличие дорогих, требующих высокоточной технологии при их изготовлении и трудоемких при их монтаже исполнительных механизмов приводов по основным координатам перемещений (X и Y), например передача винт-гайка качения, рейка-шестерня и т.д., особенно при больших габаритах рабочей зоны;
необходимость серьезной защиты исполнительных механизмов, исключающих любое попадание неизбежно возникающих газообразных продуктов при лазерной обработке, а также пыли;
необходимость перемещения поперечины с кареткой, имеющей большой момент инерции и, следовательно, возникновения в результате этого ограничений по динамическим характеристикам лазерных установок;
необходимость синхронизации работы 2-х электроприводов перемещения поперечины.
Задачами изобретения являются исключение из состава лазерной установки дорогостоящих и сложных в эксплуатации исполнительных механизмов приводов по осям перемещений и, следовательно, удешевление и упрощение ее конструкции, а также увеличение динамических характеристик лазерных установок за счет исключения из перемещающихся узлов наиболее из них тяжелой - поперечины.
В предлагаемой установке, имеющей в своем составе технологический лазер, технологический пост, систему управления, защитную кабину, систему транспортировки излучения, стол, на котором размещается обрабатываемый лист, над которым перемещается подвижный блок в своем составе технологический объектив с закрепленных сверху него с возможностью поворота вокруг вертикальной оси поворотным зеркалом. Снабжение подвижного блока для обеспечения технологического процесса лазерной обработки технологическими газами и электропитанием осуществляется за счет узла подвода коммуникаций или автономно - газовый баллон с редуктором и аккумулятор. Перемещение подвижного блока в рабочей зоне установки осуществляется либо контактным способом - колеса, ролики с электромеханическим приводом и т.д., либо бесконтактным - линейный двигатель, на воздушной подушке. Система транспортировки излучения имеет в своем составе поворотный блок с управляемым отражающим зеркалом, установленным с возможностью вращения вокруг вертикальной оси. Отражающее зеркало поворотного блока и отражающее зеркало, расположенное на подвижном блоке оптически взаимосвязаны и обеспечивают передачу лазерного луча в любую точку рабочей зоны установки. Управление отражающим зеркалом на поворотном блоке и отражающим зеркалом над объективом для обеспечения точной транспортировки излучения между ними, либо активное - с помощью собственных приводов вращения зеркал либо пассивное, например, за счет жестко скрепленного с обоими зеркалами телескопического механизма. Сигналы управления на привода зеркал могут передаваться либо с помощью проводов, либо радиосигналами, либо оптическим способом.
Привод перемещения подвижного блока в рабочей зоне выполняется контактный, например передача вращения электродвигателя на систему подвижных колес, либо бесконтактным - на воздушной подушке с принудительной подачей воздуха или, например, с помощью линейного электродвигателя [4]. Принципы работы линейного электродвигателя, который может быть использован в качестве привода в лазерной установке [5], [6]. Известно большое количество конструкций линейных электродвигателей, где могут быть подвижен ротор (первичная обмотка) и неподвижен статор (вторичная обмотка). Возможна и противоположная ситуация - где ротор неподвижен, а статор подвижен. Кроме того, линейный электродвигатель может быть асинхронным, синхронным, шаговым и т. п.. Однако на задачи, решаемые изобретением это не влияет.
В большинстве случаев на практике производится автономная вырезка деталей на листе, т. е. требуется высокая точность и повторяемость выполнения их формы и размеров и не требуется соблюдение точности их взаимного расположения на листе. Кроме того, подавляющее большинство из всей номенклатуры обрабатываемых лазерным лучом деталей имеет незначительные линейные размеры, не сравнимые с размерами обрабатываемого листа. Для выполнения этих условий подвижный блок включает систему локального перемещения технологического объектива с расположенным под ним отражающим зеркалом. Система локального перемещения, имеющая собственные привода перемещения по осям X и Y позволяет после выполнения команды по перемещению основным исполнительным механизмом привода подвижного блока, осуществить вырезку полного контура детали с высокой точностью. Так как перемещения в горизонтальной плоскости в системе локального перемещения незначительны, то исполнительные механизмы имеют высокие параметры точности и могут быть выбраны стандартными (тип исполнительных механизмов на задачи, решаемые изобретением не влияет), а стоимость их из-за малых перемещений невелика.
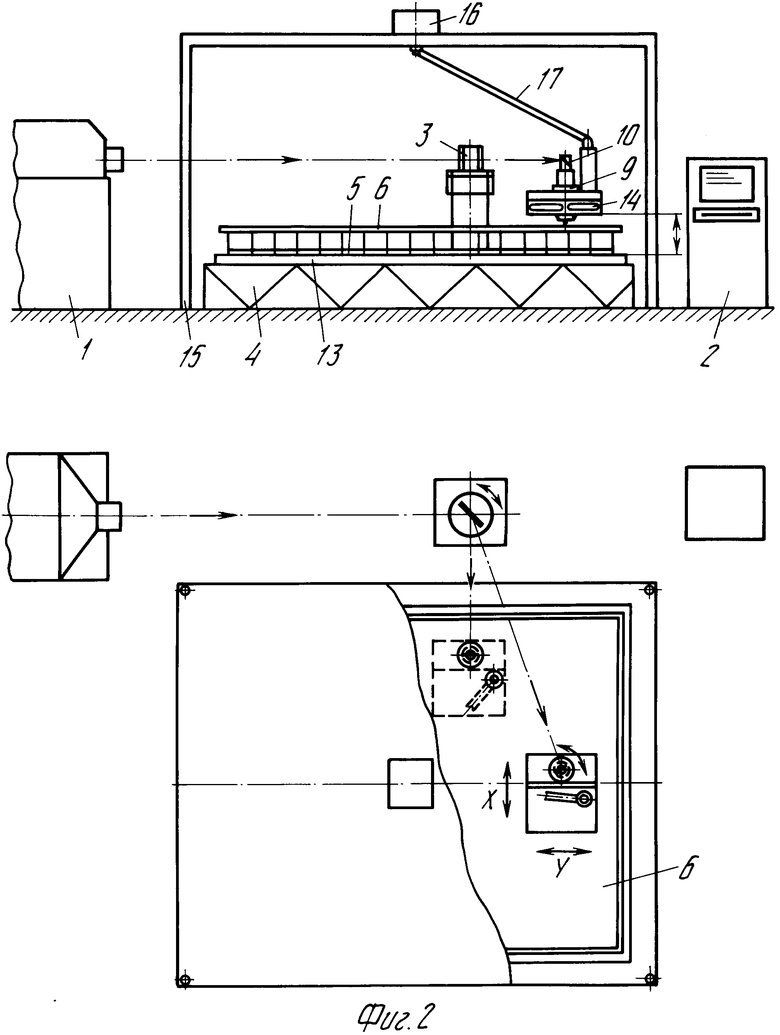
Установка включает (фиг.1) технологический лазер 1, систему управления 2, управляющий поворотный блок 3 с отражающим зеркалом, имеющим вертикальную ось вращения, технологический пост, состоящий из основания 4, на котором расположено устройство для размещения обрабатываемого листа 5 и сам обрабатываемый лист 6.
Подвижный блок (автономный) включает в свой состав привод перемещения в горизонтальной плоскости (на фиг. 1 показан вариант привода) электропривод 7 и опорные подвижные колеса 8, технологический объектив 9, поворотное зеркало 10 с возможностью вращения вокруг вертикальной оси, аккумулятор 11 и баллон с технологическим газом 12.
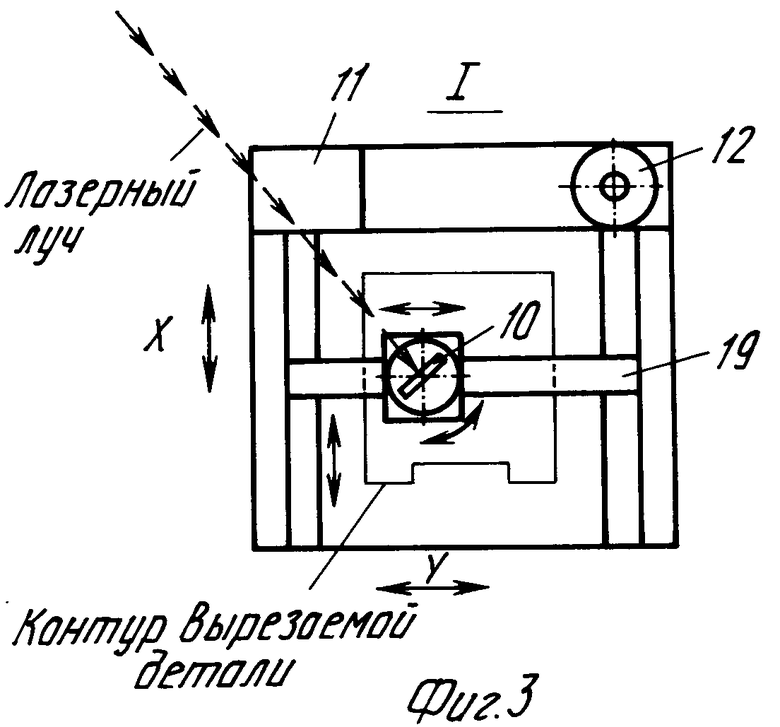
На фиг.2 показан вариант установки, в котором в качестве привода подвижного блока использован линейный электродвигатель. На основании 4 расположена первичная часть 13 - неподвижный элемент привода с линейным электродвигателем. Вторичная часть - подвижный элемент привода с линейным электродвигателем представляет собой вторичную обмотку 14. Вокруг технологического поста размещена защитная кабина 15. Подвижный блок может быть снабжен узлом подвода коммуникаций 16 с кабелем 17 (фиг. 2) исключающим их провисание во время работы установки. Отражающее зеркало, расположенное на управляемом поворотном блоке 3 и отражающее зеркало, расположенное на подвижном блоке взаимосвязаны либо кинематически, например, с помощью телескопического механизма 18 (фиг. 1), либо электрически, т. е. взаимным расположением зеркал во время работы управляет система управления 2 либо оптически (фиг. 2).
Кроме того, подвижный блок включает систему локального перемещения 19 технологического объектива с расположенным над ним отражающим зеркалом (фиг. 3), имеющую приводы перемещения в горизонтальной плоскости (перемещения X1 и Y1).
Установка работает следующим образом.
Генерируемое в технологическом лазере 1 излучение направляется на управляемый поворотный блок 3, отражается на его зеркале и далее, например, по телескопическому механизму 18 попадает на поворотное зеркало 10. Отражаясь от него, излучение направляется вертикально вниз в технологический объектив 9, где оно фокусируется на расположенный на устройстве 5 обрабатываемый лист 6. В точку фокуса направляется и технологический газ из баллона 12.
По сигналам системы управления установкой 2 - радиосигналы, в случае если подвижный блок автономен или посредством узла подвода 16 коммуникаций 17, подвижной блок при контактном варианте с помощью электропривода 7 с аккумулятором 11 и опорных подвижных колес 8 осуществляет перемещения вдоль координат X и Y по обрабатываемому листу, формируя тем самым траекторию его перемещения и соответственно траекторию обработки (рез, шов, зона термической обработки).
При бесконтактном способе перемещения (фиг. 2), например, при использовании линейного электродвигателя перемещение подвижного блока осуществляется следующим образом. Первичная часть линейного электродвигателя 13, расположенная на основании 4 возбуждает магнитное поле, в котором с определенным зазором δ "зависает" подвижная вторичная часть 14. При взаимодействии токов вторичной части с магнитным полем возникает электромагнитная сила, под действием которой вторичная часть начинает перемещения. Управляя электромагнитной силой первичной и вторичной обмоток линейного привода, система управления 2 формирует траекторию перемещения вторичной части в координатах X и Y и, следовательно, траекторию реза шва, зоны термообработки, предохраняющая от лазерного излучения защитная кабина 15 имеет в верхней части узел подвода коммуникаций 16, предотвращающей провисание и запутывание кабеля 17 во время работы установки. В случае, если требуется высокая точность и повторяемость выполнения формы и размеров партии деталей, а их взаимное расположение на листе не играет никакой роли, то установка работает следующим образом. Подвижный блок по команде системы управления 2 с помощью своего привода перемещается в зону вырезки (сварки, термообработки) первой детали. Вырезка детали объективом 9 осуществляется системой локального перемещения 19 (перемещения X1 и Y1). После вырезки первой детали подвижный блок с помощью своего привода перемещается в зону вырезки следующей детали и цикл повторяется и т.д. до вырезки последней детали на обрабатываемом листе.
Источники информации
1. Сафонов А.Н., Скоромник В.И., Микульшин Г.Ю. НИЦТЛ РАН. Лазерное технологическое оборудование для обработки древесины и древесных материалов: Обзор информ. - М.: ВНИПИЭИлеспром, 1989, стр. 7.
2. Сафонов А.Н., Микульшин Г.Ю. Лазерные технологические комплексы: Аналитический обзор. Сер. Новые материалы и новые технологии. Вып. 44. - М.: ВНТИЦ, 1993, с. 20-21.
3. Urs W. Hunziker. - lost. Erfahrugen mit "fliegender Optik" beim Laserschneiden.-Schweisstechnik. N 4, 1987, 62-65.
4. Политехнический словарь. /Под ред. А.Ю. Шилинского. -М.: Советская энциклопедия, 1980, с. 285.
5. Москаленко В.В. Электродвигатели специального назначения. - М.: Энергоиздат, 1981, с. 104в
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140837C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОВОДКИ ТРУБОПРОВОДОВ | 1997 |
|
RU2116181C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2113956C1 |
| ЛАЗЕРНЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ | 1995 |
|
RU2094198C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2095431C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2113332C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2121417C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140840C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ЛАЗЕРНОГО ЛУЧА ПРИ ОБРАБОТКЕ | 1995 |
|
RU2096492C1 |
Использование: для фигурной резки различных материалов, а также сварки и термообработки. Сущность изобретения: сверху обрабатываемого листа 5 расположен подвижный блок, имеющий привод перемещения 7 в горизонтальной плоскости. Исполнительные механизмы привода могут быть контактными с обрабатываемым листом, либо бесконтактными, когда привод выполнен в виде линейного двигателя. В состав подвижного блока входят также технологический объектив 9 с поворотным зеркалом 10. Зеркало 10 связано с зеркалом поворотного блока 3 либо кинематически, либо оптически, либо с помощью собственных электроприводов зеркал. Обеспечение подвижного блока электроэнергией и технологическими газами может производиться либо автономно, либо с помощью узла и подвода коммуникаций. Данная конструкция установки позволяет исключить механические элементы привода установки, тяжелые подвижные узлы и, следовательно, упростить и удешевить ее, одновременно повысив динамические характеристики. 6 з.п. ф-лы. 3 ил.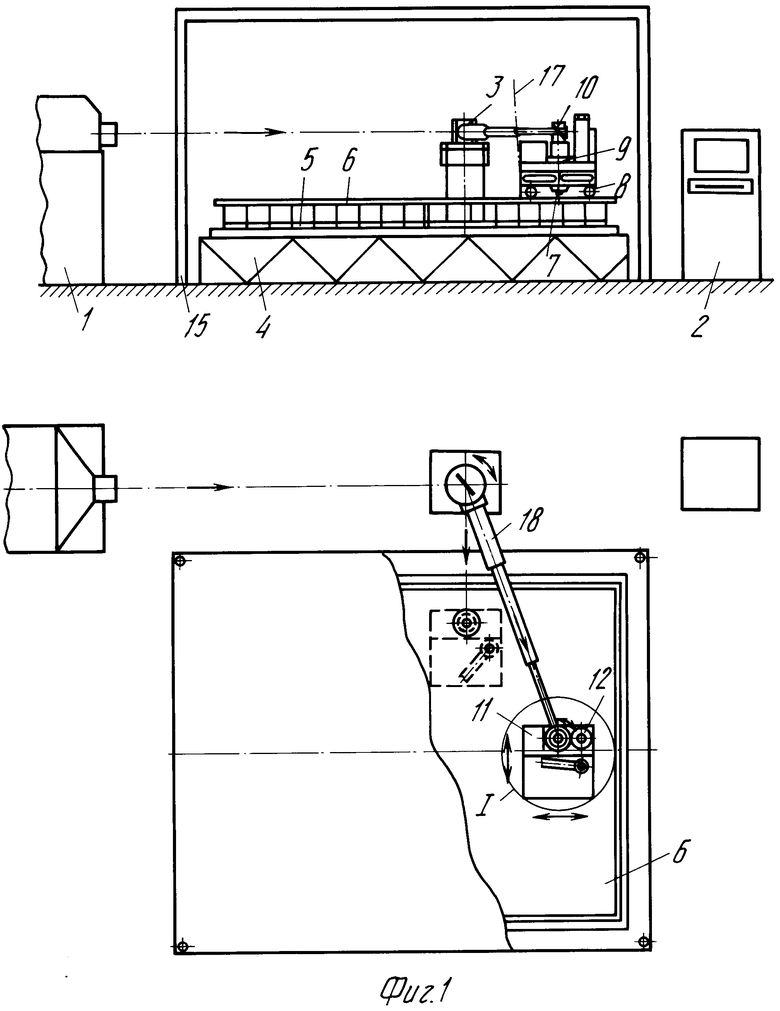
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сафонов А.Н | |||
| и др | |||
| Лазерное технологическое оборудование для обработки древесины и древесных материалов | |||
| Обзор.информ | |||
| - М.: ВНИИПИЭИлеспром, 1989, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сафонов А.Н | |||
| и др | |||
| Лазерные технологические комплексы | |||
| Аналитический обзор., Сер | |||
| Новые материалы и новые технологии, вып | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| - М.: ВНТИЦ, 1993, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Urs W.Hunziker-Iost, Erfahrungen mit fliegender Optik '' beim Laserchneiden-Schweisstechnik, N 4, 1987, 62 - 65. | |||

