Изобретение относится к обработке материалов с помощью лучевых методов и может быть использовано для лазерной сварки трубопроводов различного назначения в полевых условиях (пустыня, тундра, степь и т.д.), например нефтепроводы, газопроводы и др. Изобретение может быть использовано также для проводки трубопроводов других назначений, например теплотрассы.
Известная установка для лазерной сварки кольцевых швов труб [1] для подачи лазерного излучения от источника (технологического лазера) в зону сварки включает в свой состав подвижную оптическую систему. Подвижная оптическая система включает в свой состав четыре водоохлаждаемых зеркала: три отражающих и одно фокусирующее, соединенных между собой лучепроводами.
Установка работает следующим образом.
Лазерный луч от технологического лазера направляется на первое зеркало, отражаясь от которого, по лучепроводу направляется на второе зеркало. Второе зеркало - подвижное, расположено на водиле, которое в свою очередь имеет возможность во время процесса сварки перемещаться вокруг свариваемой трубы на половину ее периметра (180o). Отражаясь от второго зеркала, луч попадает на третье зеркало, расположенное на кольцевой каретке типа скобы, орбитально перемещаемой вокруг трубы на 360o. Отражаясь от третьего зеркала, луч направляется на последнее фокусирующее зеркало, далее фокусируясь, направляется непосредственно в зону сварки.
Вышеуказанная установка имеет следующие недостатки.
1. Лучевой тракт имеет на своем протяжении несколько водоохлаждаемых зеркал, что ведет к искажению волнового фронта, изменению состояния поляризации излучения во время сварочного процесса, и, следовательно, к непостоянству свойств излучения по траектории его движения, что в свою очередь ведет к непостоянству качества сварного соединения на его протяжении.
2. На каждом из четырех зеркал поглощается определенное количество мощности излучения и поэтому для реализации процесса лазерной сварки требуется дополнительный подвод электроэнергии, а также сложная система их водоохлаждения.
3. Во время обхода трубы по периметру (360o) зеркала должны иметь изменяемые угловые положения относительно друг друга, позволяющие обеспечить точную транспортировку излучения от источника к месту стыка. Это требует наличия в составе системы транспортировки излучения механизмов и приводов, обеспечивающих угловые перемещения зеркал, а также систему контроля их угловых положений.
4. Для реализации процесса сварки кольцевым швом труб на практике необходима точная стыковка их торцов. Данная операция является трудоемкой и особенно сложна при сварке труб больших диаметров в полевых условиях. В рассматриваемой установке эта задача решается за счет использования других механизмов, не связанных с самой установкой. При этом для осуществления качественного проведения процесса сварки (поддержания постоянного расстояния от фокусирующего устройства до свариваемых поверхностей по всему периметру, контроль за уходом оси сфокусированного излучения от стыка) необходимо решать дополнительную задачу - точное взаиморасположение механизмов, которые стыкуют торцы свариваемых труб, и системы транспортировки излучения от источника к месту сварки.
Вышеуказанных недостатков лишен сварочный комплекс для изготовления непрерывного трубопровода [2] . Комплекс имеет в своем составе внутритрубную сварочную машину с собственным приводом перемещения и многозвенной штангой, самоходную тележку с электростанцией, аппаратурой управления, индуктор, рольганг, контейнер для внутритрубной сварочной машины, платформу с размещенными на ней зажимами.
Сварочный комплекс работает следующим образом.
Предназначенные для сварки трубы устанавливаются в зажимы, расположенные на единой платформе с зажимами конца трубопровода. Дополнительной установки их торцов не требуется. Этим самым устраняется четвертый недостаток предыдущего аналога. После этого, используя собственный привод, внутритрубная сварочная машина заходит в отверстие привариваемой трубы, перемещается внутри нее по всей длине до места стыка с трубопроводом. Далее производится сварка кольцевого шва, после окончания которой внутритрубная сварочная машина перемещается обратно внутри приваренной к трубопроводу трубы к выходу. Выйдя из трубы, она перемещается в контейнер. Далее сварочный комплекс перемещается вперед на длину трубы. После этого на платформу производятся загрузка следующей трубы, ее стыковка и центровка относительно трубопровода; внутритрубная сварочная машина вводится в отверстие вновь привариваемой трубы, и технологический цикл повторяется.
В состав комплекса не входит сложная система транспортировки излучения, включающая лучепроводы, несколько водоохлаждаемых зеркал, механизмы и приводы их перемещения и ориентации в пространстве, систему контроля ориентации зеркал относительно друг друга в процессе выполнения траектории, обеспечивающей выполнение сварки кольцевого шва. Следовательно, исключаются первые три недостатка предыдущего аналога.
Однако данный комплекс имеет следующие недостатки.
1. Для реализации процесса сварки трубопровода в полевых условиях без сложной оптической системы приходится использовать дуговой способ сварки вместо лазерного, что на практике ведет к резкому ухудшению эксплуатационных характеристик сварного шва и соответственно к снижению надежности работы трубопровода, являющегося важным параметром, т. к. аварии трубопроводов (разрыв) ведут к чрезвычайно важным затратам на устранение их последствий.
2. Низкая производительность, связанная с большой долей вспомогательного времени. Для осуществления одного полного технологического цикла внутритрубная сварочная машина должна дважды пройти внутри привариваемой трубы на всю ее длину, что требует затрат времени. При этом весь сварочный комплекс простаивает, так как проведение следующей технологической операции - загрузки и центровки новой трубы при данной конструкции комплекса невозможно. Кроме того, процессы перемещения сварочной машины внутри трубы по всей ее длине, ввода и вывода ее в отверстие трубы, перемещение ее в контейнер и обратное извлечение из него всегда связано с неизбежными вибрациями, возможными ударами и т. д., что сказывается на надежности работы комплекса в целом.
Известна установка для лазерной сварки трубопроводов [3] (прототип). Установка включает передвижное средство, платформу, на которой размещены технологический лазер, зажимы для центровки трубопровода и привариваемой трубы, магазин лучепроводов в виде труб, на концах которых закреплены фокусирующие устройства с приводом вращения их вокруг оси падающего излучения и с закрепленными на их внешней стороне колесами. Кроме того, магазин имеет устройство поджима трубы к трубопроводу, привод перемещения или вращения магазина, механизм перемещения фокусирующей системы вдоль оси лучепровода.
Генерируемый технологическим лазером лазерный луч по лучепроводу направляется к месту стыка, где поворотным зеркалом направляется в фокусирующее устройство, после чего попадает на свариваемый стык. С помощью привода вращения фокусирующего устройства обеспечивается сварка кольцевого шва. В это время осуществляется загрузка новой трубы на освободившийся после предыдущего процесса сварки лучепровод.
Данная установка позволяет реализовать лазерный способ сварки, что резко повышает эксплуатационную надежность трубопровода, при значительном упрощении системы транспортировки излучения - количество зеркал сокращается с четырех до одного, отсутствуют механизмы и приводы их перемещения в пространстве и взаимной угловой ориентации, упрощается система водоохлаждения зеркал.
Применение данной установки позволяет сократить вспомогательное время технологического цикла, т. к. исключается время перемещения внутритрубной сварочной машины из контейнера от начала трубы до свариваемого стыка и обратно, а также совмещается время самого процесса сварки с временем загрузки новой трубы. Все это существенно повышает производительность работы данной установки по сравнению с аналогом.
Установка имеет следующие недостатки.
1. Необходимость транспортировки излучения от источника излучения до места сварки на большие расстояния (свыше 10 м), что ухудшает качество излучения - искажения волнового фронта, расходимость излучения, а также ведет к уходу оси излучения от необходимой, что может быть вызвано вибрациями работающих механизмов установки, а также неточностями исполнительных механизмов системы транспортировки излучения. Вышеуказанный недостаток ведет к динамическим изменениям местоположения сфокусированного пучка на обрабатываемых местах труб, уходу его от оси траектории свариваемого стыка и, следовательно, к дефектам сварного шва, что в свою очередь ведет к снижению эксплуатационной надежности трубопровода.
2. Громоздкость установки.
Известно, что для сварки толщин от нескольких миллиметров до нескольких сантиметров труб, используемых для магистральных трубопроводов [4], требуются мощности излучения десять и более киловатт. Излучение такой мощности обычно достигается либо быстропроточными лазерами с продольной и поперечной прокачкой, либо многоканальными волноводными лазерами с диффузионным охлаждением, либо твердотельными лазерами.
Известно также, что функционально лазер можно разделить на блок генерации излучения, источник питания, систему прокачки и охлаждения (быстропроточные лазеры) и вспомогательные системы [5].
Задача, решаемая изобретением, - повышение качества сварного шва и, следовательно, повышение эксплуатационной надежности трубопроводов, а также повышение компактности комплекса.
Вышеуказанные задачи решаются тем, что в предлагаемом комплексе, имеющем в своем составе передвижное средство, платформу с размещенными на ней зажимами и вспомогательным оборудованием, технологический лазер, лазер выполнен в виде совокупности размещенных в магазине блоков генерации с габаритными размерами по длине меньше свариваемой трубы, а по ширине и высоте меньше ее диаметра с закрепленными на их концах фокусирующими системами, и источник питания и другие вспомогательные системы, находящиеся на передвижном средстве, причем технологический процесс осуществляется за счет совместной работы источника питания лазера в совокупности с комплектом вспомогательного оборудования и блоком генерации, встроенным в данный момент в технологическую цепь. Магазин блоков генерации может быть сменным и иметь либо постоянное соединение с источником питания и вспомогательным оборудованием в виде кабелей, причем магазин блоков генерации во избежание запутывания кабелей, если он выполнен в виде барабана, работает в реверсивном режиме, а если он выполнен с линейным расположением блоков генерации - в режиме возвратно-поступательного перемещения, либо иметь быстроразъемный узел, позволяющий быстро стыковать и разъединять необходимые для функционирования блоков генерации коммуникации: электроэнергия, технологические газы, водяное или масляное охлаждение, сигналы системы управления и т.д. Блоки генерации имеют механизмы вращения относительно оси генерируемого излучения. Вспомогательное оборудование комплекса содержит систему слежения оси сфокусированного излучения за свариваемым стыком, включающую крепящееся на внутренней поверхности привариваемой трубы быстросъемное фиксирующее кольцо, а также находящийся с ним в контакте, жестко скрепленный с фокусирующей системой роликом. Расположение блоков генерации внутри свариваемых труб позволяет максимально приблизить генерируемое ими излучение непосредственно к зоне сварки, т.е. максимально возможно сократить расстояние его транспортировки. Тем самым устраняются недостатки прототипа, связанные с качеством поступающего в фокусирующую систему излучения, точностью местоположения сфокусированного излучения и, следовательно, достигается максимально возможное качество сварного соединения.
Осуществление вращения блоков генерации внутри привариваемой трубы вокруг оси генерируемого излучения позволяет поддерживать вектор поляризации излучения по отношению к свариваемым поверхностям, постоянным во время всего технологического процесса сварки, что обеспечивает постоянство эксплуатационных свойств сварного шва по всему периметру.
Размещение одного из элементов технологического лазера - блока генерации, имеющего большие габариты непосредственно в магазине (габариты магазина при этом по сравнению с прототипом не меняются), а источника питания со вспомогательными системами и электростанции на передвижном средстве позволяет существенно сократить габариты всего комплекса. Наличие системы слежения оси сфокусированного излучения за свариваемым стыком позволяет просто и надежно контролировать оптимальное положение фокусирующей системы.
Реализация предложенного комплекса максимально эффективна при использовании технологических лазеров, имеющих вытянутые по длине блоки генерации излучения - быстропроточные лазеры с продольной прокачкой, многоканальные волноводные лазеры с диффузионным охлаждением, твердотельные лазеры, что позволяет использовать их высокое качество излучения, например, по сравнению с быстропроточными лазерами с поперечной прокачкой одновременно с уменьшением габаритов всего комплекса. Быстропроточные лазеры с продольной прокачкой позволяют реализовать предложенную конструкцию комплекса, но имеют существенные ограничения по возможностям, а следовательно, и по мощности излучения тем, что помимо блоков генерации, для их функционирования необходимы сложные системы прокачки и охлаждения, конструктивно связанные с ними, а также наличие в непосредственной близости прокачных средств, что увеличивает габариты блоков генерации и тем самым снижает технологические возможности всего комплекса.
Твердотельные лазеры также могут быть использованы в предлагаемом комплексе, однако они имеют ограничения по мощности излучения и соответственно по технологическим возможностям комплекса. Кроме того, блок охлаждения этих лазеров должен быть также в непосредственной близости с активным элементом.
Наиболее предпочтительным в предложенном комплексе является использование многоканальных волноводных лазеров с диффузионным охлаждением, например, [6] , имеющие высокий уровень энергетической и угловой стабильности, конструктивную простоту, отсутствие внутренних источников вибрации (см. стр. 115 [5] ). Это позволяет достичь высокого качества сварного соединения. Кроме того, конструктивные особенности многоканальных волноводных лазеров с диффузионным охлаждением отличает наличие активной среды большой протяженности при незначительных поперечных размерах, что соответствует форме внутреннего пространства трубы. Так как конструкция комплекса определяет дискретную работу каждого из блоков генерации, т.е. во время работы одного из них другие не работают, то система охлаждения каждого из них может быть упрощенной и иметь малые габариты.
Наличие быстроразъемного соединения позволяет оперативно отстыковывать коммуникации блока генерации, находящегося в уже приваренной трубе, от источника питания и других систем, и после подведения магазином новой трубы с новым блоком генерации в положение сварки (встраивание в технологическую цепь) пристыковывать коммуникации от источника питания и других систем к этому блоку генерации.
Так как режим работы блоков генерации последователен, то для обеспечения всей работы комплекса достаточно одного источника питания, а также одного комплекта дополнительного оборудования. Каждый блок генерации имеет механизм вращения внутри привариваемой трубы вокруг оси генерируемого излучения. Этот механизм осуществляет также точное центрирование блоков генерации относительно трубы.
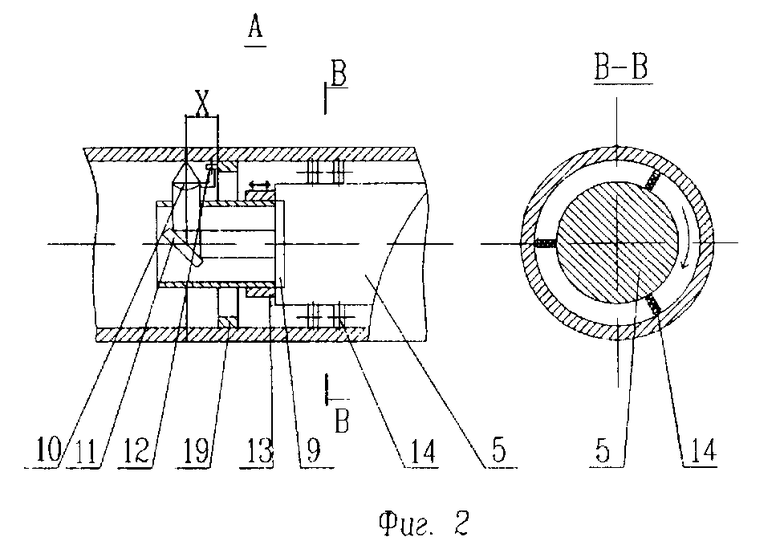
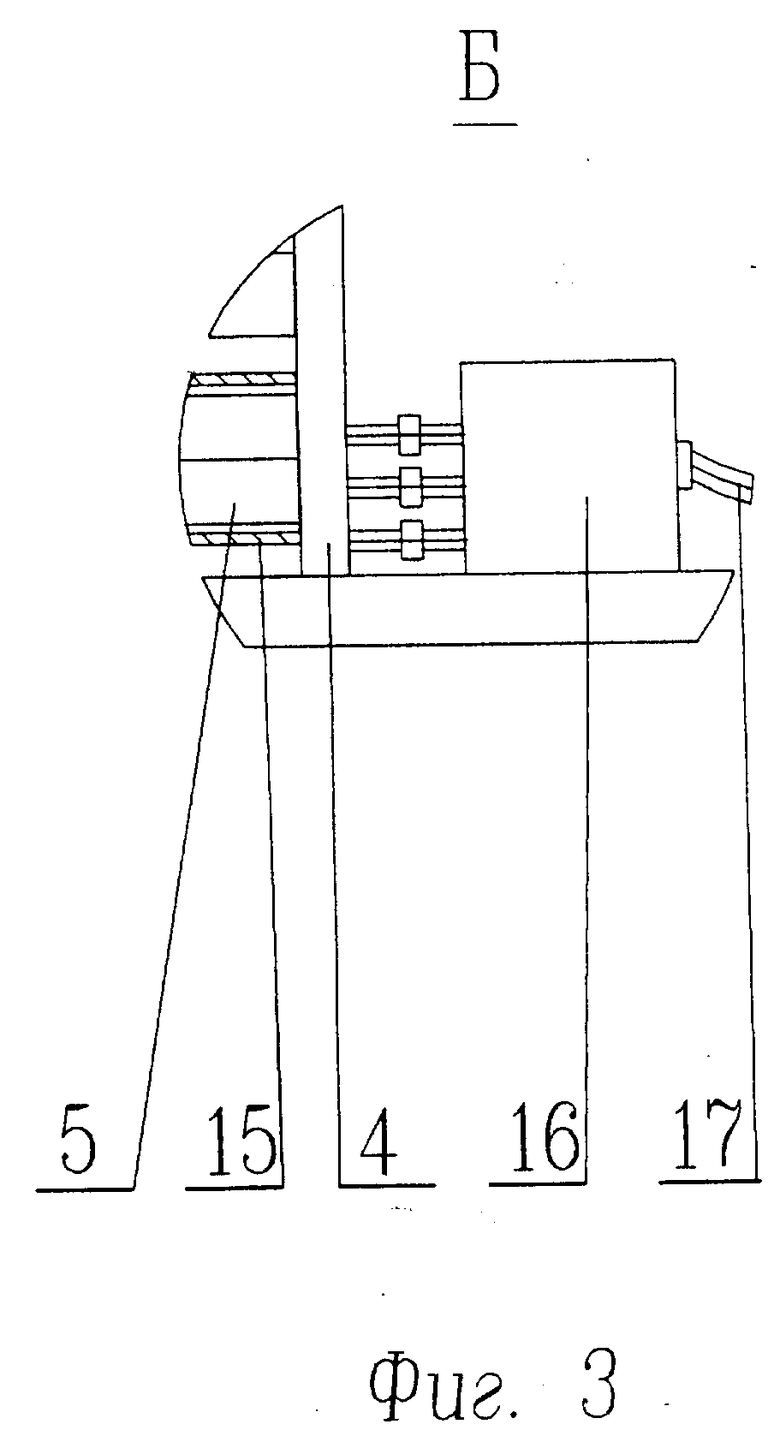
Установка выглядит следующим образом (фиг. 1, 2, 3). На платформе 1 в зажимы 2 устанавливается конец привариваемого трубопровода 3. В центральной части платформы расположен магазин 4 блоков генерации 5 технологического лазера. Источник питания и дополнительные системы лазера 6, а также электростанция 7 находятся на передвижном средстве 8. К торцам блоков генерации (фиг. 2) с выходным окном 9 крепятся фокусирующие устройства 10 с поворотными зеркалами 11 и жестко скрепленными с ними роликами 12, механизмами перемещения фокусирующей системы вдоль оси генерируемого излучения 13. На внешней стороне блоков генерации технологического лазера размещен механизм вращения блока генерации 14. На блоках генерации размещаются предназначенные для сварки трубы 15. Обеспечение блоков генерации необходимыми технологическими газами, охлаждающими жидкостями, электроэнергией, а также подача сигналов управления осуществляются с помощью либо стационарных кабелей, либо с помощью быстроразъемного соединения 16, соединяемого посредством кабеля 17 с источником питания и другими системами технологического лазера (фиг. 3). Комплекс имеет общую систему управления 18. Кроме того, комплекс снабжен узлом поджима привариваемой трубы к трубопроводу, а также приводом вращения (перемещения) магазина (не показаны). Система слежения оси сфокусированного излучения за свариваемым стыком включает помимо роликов 12 также крепящееся на внутренней поверхности привариваемой трубы быстросъемное фиксирующее кольцо 19.
Комплекс работает следующим образом.
Магазин 4 блоков генерации 5 с расположенными на них предназначенными для приварки трубами 15 подводит торец одной трубы к торцу укрепленного в зажимах 2 трубопровода 3. Центрирование блока генерации осуществляется с помощью расположенных на внешней стороне блоков генерации колес механизмами вращения блока генерации 14, которые находятся в соприкосновении с внутренней поверхностью привариваемой трубы и взаимоцентрированы с зажимами 2. Узел поджима трубы (не показан) поджимает трубу к концу трубопровода. При осуществлении взаимного центрирования трубопровода и привариваемой трубы с помощью быстроразъемного соединения 16 осуществляется при соединении необходимых для обеспечения работоспособности находящегося в рабочем положении блока генерации. Связь с источником питания и другими системами технологического лазера 6 осуществляется с помощью кабеля 17. Далее по команде системы управления 18 обеспечивается генерация лазерного излучения. Лазерный луч через входное окно 9 попадает на отражающее зеркало 11, отражаясь от которого, оно фокусируется в фокусирующем устройстве 10 и далее направляется непосредственно в зону сварки. Вращением блока генерации с фокусирующим устройством вместе с поворотным зеркалом с помощью вращения блока генерации 14 обеспечивается технологический процесс сварки кольцевого шва. При этом жестко скрепленный с фокусирующим устройством ролик 12 обкатывает быстросъемное фиксирующее кольцо 19, которое предварительно устанавливается так, что его боковая поверхность жестко выверена по отношению к торцу привариваемой трубы (расстояние X на фиг. 2). Одновременно с процессом сварки производится загрузка на освободившийся после предыдущего процесса сварки блок генерации следующей трубы. При этом на внутреннюю поверхность этой трубы устанавливают быстросъемное кольцо 19 с выверенными и жестко зафиксированным расстоянием X от его боковой поверхности до торца привариваемой трубы. Так как процесс сварки единичного кольцевого шва существенно ограничен во времени, то при использовании многоканальных волноводных лазеров с диффузионным охлаждением возможно использование упрощенной системы охлаждения блока генерации или вообще обойтись без нее, что ведет к упрощению конструкции комплекса, а также к дальнейшему уменьшению его габаритов. В то же время большая длина привариваемых труб позволяет сравнительно легко за несколько проходов разрядных трубок набрать для выполнения технологического процесса сварки необходимую мощность. При этом достаточно габаритные блоки генерации целиком будут расположены внутри предназначенных для приварки труб, т.е. внутри магазина, и тем самым делают комплекс более компактным (прежде всего в длину), что актуально в условиях указанной местности.
Все технологическое оборудование, кроме источника питания с дополнительными системами 6, электростанции 7, обеспечивающей электроснабжение комплекса, а также системы управления 18 располагается на единой платформе 1.
После приварки трубы к трубопроводу, а также загрузки новой трубы в магазин комплекс с помощью передвижного средства 8 перемещается вперед на длину трубы, механизм перемещения фокусирующей системы с поворотным зеркалом вдоль оси генерируемого излучения 13 перемещают фокусирующую систему ближе к выходному окну блока генерации на расстояние, обеспечивающее беспрепятственную работу магазина. После этого магазин подает в зону сварки следующий блок генерации с новой трубой. При этом автоматически или по команде системы управления комплексом происходит разъединение коммуникации с блоком генерации, только что осуществившим приварку трубы и подсоединение их к блоку генерации, который будет осуществлять приварку трубы следующим. Находящаяся посредством колес 14 в контакте с ним труба в этот момент стыкуется с трубопроводом (встраивается в технологическую цепь). Механизм 13 возвращает фокусирующую систему в исходное положение, и технологический цикл повторяется.
Конструкция магазина с расположенными в нем блоками генерации технологического лазера и находящимися с ними в контакте, предназначенными для сварки трубами может быть конструктивно различно исполнена с линейным расположением блоков генерации роторного типа с горизонтальной осью вращения (см. фиг. 1) и на задачи, решаемые изобретением, не влияет.
Если подсоединение блоков генерации технологического лазера осуществляется не с помощью быстроразъемного соединения, а стационарными кабелями, то механизм работы магазина блоков генерации будет следующим: сначала последовательно производится работа всех блоков генерации с первого до последнего, далее в реверсивном режиме - после работы последнего блока генерации, начинает работать предпоследний и т.д. до первого, после чего цикл работы повторяется.
Для более удобной установки новых труб в магазин блоков генерации, а также установки быстроразъемных фиксирующих колец в них возможно применение сменных магазинов. Работа комплекса при этом будет осуществляться последовательно заменой отработавших на комплексе магазинов новыми "заряженными", предназначенными для приварки трубами в стационарных условиях.
Таким образом, в предлагаемой конструкции комплекса расстояние транспортировки излучения от выходного окна блока генерации до места сварки делается минимально возможным, что минимизирует отрицательные влияния изменений свойств излучения, а также позволяет более точно направлять сфокусированное излучение на свариваемый стык. Этим самым исключаются дефекты сварного шва, повышаются качество сварки и надежность соединения.
Расположение одной из функциональных систем технологического лазера, а именно блока генерации внутри конструкции магазина, не изменяя его габаритов, а источника питания с дополнительными системами, электростанции, системы управления на передвижном средстве позволяет существенно повысить компактность всего комплекса, что существенно скажется на его маневренности.
Литература.
1. Оптическая система для лазерной сварки труб. В. 3. N 2143649, 29.06.83, Великобритания, заявитель Fairey Engineering LTD.
2. Авторское свидетельство СССР, 1158321, кл. B 23 K 11/04, заявитель Институт электросварки им. Е.О. Патона.
3. Установка для лазерной сварки трубопроводов. Патент РФ. 2074798, 16.08.94. Заявитель АО "ТехноЛазер".
4. ГОСТ 20295-85.
5. Абильсиитов Г. А. и др. Технологические лазеры,- М: Машиностроение, 1991.
6. Патент РФ 2062541 от 25.04.93 Мощный волноводный газовый лазер.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120366C1 |
| СВАРОЧНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ТРУБОПРОВОДА | 1994 |
|
RU2074799C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ СВАРКИ ТРУБОПРОВОДОВ | 1998 |
|
RU2165344C2 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1998 |
|
RU2136468C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОКЛАДКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 1998 |
|
RU2139780C1 |
| КОМПЛЕКС ДЛЯ ПРОКЛАДКИ ПОДВОДНЫХ ТРУБОПРОВОДОВ | 1998 |
|
RU2147354C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2113332C1 |
| СПОСОБ РАЗДЕЛКИ И ЗАМЕНЫ ТЕХНОЛОГИЧЕСКИХ КАНАЛОВ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ КАНАЛЬНОГО ТИПА | 1995 |
|
RU2098871C1 |
Изобретение может использоваться для прокладки трубопроводов различного назначения в полевых условиях (тундра, степь, пустыня и т.д.). На платформе комплекса расположен магазин блоков генерации 5 излучения технологического лазера. В непосредственной близости от их выходных окон 9 блоков генерации 5 крепятся отражающее зеркало 11 и фокусирующая система 10 с приводом перемещения вдоль оси излучения. Блоки генерации 5 находятся в контакте с предназначенными для приварки трубами посредством колес, закрепленных на внешних элементах блоков, и вращаются во время технологического процесса сварки. Такая конструкция комплекса позволяет максимально сократить длину транспортировки излучения от выходного окна блока генерации до места стыка и тем самым исключить дефекты сварного шва, что в свою очередь повышает надежность работы трубопровода при электростанции. Кроме того, размещение отдельных функциональных систем технологического лазера в магазине позволяет повысить компактность комплекса в целом, что актуально при работе в полевых условиях. 3 з.п. ф-лы, 3 ил.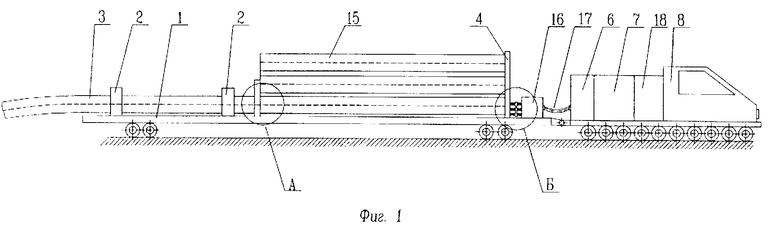
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| SU 1158321 А, 30.05.85 | |||
| МОЩНЫЙ ВОЛНОВОДНЫЙ ГАЗОВЫЙ ЛАЗЕР | 1993 |
|
RU2062541C1 |
| ТЕПЛОВОЙ АККУМУЛЯТОР | 1998 |
|
RU2143649C1 |
| Абильсиитов Г.А | |||
| и др | |||
| Технологические лазеры, т.1 | |||
| - М.: Машиностроение, 1991, с.407 - 408. | |||
