Изобретение относится к области лазерной обработки материалов, а именно к фигурному раскрою плоских листов с помощью лазерного излучения и может быть для изготовления деталей различной конфигурации широкой номенклатуры в машиностроении, электротехнике, авиа- и автомобилестроении и др.
Известна установка для раскроя листовых материалов с помощью лазерного излучения фирмы "Messer Griesheim", Германия [1]. Установка включает в свой состав технологический лазер, систему управления и манипулятор оптических элементов - поворотных зеркал и технологического объектива. Манипулятор оптических элементов включает две траверсы продольного перемещения вдоль оси X, на которых расположены направляющие и исполнительные механизмы приводов - ШВП, передачи рейка-шестерня, линдвиты и т.д., и поперечину для перемещения технологического объектива вдоль оси Y. Вместе с объективом перемещается также и последнее по трассе прохождения лазерного излучения поворотное зеркало.
Установка работает следующим образом. Генерируемое технологическим лазером излучение направляется вдоль одной из траверс на первое поворотное зеркало, расположенное на поперечине. Отражаясь от него, излучение вдоль поперечины направляется на второе поворотное зеркало и далее вертикально вниз в технологический объектив. В технологическом объективе излучение фокусируется и направляется непосредственно на обрабатываемый лист. Фигурный раскрой листового материала обеспечивается взаимным перемещением поперечины по траверсам и технологического объектива с последним поворотным зеркалом вдоль поперечины.
Основным недостатком конструкции вышеописанной установки является постоянно изменяемая в процессе работы длина оптического тракта, что ведет к изменению качества реза и геометрических размеров вырезаемых деталей в ближней и дальней зонах обработки рабочего поля. Данные изменения обусловлены расходимостью излучения, а также искажением волнового фронта по длине транспортировки излучения.
Известны установки для раскроя листового материала, в конструкции которых во время работы обеспечивается перемещение технологического лазера вдоль оси X [2] , [3] . Тем самым изменение длины транспортировки излучения (оптического тракта) уменьшается, что обеспечивает более стабильное качество реза в ближней и дальней зонах обработки, а также снижает связанные с этим изменение геометрических размеров вырезаемых деталей.
Недостатком конструкции данных установок является необходимость постоянного перемещения во время их работы технологического лазера. Используемые для фигурного раскроя лазеры имеют в большинстве своем выходную мощность излучения до 6 кВт. Вес таких лазеров вместе с холодильной камерой составляет 3-5 тонны [4]. Необходимость перемещения таких масс накладывает существенные ограничения на динамические характеристики подобных установок, хотя технологические параметры позволяют проводить фигурный раскрой с рабочими скоростями до 100 м/мин.
Необходимость быстрого и реверсивного перемещения тяжелого технологического лазера ведет к большим нагрузкам на приводы и быстрому износу механизмов перемещения - передачи рейка-шестерня, ШВП, подшипниковые узлы и т.д.
Кроме того, изменение длины оптического тракта в процессе работы таких установок по сравнению с вышеуказанным аналогом хотя и уменьшается, но остается.
Известны установки "Севан", в которых отсутствуют все недостатки, связанные с изменением длины оптического тракта [5]. В таких установках технологический лазер размещен непосредственно на поперечине рядом с объективом и перемещается во время работы по обеим осям X и Y. В процессе работы таких установок длина оптического тракта остается неизменной. Поэтому качество реза и геометрические характеристики вырезаемых деталей остаются неизменными по всей рабочей зоне.
Главным недостатком конструкции таких установок является необходимость перемещения технологического лазера по 2-м рабочим координатам с рабочей скоростью. Поэтому в таких установках обычно используются лазеры с небольшим собственным весом и, следовательно, маломощные (например, ИАГ-лазеры). Соответственно ограничение по мощности излучения резко сужает технологические возможности таких установок.
Задачами, решаемыми предлагаемым изобретением, являются обеспечение высоких динамических характеристик установки при ее широких технологических возможностях.
Вышеуказанные задачи решаются тем, что в установке, состоящей из технологического лазера, системы управления, манипулятора оптических элементов, лазерная головка, включающая камеру возбуждения, оптический резонатор технологического лазера размещена на поперечине манипулятора, а источник питания, системы обеспечения работы лазера, холодильная машина, а также баллоны с рабочим газом размещены в функциональном блоке, имеющий собственный привод и перемещающийся вдоль одной из траверс манипулятора. Функциональный блок соединен с оптическим резонатором узлом подвода коммуникаций.
Лазерная головка может вращаться вокруг оси генерируемого излучения и может быть установлена вертикально. Этим обеспечивается возможность совмещения вектора поляризации выходного излучения и вектора направления движения объектива или лазерной обработке.
Лазерная головка может иметь выходное излучение в виде нескольких пучков, оси которых лежат в одной плоскости, совпадающей с плоскостью поляризации выходного излучения.
Оптимальные параметры лазерной обработки, например резки и сварки, могут достигаться в том случае, когда эти пучки фокусируются на определенных, вообще говоря, неравных глубинах по толщине материала (фиг. 2).
Например, один пучок (a) фокусируется на верхнюю поверхность материала, другой (d) на нижнюю поверхность и пучки (c) и (b) на некоторой глубине от поверхности. При этом могут изменяться и углы падения каждого пучка на поверхность материала.
При изменении направления лазерной обработки плоскость осей пучков и плоскость поляризации поворачиваются вслед за вектором направления движения объектива.
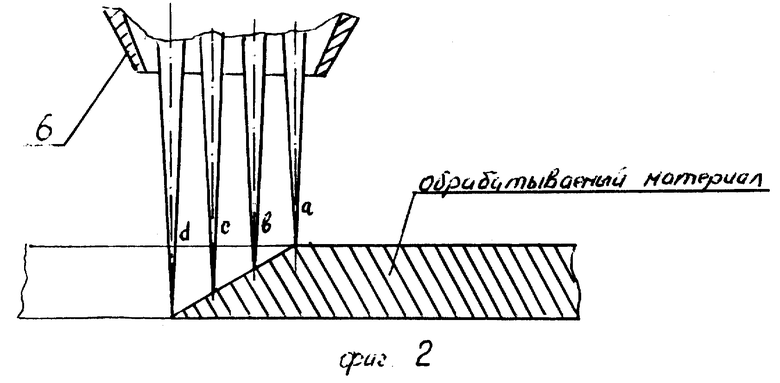
Сущность изобретения поясняется чертежом (фиг. 1). На двух параллельно расположенных траверсах 1 по направляющим 2 перемещается поперечина 3. На поперечине размещены лазерная головка 4, поворотное зеркало 5 и объектив 6. Обрабатываемый лист 7 размещен между траверсами под поперечиной. Параллельно с одной из траверс размещены направляющие 8, по которым перемещается функциональный блок 9, включающий источник питания лазера, системы обеспечения работы лазера и баллоны с рабочими газами. Функциональный блок имеет собственный привод 10. Узел подвода коммуникаций 11 соединяет функциональный блок 9 с лазерной головкой 4. Работой всей установки управляет общая система управления (не показана).
Установка работает следующим образом. По команде системы управления, генерируемый в лазерной головке 4 лазерный луч направляется на поворотное зеркало 5. Отражаясь от него, луч направляется в объектив 6, фокусируется в нем и направляется на обрабатываемый лист 7. Взаимные перемещения поперечины 3 по направляющим 2 траверс 1 обеспечивают фигурный раскрой обрабатываемого листа. Параллельно с поперечиной 3 по направляющим 8 перемещается функциональный блок 9, обеспечивающий работу лазерной головки. Его перемещение обеспечивается приводом 10. Их связь осуществляется путем подвода коммуникаций 11.
Так как основной вес технологического лазера находится в функциональном блоке 9, то поперечина с размещенными на ней лазерной головкой, поворотным зеркалом и объективом получается достаточно легкой и имеет высокие динамические характеристики (рабочая скорость и ускорения).
Вырезка детали осуществляется в локальном месте обрабатываемого листа. Рабочие перемещения для вырезки одной детали незначительные по сравнению с размерами рабочей зоны установки и определяются геометрическими размерами вырезаемой детали.
Функциональный блок 9 не участвует в рабочих перемещениях и в момент вырезки детали или перехода от одной детали к другой либо стационарен, либо перемещается ближе к поперечине с достаточно небольшой скоростью. При этом возникающие в процессе лазерной обработки ускорения функционального блока существенно ниже ускорений лазерной головки. Значительно, на порядки, снижаются и силы инерции, действующие на функциональный блок и его привод перемещения. Узел подвода коммуникаций гибкий и компенсирует небольшие изменения расстояния между функциональным блоком и оптическим резонатором.
Так как отсутствует необходимость перемещения функционального блока с рабочими скоростями и ускорениями, а также высокая точность его позиционирования, то привод его перемещения может быть достаточно простым, а механизмы перемещения невысокой точности. Вместе с этим вес функционального блока практически неограничен, что позволяет обеспечить большую выходную мощность излучения технологического лазера и тем самым максимально расширить технологические возможности всей установки.
Список литературы:
1. Проспект фирмы "Messer Griesheim", Германия (прилагается).
2. Проспект фирмы "ESAB", Швеция (прилагается).
3. DVS-Berichte, Vol. 163, s. 373-374, Германия (прилагается)
4. Технологические лазеры. Справочник: в 2 т., Т.1. Абильсиитов Г.А., Голубев В. С. , Гонтарь В.Г. и др. Расчет, проектирование и эксплуатация. / Под общ. ред. Г.А.Абильсиитова. -М.: Машиностроение, 1991, с. 128-129.
5. Абильсиитов Г.А., Сафонов А.Н., Кашин В.Е., Микульшин Г.Ю. Лазерные технологические комплексы) Препринт N 51. 1988, -НИЦТЛ, с. 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2145919C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140840C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2121417C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2140838C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2107599C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1998 |
|
RU2136468C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОКЛАДКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 1998 |
|
RU2139780C1 |
| Способ изготовления деталей из листовой металлической заготовки на лазерном станке с ЧПУ | 2022 |
|
RU2783722C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140839C1 |
| ЛАЗЕРНЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ | 1995 |
|
RU2094198C1 |
Изобретение относится к области лазерных технологий и может найти применение в различных отраслях машиностроения для раскроя материала. Установка состоит из манипулятора, системы управления и лазера. Манипулятор имеет две параллельно размещенные траверсы, по которым перемещается поперечина вдоль оси Х. Размещенный на траверсе объектив перемещается вдоль оси Y. Технологический лазер разделен на функциональный блок, включающий источник питания, системы обеспечения работы лазера, емкости с рабочими газами и оптический резонатор. Лазерная головка размещена на поперечине и жестко связана с объективом, а функциональный блок размещен на подвижном узле и перемещается отдельно от поперечины манипулятора. Связь между лазерной головкой и функциональным блоком осуществляется узлом подвода коммуникаций. Применение данной установки позволит использовать в ее составе лазеры высокой мощности, что существенно расширяет ее технические возможности при высоких динамически характеристиках. 3 з.п. ф-лы, 2 ил.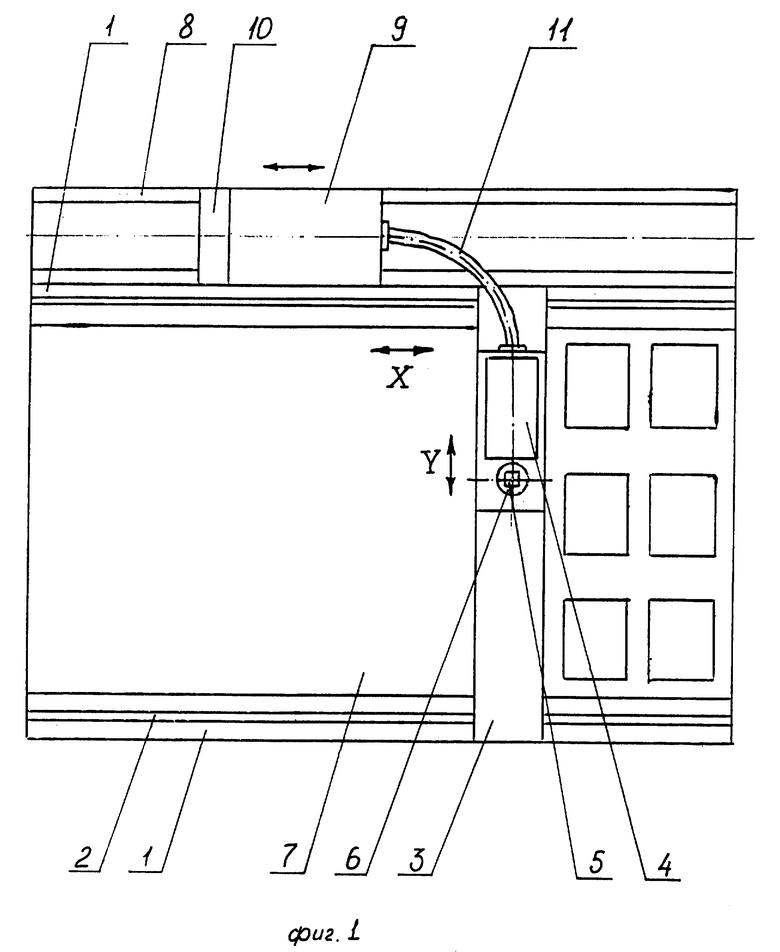
| Абильсиитов Г.А | |||
| и др | |||
| Лазерные технологические комплексы | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| US 5132510 A, 21.07.92 | |||
| DE 4425487 A1, 06.04.95. | |||

