Изобретение относится к изделиям, режущим инструментам на основе борида группы IV B (титан, графний, цирконий) и способам уплотнения их структуры. В частности, оно относится у резцам на основе диборида титана и их применению для обработки металлов и сплавов группы IV B, особенно титана и его сплавов.
Еще в 1955 году признавалось, что обработка титана и его сплавов всегда будет представлять трудность вне зависимости от того, какие способы будут применяться для того, чтобы перевести этот металл в стружку (Siekmann, H.J. Tool Engng, Jan, 1955, Vol 34, Pages 78 - 82).
За последние примерно сорок лет технология промышленного резания металлов значительно продвинулась для большинства конструкционных материалов, Были разработаны и внедрены в практику керамические, металлокерамические резцы и резцы с керамическим покрытием, которые значительно повысили производительность труда при резании стали, чугуна и сплавов. Однако за этот же срок прогресс в области обработки титановых сплавов был незначителен. Коммерчески доступными материалами для резцов, применявшихся для большинства операций резания титана, оставались быстрорежущая инструментальная сталь и карбид вольфрама, цементированный примерно 6 мас.% кобальта, такой как цементированный карбид Kennametal К313. при попытках использовать инструмент из цементированного карбида с покрытием (например, Kennametal КС720 и КС730) для обработки титановых сплавов был достигнут лишь ограниченный успех. Применение инструмента из цементированного карбида без покрытия для обработки металлических материалов на основе титана существенно ограничило возможности повышения производительности, поскольку скорость резания для такого инструмента в большинстве случаев практического применения при обработке титановых сплавов ограничена 75,5 м/мин или менее (Dearnley et al. "Evaluation of Principal wear Mechanisms of Cemented Carbides and Ceramics used for Machining Titanium Alloy IM1318, " Materials Scincl and Technology, January 1986, Vol, 2 стр. 47-58; Dearnly et al., " Wear Mechanisms of Cemlnted Carbides and Ceramics used for Machining Titanium" High Tech Ceramics, ed.by.P. Vincenzini, Elsevier Sci.Publ.(1987) стр. 2699-2712; Metals Handbook, Ninth Edition, Vol. 16, "Machining, " (1989), Pages 844-857; Marchado et al., "Machining of Titanium and its Alloys-A Review, "Proc.Jnsth Mech. Engrs., Vol. 204 (1990) стр. 53-60; u "Kennametal Tools, Tooling Systems and Services for Global Metalworking Jndustry", Cataloque NO. A90-41(150) E1, (1991) стр. 274).
Kennametal, КС, К313, КС720 и КС730 - товарные знаки фирмы Kennametal Jnc, Латроуб, Пенсильвания на марки ее режущих инструментов.
Скорость резания при обработке титановых сплавов инструментом из цементированного карбида без покрытия можно увеличить до 150-300 м/мин, используя систему обработки с подачей охлаждающей жидкости под высоким давлением (например, патент США N 4621547). Такие системы дороги, их трудно интегрировать в существующее станочное оборудование и они требуют значительных трудозатрат на обслуживание. Поэтому их применение для работки титановых сплавов ограничено.
Таким образом, очевидно, что существует давняя неудовлетворенная потребность в создании улучшенного материала для режущего инструмента и улучшенных способов обработки металлических материалов на основе титана.
Изобретение относится к открытию нового материала для режущего инструмента для обработки металлических материалов на основе титана, который существенно повышает производительность при обработке титана и удовлетворяет давно существующую потребность, о которой говорилось выше. Заявитель обнаружил, что изобретение можно использовать для обработки титановых сплавов при скоростях резания металла вдвое или втрое выше по сравнению со скоростями, достигаемыми при использовании карбидных резцов без покрытия с проточным охлаждением, при этом срок службы резца остается приблизительно таким же. Это приводит к значительному сокращению трудозатрат на обработку данной детали из титанового сплава и значительно расширяет станочный парк, пригодный для такой обработки. Эти результаты достигаются с применением стандартных способов проточного охлаждения. Таким образом, изобретение имеет дополнительное преимущество, заключающееся в том, что оно не требует применения систем жидкостного охлаждения под высоким давлением для достижения высоких скоростей резания.
Согласно одному аспекту изобретения предлагается способ стружкообразующей обработки (например, точения) титанового сплава, при котором резание осуществляют со скоростью по меньшей мере в 120 м/мин и более предпочтительно в 150 м/мин, и срок службы резца составляет по меньшей мере три минуты при проточном охлаждении.
Согласно другому аспекту изобретения предлагается резец для стружкообразующей обработки металлических материалов группы IVB (Ti, Hf, Zr), который имеет переднюю поверхность, по которой во время обработки стекает стружка металлического материала группы IVB, заднюю поверхность и режущую кромку для врезания в эти материалы группы IVB с высокой скоростью (725 м/мин). Этот резец выполнен из композиции на основе борида группы IVB (т.е. по меньшей мере 60 мас.% боридов группы IVB ), которая предпочтительно является керамической композицией, содержащей фазу борида группы IVB и предпочтительно вторую фазу, предпочтительно образованную как остатки спекающей присадки и фазы боридов группы IVB.
Предпочтительно керамическая композиция содержит одну или более фаз из: борида NxnMyn, где Xn > Yn; Yn ≥ 0, n - целое число > 1; N - титан, гафний или цирконий по отдельности или в твердом растворе друг с другом, а M - может включать W, Co, Mo, Ta, Nb, Fe, Ni, Al и/или Cr, но предпочтительно W и/или Co. Предпочтительно фаза борида Nx1My1 включает диборид и более предпочтительно фазу Tix1By1B2 и наиболее предпочтительно кристаллическую структуру TiB2, как определяется рентгеновской дифракцией уплотненной керамики.
В предпочтительном варианте изобретения уплотненная керамическая композиция на основе борида группы IVB имеет микроструктуру, включающую фазу борида Nx1My1, как описано выше и вторую фазу, содержащую N и M (например, Nx2My2Z, где Z может быть бор, карбид бора, оксид бора, нитрид бора, карбонитрид бора, оксикарбонитрид бора, оксикарбид бора или оксинитрид бора). Предпочтительно присутствует и третья фаза, также содержащая N и M (например, Nx3My31Z). Предпочтительно отношение y2/x2 во второй фазе больше, чем отношение y3/x3 в третьей фазе, которое в свою очередь больше отношения y1/x1 в первой фазе. M может быть любым элементом из перечисленных в отношении первой фазы борида, но предпочтительно включает вольфрам и/или кобальт. Предпочтительно вторая и третья фаза образуют матрицу, в которую внедрена фаза борида Nx1My1. Во многих случаях вторая фаза присутствует в виде гало вокруг боридной фазы Nx1My1, а третья фаза расположена вне второй фазы.
В микроструктуре по изобретению помимо трех уже описанных можно обнаружить незначительные фазы CoW2B2, CoWB5, WB, W2B, W3CoB, TiB и Ti3B4.
Следует понимать, что указанные выше фазы могут содержать также незначительные количества кислорода, углерода, азота и других элементов из спекающих агентов, уплотняющих агентов, агентов, обеспечивающих мелкозернистость и загрязнения.
Вышеописанная уплотнительная керамика помимо использования для резцов для высокоскоростной обработки реактивных материалов (например, Ti, Hf, Zr) и их сплавов может использоваться для резания других материалов (например, алюминия и алюминиевых сплавов, закаленные стали и закаленные чугуны) и, кроме того, может использоваться и для применений, не связанных с резанием. К таким применениям, не связанным с резанием, относятся изделия для манипулирования или контакта с жидкими металлами, например алюминием, (например, суда, электроды), а также штампы и пресс-формы для обработки листового металла давлением для изготовления, например, банок.
Согласно другому аспекту изобретения предлагается способ изготовления вышеописанных изделий на основе диборида титана. Этот способ содержит шаги, при которых к порошку TiB2 добавляют эффективное количество Co и WC для существенного уплотнения (т.е. по меньшей мере до 97% от теоретической плотности) материала во время спекания.
Было обнаружено, что когда к предлагаемой композиции совместно добавляют эффективные количества Co и WC, они обеспечивают в комбинации улучшенное уплотнение композиции и мелкозернистость уплотненного материала. Предпочтительно сумма WC + Co составляет по меньшей мере 2,5 мас.% и более предпочтительно по меньшей мере 3 мас.%, если материал должен подвергаться уплотнению горячим прессованием по одной оси. Если материал подвергается холодному прессованию, после которого следует спекание, предпочтительно сумма Co + WC должна составлять по меньшей мере 3 мас.% и, более предпочтительно 3,5 мас.% для обеспечения адекватного уплотнения (т.е. по меньшей мере до 97% от теоретической плотности) при температурах около 2200oC или ниже. По мере того как содержание WC + Co по изобретению значительно превысит 12 мас.%, повышается также скорость износа при обработке титановых сплавов. Поэтому предпочтительно сводить к минимуму содержание WC + Co, чтобы повысить износостойкость. Предпочтительно содержание WC + Co должно быть менее приблизительно 12 мас.% и более предпочтительно менее 10 мас.%.
Согласно одному предпочтительному варианту изобретения к порошку TiB2 (или, альтернативно, ZrB2, HfB2 или их твердым раствором друг с другом или в YiB2) добавляют приблизительно от 3,0 до 10 мас.% WC + Co и перемешивают для образования смеси. Для дополнительного контроля роста зерен можно также предпочтительно добавить от 0,25 до 2,0 об.% BN. После этого порошковую смесь прессуют, предпочтительно при комнатной температуре, для образования пластинки. После этого пластинку спекают при давлении 21,11 кг/см2 для получения изделия полной плотности (т.е. по меньшей мере 97% плотности), предпочтительно со средней зернистостью 8 мкм или менее и более предпочтительно 6 мкм или менее и наиболее предпочтительно 4 мкм или менее.
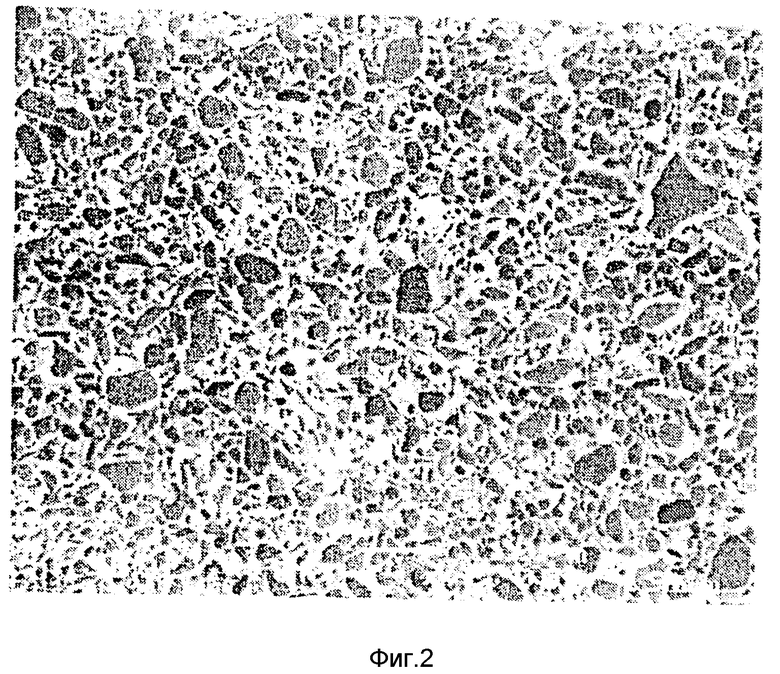
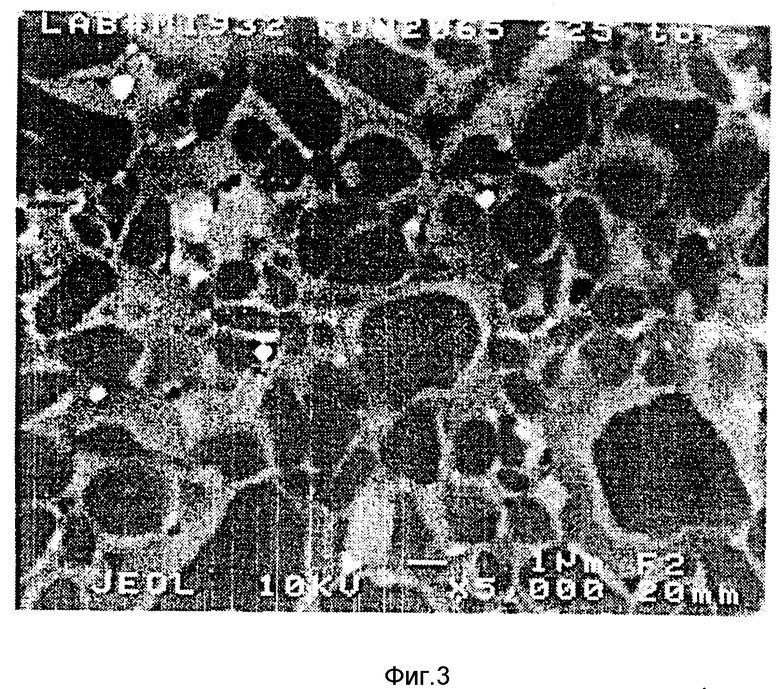
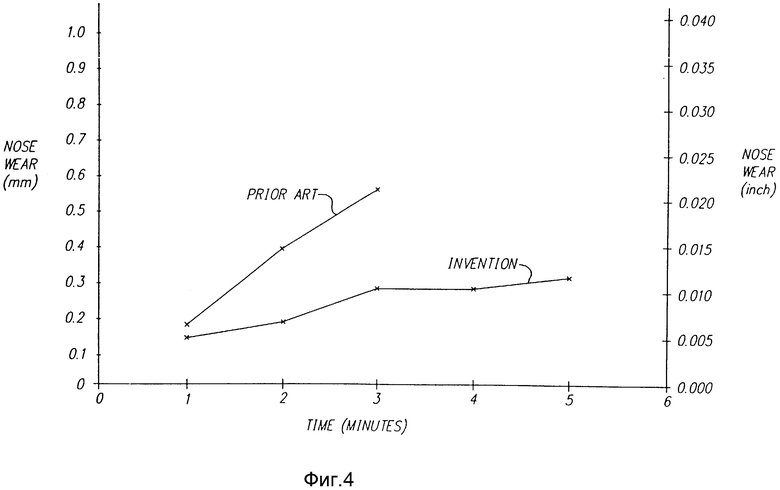
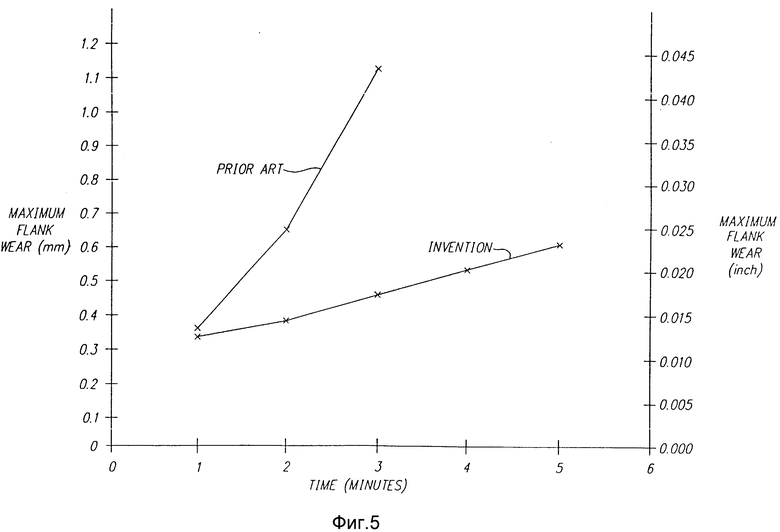
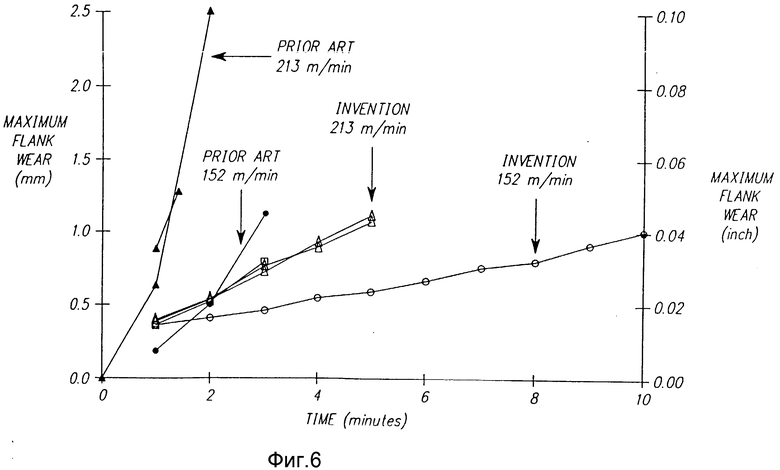
На фиг. 1 представлен режущий инструмент; на фиг. 2 - микроструктура изобретения, полученная с помощью получения изображения способом сканирующей электронной микроскопии с обратным рассеиванием; на фиг. 3 - микроструктура изобретения с пятикратным увеличением относительно фиг.2; на фиг. 4 - график износа вершины в зависимости от времени резания для изобретения и для прототипа-резца из цементированного карбида без покрытия при точении титанового сплава Ti-6Al-4V; на фиг. 5 - график максимального износа задней поверхности в зависимости от времени резания при точении сплава Ti-6Al-4V для изобретения и для прототипа; на фиг. 6 - график максимального износа задней поверхности в зависимости от времени резания при обработке сплава Ti-6Al-4V изобретением и прототипом при скоростях 152 и 213 м/мин.
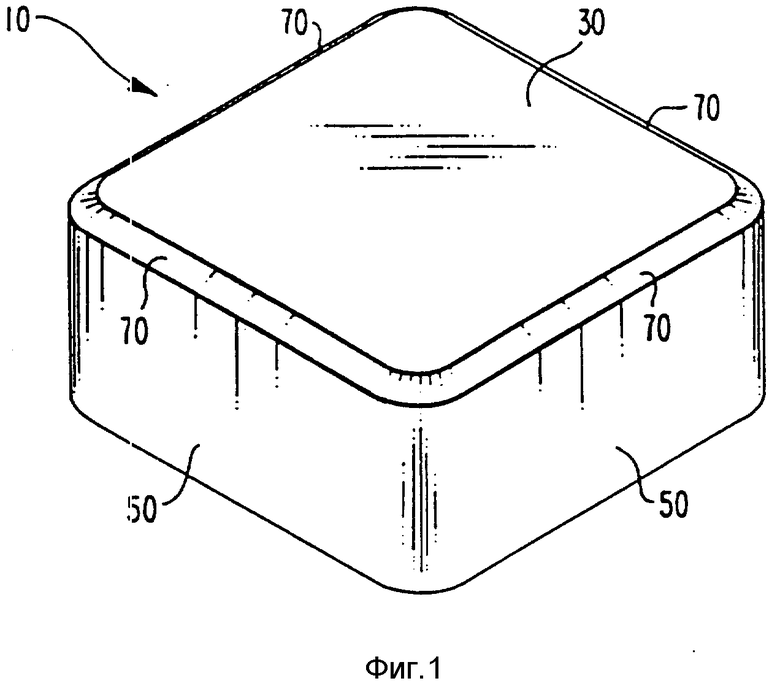
Предпочтительный вариант изделия по изобретению показан на фиг. 1. Хотя изобретение может применяться в различных областях деятельности, изобретатели нашли его особенно полезным в качестве режущего инструмента.
На фиг. 1 показан вариант поворотной неперетачиваемой режущей пластины 10, состоящей из керамического материала, созданного изобретателями. Изобретение особенно полезно при высокоскоростной (более 120 об/мин) стружкообразующей обработке (например, точении, фрезеровании, строгании, резьбонарезании, сверлении, растачивании и распиловке) металлических материалов группы IVB (например, циркония и его сплавов, титана и его сплавов и гафния и его сплавов). Изобретатели установили, что изобретение особенно полезно при высокоскоростной обработке титановых сплавов. Для наибольшей полезности изобретения при обработке этих материалов скорость резания должна составлять по меньшей мере 150 м/мин и предпочтительно 300 м/мин или менее. Предпочтительная подача для обработки титановых сплавов составляет от 0,05 до 0,38 мм/об и более предпочтительно от 0,05 до 0,25 мм/об. Предпочтительная глубина резания для титановых сплавов составляет от 0,254 до 5,08 мм и более предпочтительно от 0,254 до 1,27 мм.
Пластина 10 имеет переднюю поверхность 30, на которой образуется стружка во время указанного скоростного резания металлического материала группы IVB. С передней поверхностью 30 смыкается по меньшей мере одна задняя поверхность 50. На по меньшей мере одном пересечении передней 30 и задней 50 поверхностей выполнена режущая кромка 70 для врезания в металлический материал группы IVB.
Режущая кромка 70 может быть острой, отхонингованной, с фаской или с фаской и отхонингованной, предпочтительно выполнять ее с фаской, как показано на фиг.1.
Предпочтительно пластина 10 имеет срок службы по меньшей мере 3 мин и более предпочтительно 5 мин при скоростном резании (например, точении) титанового сплава. Кроме того, резец по изобретению имеет максимальную скорость износа задней поверхности, предпочтительно не превышающую половины или более предпочтительно одной трети скорости износа задней поверхности пластинки из цементированного карбида без покрытия при обработке (например, точении) титанового сплава при тех же условиях скоростного резания, включая проточное охлаждение.
Пластина, показанная на фиг. 1, предпочтительно выполнена из керамического материала на основе TiB2 по изобретению. На фиг. 2 и 3 показаны типичные микроструктуры предпочтительного варианта. (пример 1, табл.1) изобретения при двух разных коэффициентах увеличения. Из фиг. 2 видно, что структура зерен является по существу мелкой и однородной, и средний размер зерен оценивается в 4 мкм. На фиг. 3 наиболее ясно показано, что структура зерен типично характеризуется темной центральной фазой, которая может предпочтительно состоять из TiB2 или Tix1My1B2, где M может предпочтительно включать W и/или Co, а y ≥ 0. Представляется, что первая фаза внедрена в связующее, состоящее из второй и, возможно, третьей фазы. Во многих случаях рядом с центральным зерном, и окружая его, расположена светло-серая вторая фаза, которая, как представляется, состоит из фазы Tix21My21Z, где x2 > y2 и y2 > 0, y2/x2 > y1/x1, а M предпочтительно содержит W и Co. Вокруг многих из этих фаз расположена третья фаза, имеющая оттенок серого, промежуточный между цветом центрального участка и второй фазы. Представляется, что эта третья фаза состоит из фазы Tix3My3Z, где M предпочтительно содержит W и Co, а x3 > y3 и y3 > 0, y3/x3 > y1/x1 (т.е. вторая фаза имеет большую концентрацию вольфрама, чем связующее третьей фазы). Концентрация титана, однако, является наивысшей в центральном участке зерна. Рентгенодифракционный анализ также показал, что основная присутствующая фаза (фазы) имеет кристаллическую структуру типа TiB2, однако из-за недостаточной чувствительности рентгенодифракционного анализа к малым уровням фаз и незначительным уровням твердых растворов, используя только один этот вид анализа, неясно, какие именно могут присутствовать малые фазы или твердые растворы.
Из одного только рентгенодифракционного анализа неясно также, какие именно фазы образуют упомянутые выше вторую и третью фазы. Однако поскольку на микрофотографии видны значительные количества второй и третьей фаз, представляется, что их отсутствие в результатах проведенного рентгенодифракционного анализа объясняется, если предположить, что эти фазы также представляют собой фазу TixnMynB2 (т.е. Z = B2), содержащую незначительные количества W и/или Co в твердом растворе (например, Tix2My2B2 и Tix3Wy3B2). В этом случае их отсутствие в результатах рентгенодифракционного анализа можно объяснить почти идентичными постоянными решетки, которые они имеют с TiB2, т.е. пики TiB2 по существу идентичны пиками второй и третьей фаз.
Считается, что фазы, образующие гало вокруг первой и фазы (фиг.3), являются диборидами, однако, несмотря на это они могут содержать незначительные количества борокарбида, боронитрида, борооксида, борокарбонитрида, боронитрида, борооксинитрида или борооксикарбонитрида, но это не подтверждено. Определенно известно, однако, что внутреннее гало, или вторая фаза, имеет большую концентрацию вольфрама, чем внешнее гало, или третья фаза и все три фазы в качестве основного присутствующего металлического элемента содержат титан.
Помимо фазы TiB2, наблюдавшейся при рентгенодифракционном анализе, иногда наблюдались и незначительные количества других фаз, к которым относятся CoW2B2, CoWB5, WB, W2B, W3CoB, TiB Ti3B4. Считается, что белая фаза, видимая на фиг.3, является одной из фаз, богатых титаном, перечисленных выше. Представляется, что черные точки, видимые на фиг. 3, являются порами.
В качестве альтернативы подобная композиция может быть основана на ZrB2 или HfB2, или их смесей и твердых растворов друг в друге и в TiB2. Эти композиции менее предпочтительны, чем вышеописанная композиция на основе TiB2, из-за их более высокой стоимости. Таким образом, в целом можно указать, что изобретение относится к уплотненной композиции, содержащей первую фазу диборида металла, имеющую металл, выбранный из группы титан, гафний и цирконий отдельно или в комбинации друг с другом и, факультативно, в комбинации с W и/или Co, и, предпочтительно, вторую фазу диборида металла, имеющую металл, содержащий W и/или Co в комбинации с Ti, Hf и/или Zr, в материале W можно полностью или частично заменить на Mo, Nb, Ta, а железо и/или никель могут частично или полностью заменить в материале Co. Кроме того, кобальт в материале можно частично заменить на W, Mo, Al или Cr.
Уплотнение по изобретению может быть достигнуто либо горячим прессованием смеси соответствующих порошков, либо холодным прессованием смеси порошков для формирования прессовки с последующим спеканием и горячим изостатическим прессованием.
Эти процессы будут проиллюстрированы ниже со ссылками на композиции на основе TiB2, однако следует понимать, что описанные способы в соответствии с изобретением применимы и к композициям на основе ZrB2 и HfB2 и их смесей и твердых растворов друг в друге и/или в TiB2.
В соответствии с изобретением готовят смесь порошков, содержащую по меньшей мере 60 мас.%, более предпочтительно по меньшей мере 75 мас.%, еще более предпочтительно по меньшей мере 85 мас.% и наиболее предпочтительно по меньшей мере 90 мас.% TiB2.
Для достижения высокой износостойкости при обработке титановых сплавов предпочтительно, чтобы используемый уровень TiB2 был в максимальной степени соразмерен способности композиции к уплотнению либо горячим прессованием, либо технологической цепочкой холодное прессование - спекание - горячее изостатическое прессование. Заявитель установил, что TiB2 имеет прекрасную сопротивляемость реактивности титана при обработке титановых сплавов и обладает хорошей теплопроводностью по сравнению с другими керамическими композициями, однако он очень плохо поддается уплотнению с сохранением мелкозернистости.
Заявители к своему удивлению обнаружили, что керамика на основе TiB2 легко может быть уплотнена, если в порошковую смесь TiB2 добавить WC и Co. WC и Co можно добавлять (1) непосредственно в виде порошков WC (или W и C) и Co; или (2) при истирании цементированных жерновов из WC-Co> при помоле порошка TiB2; (3) в виде порошка цементированного WC-Co или (4) комбинацией способов (1), (2) и/или (3). Для обеспечения уплотнения при 2000oC или менее при горячем прессовании к порошку TiB2 следует добавить по меньшей мере 2,5 мас.% совместно WC + Co. Если уплотнение достигается холодным прессованием - спеканием - горячим изостатическим прессованием, предпочтительно добавлять по меньшей мере 3,0 мас.% совместно WC + Co.
Изобретатели установили, что отношение W/Co, выраженное в массовых процентах, может составлять от приблизительно 9 : 1 до приблизительно 20 : 1, хотя это отношение и не оптимизировано. Было обнаружено, что добавка в комбинации WC и Co в указанных минимальных количествах значительно облегчает уплотнение без неблагоприятного влияния на размер зерен полученного материала. Считается, что этот эффект вызван эвтектическим сплавом с низкой точкой плавления, который образуют Wc и Co в процессе спекания. Таким образом, предполагается, что низкие отношения W/Co, вплоть до 1 : 20, также могут быть полезны и могут позволить еще больше снизить температуры спекания или горячего прессования, необходимые для существенного уплотнения. Общее количество WC + Co в добавке предпочтительно должно быть мене 12 мас.% и более предпочтительно менее 10 мас.%, поскольку увеличение содержания WC + Co повышает наблюдаемую скорость износа при скоростном резании титановых сплавов.
Изобретатели также установили, что размером зерен уплотненного изделия можно дополнительно управлять путем введения в порошковую смесь эффективного количества ингибитора роста зерен. Изобретатели, таким образом, предпочитают добавлять к смеси порошок BN в предпочтительном количестве 0,25 до 1,0 об.% относительно порошковой смеси.
Для улучшения различных свойств материала под различные применения к порошковой смеси можно добавлять ограниченные количества (не превышающие в совокупности 35 об.%) других элементов и/или соединений. К таким добавкам относятся (1) TiC, ZrC, B2C, TaC, Mo2C для повышения износостойкости; (2) TiN, TiC для облегчения уплотнения. Для повышения износостойкости TiB2 можно также заменить на борид гафния и/или диборид циркония, при этом общее содержание HfB2 и ZrB2 также не должно превышать 35 об.%. Предусматривается, что часть кобальтовой присадки можно частично заменить на W, Fe, Mo, Ni, Al и Cr или дополнить небольшими количествами этих элементов, а также полностью заменить кобальт на Fe и/или Ni.
Прочность на излом можно также повысить, используя исходные порошки, имеющие удлиненную или нитевидную морфологию. Например, часть исходного порошка TiB2 можно заменить на нитевидные кристаллы TiB2 или можно добавить SiC, B4C, NiC, ZrC, TaC или Mo2C в виде удлиненных частиц или нитевидных кристаллов.
Вышеуказанные порошки предпочтительно смешиваются в течение времени, достаточного для введения желаемого количества Wc и Co из жерновов, выполненных из цементированного карбида WC-Co
Предпочтительно таким способом в смесь вводится 2,5 мас.% WC + Co.
После этого порошковую смесь уплотняют. Если она уплотняется одноосевым горячим прессованием, тогда температуры и давления горячего прессования составляют приблизительно 1800 - 2000oC и 70 - 350 кг/см2 и более предпочтительно 70 - 140 кг/см2. Желательно свести к минимуму температуру горячего прессования для минимизации роста зерен. Для того чтобы добиться максимального уплотнения при горячем прессовании, давление следует поддерживать достаточно низким при повышении температуры, чтобы газы, генерируемые при нагреве, могли выйти. После выхода этих газов можно приложить полное давление горячего прессования.
Альтернативно, порошковую смесь можно также уплотнять холодным сжатием для образования неспеченной прессовки, после чего следует спекание, предпочтительно при 1800 - 2000oC, после которого предпочтительно применяют изостатическое прессование при 1700 - 2100oC и давлении до 2100 кг/см2, применяя аргон, гелий или иной инертный газ, кроме азота. Такая технологическая цепочка более предпочтительна, чем горячее прессование, если для данной композиции можно добиться эквивалентных степеней уплотнения и зернистости, поскольку исключаются операции резания и шлифования горячепрессованных керамических заготовок, что снижает себестоимость изделий.
Изобретатели полагают, что для достижения наилучших показателей при резании металла важнейшую роль играет размер зерен в уплотненном изделии, и поэтому предпочитают средний размер зерен в 8 мкм и менее, более предпочтительно 6 мкм и менее и наиболее предпочтительно 4 мкм и менее. Изобретатели полагают, что мелкозернистость важна потому, что TiB2 обладает очень высоким модулем упругости E и анизотропным коэффициентом теплового расширения α , которые стремятся понизить сопротивляемость керамики с большим размером зерен TiB2 тепловому удару. Однако изобретатели полагают, что они свели к минимуму неблагоприятное влияние этих свойств, сохраняя размер зерен, имеющих по существу случайную ориентацию на указанном выше уровне.
Полученные в соответствии с изобретением изделия имеют твердость при комнатной температуре по Роквелу A приблизительно 94,3 - 96,5 ед., более предпочтительно 94,7 - 96,0 ед. и наиболее предпочтительно 95,0 - 96,0 ед. Их плотность составляет предпочтительно 97% и более предпочтительно по меньшей мере 98% от теоретической расчетной плотности. Прочность на излом Kic(Evans Se Charles) этих изделий измерить трудно, но по оценке (используя нагрузки от 300 до 500 г) по методу Палмквиста измерения прочности на излом с помощью насечек она составляет от 3,5 до 4,5 MPam1/2. Несмотря на такую низкую механическую прочность на излом, изделия по изобретению оказалось на удивление прочными при точении титановых сплавов, как описано в нижеприводимых примерах. Эти примеры приводятся для дополнительной иллюстрации значительных преимуществ изобретения при скоростном резании титановых сплавов.
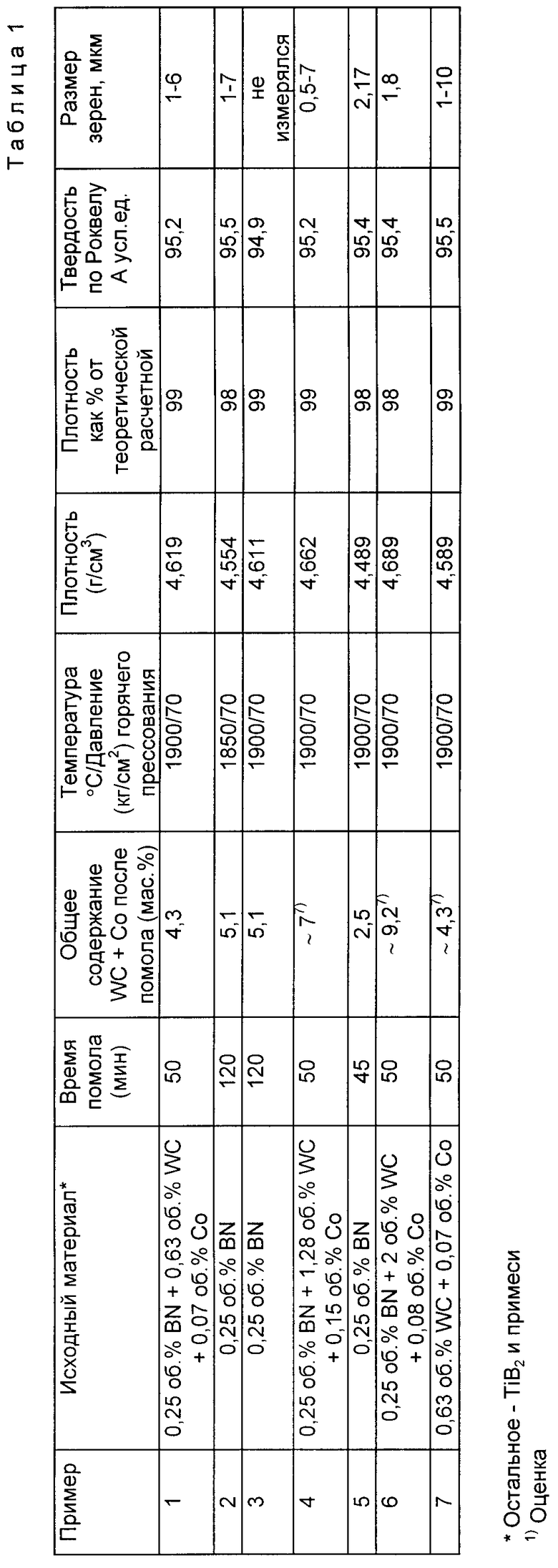
В соответствии с изобретением изделия были изготовлены из композиции, приведенных в табл. 1.
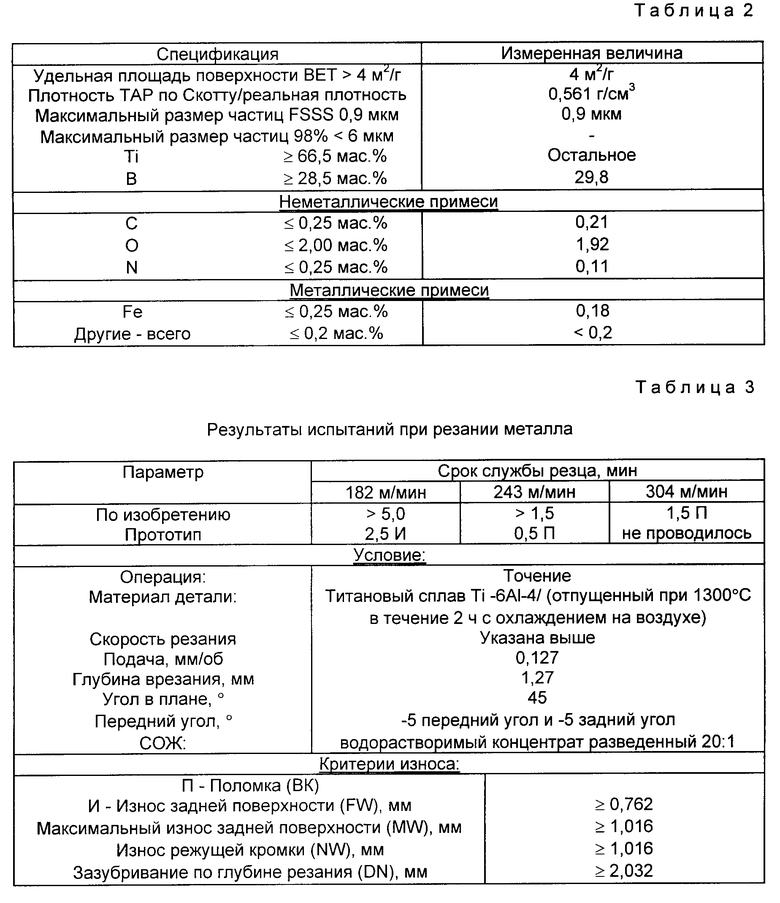
В качестве исходного порошка использовался диборид титана марки F, полученный у фирмы Hermann C. Starek Berlin Gmb H κ Co. RG P. O. B. 1229, B-7887 Лауфенбурн/Баден, Германия. Этот порошок состоит из дробленых и молотых частиц неравномерной формы с шестигранной кристаллической структурой. Спецификация и пример реальных свойств порошка TiB2 этой марки приведены в табл. 2.
Исходный порошок нитрида бора марки HCP был получен от Union Carbide.
Порошок WC имел следующие характеристики.
Содержание компонентов мас.%:
Углерода всего - 6,11
Свободного углерода - 0,01
O2 - 0,17
Ni - 0,01
Cr - 0,01
Ta - 0,12
Ca - 0,21
Fe - 0,02
Удельная площадь поверхности BET 1,36 м2/г.
Кобальтовый порошок имел очень тонкий помол.
Эти порошки подвергались совместному помолу в отношениях приведенных в табл. 1 для получения порций по 100 г. Мокрый помол осуществлялся в шаровой мельнице с покрытием из полиуретана с изопропанолом и циклоидами из цементированного карбида WC-Co весом примерно по 3900 г в течение времени, указанного в табл. 1. Эти циклоиды из цементированного карбида имели номинальное содержание приблизительно 5,7 мас.% Co и 1,9 мас.% Ta и номинальную твердость по Роквелу (A) приблизительно 92,7 и номинальную магнитную насыщенность приблизительно 92%.
Наш опыт помола этих порошков в описанных условиях показал, что при времени помола 45 - 50 мин из-за истирания циклоидов из цементированного карбида WC - Co при помоле в смесь попадает приблизительно 2,7 мас.% WC + Co, а при 120 мин - приблизительно 4,1 -5,8 мас.% WC + Co.
После помола порошковые смеси высушивались, просеивались и подвергались одноосевому горячему прессованию в условиях, показанных в табл. 1 в атмосфере аргона. При нагреве давление не прилагалось. Давление прессования прилагалось при достижении температуре горячего прессования и удерживалось типично в течение одного часа. Полученные изделия имели по существу полную плотность и имели плотность, твердость и размер зерен, показанные в табл. 1. Заготовки, выполненные по примеру 1, разрезались и шлифовались для получения поворотных режущих пластин типа SNGN - 453T (0,05 мм • 0,1 мм • фаска 200) (фиг. 1).
Эти пластинки испытывались при резании металла, как показано в табл. 3, в сравнении с прототипом - пластинками К313 с острыми кромками из цементированного карбида типа SNGN - 433. Испытания проводились при проточном охлаждении на скоростях 182, 243 и 304 м/мин с подачей 0,127 мм/об и глубиной врезания 1,27 мм, как описано в табл. 3. Режущие пластины, выполненные из материала по изобретению, имели срок службы, более чем вдвое превышающий срок службы. Было обнаружено, что основным механизмом износа передней и задней поверхности была химическая реакция между деталью из титанового сплава и материалом резца. Однако изобретение имеет значение более низкую скорость износа, чем резец по прототипу, как показано графиками износа острия и максимального износа задней поверхности на фиг. 4 и 5 соответственно, которые основаны на результатах испытания при 182 м/мин, приведенного в табл. 3.
В таких операциях резания можно применять такую водорастворимую СОЖ, как Cimtech 50. Cimtech 500 - это синтетический концентрат для резания и штампования черных металлов. Он производится фирмой Cincinnati Malacron Marketing Co. , Цинциннати, Огайо. Обычно для применения на станках он разводится водой с отношением воды к концентрату от 30:1 до 20:1.
Далее было установлено, что невысокая прочность на излом, упомянутая выше, не оказывает неблагоприятного влияния на способность материала точить вышеуказанный титановый сплав. Кроме того, было обнаружено, что применение проточного охлаждения не приводит к поломкам резца по изобретению из-за теплового удара. Эти результаты демонстрируют, что инструмент имеет по меньшей мере вдвое больший срок службы режущей кромки по сравнению с прототипом из цементированного карбида при скоростях резания, значительно превышающих рекомендованные (т.е. < 75 м/мин) для карбида без покрытия.
Несмотря на то что при низких скоростях (т.е. < 75 м/мин) цементированные карбиды могут достигать срока службы, сравнимого со сроком службы инструмента по изобретению, такие низкие скорости значительно снижают скорость удаления металла, что важно при определении стоимости обработки и доступности станка.
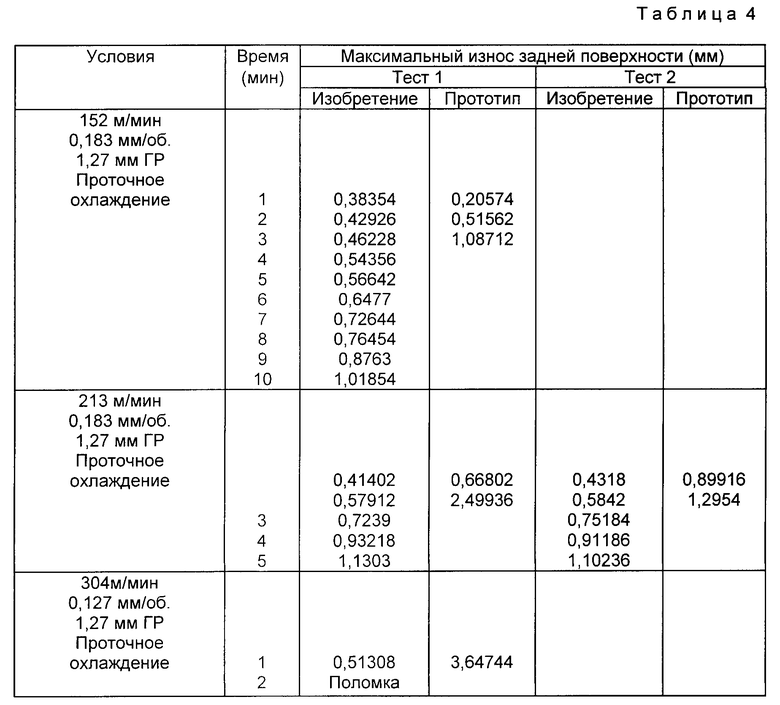
В другом примере композиция, использованная в примере 1, смешивалась в соответствии с примером 1. После помола порошок высушивался, смешивался со смазывающим летучим связующим (например, канифолью/полиэтиленгликолем) и подвергался одноосевому холодному прессованию для формирования режущих пластинок. Неспеченные пластины нагревались в вакууме до температуры приблизительно 460oC для удаления смазки и летучего связующего. Затем нагрев продолжался в атмосфере аргона при атмосферном давлении до температуры спекания приблизительно в 2000oC, которая поддерживалась в течение 60 мин, и затем пластины охлаждались до комнатной температуры. Затем спеченные пластины подвергались горячему изостатическому прессованию при 1850oC в течение 60 мин при 1055,55 кг/см2 в атмосфере аргона. Спекание и горячее изостатическое прессование выполнялись путем помещения пластин на подушку из порошка нитрида бора. После этого пластины шлифовались до номинального размера. Таким образом, были получены пластины типа RNGN -45T (0,05 мм х 0,1 мм х фаска 20o). Эти пластины испытывались в сравнении с прототипом - пластинами К313 типа RNGN -45 из цементированного карбида с острой режущей кромкой для точения титанового сплава Ti -6Al-4V. Условия и результаты испытаний приведены в табл. 4 и на фиг. 6 и кратко изложены ниже.
Единственный тест проводился при скорости 152 м/мин для сравнения пластин по изобретению с пластинами прототипа К313 из цементированного карбида. На фиг. 6 показан график максимального износа задней поверхности. Отмечалось, что скорость износа для пластин по изобретению по существу равномерна до конца срока службы, составляющего 10 мин (при максимальном износе задней поверхности в 1,016 мм). Скорость резания в 152 м/мин слишком высока для прототипа, поэтому срок его службы составил менее трех минут из-за износа задней поверхности, превышающей 1,016 мм.
Два теста были проведены на скорости 213 м/мин (табл. 4 и фиг.6). Было обнаружено, что в этих условиях холоднопрессование - спеченные пластины  имели равную или лучшую скорость износа по сравнению с пластинами, подвергающимися горячему прессованию (□) (горячепрессованная пластина RNGN -43Т досрочно отказывала в результате поломки, поскольку она была слишком тонкая для таких условий). При скорости резания 213 м/мин пластины по изобретению сохраняют равномерную скорость износа, которая существенно ниже, чем у прототипа. Скорость в 213 м/мин также очевидно значительно превышает полезный диапазон для испытанных карбидов без покрытия, которые испытывали чрезвычайный локализованный износ менее, чем за две минуты.
имели равную или лучшую скорость износа по сравнению с пластинами, подвергающимися горячему прессованию (□) (горячепрессованная пластина RNGN -43Т досрочно отказывала в результате поломки, поскольку она была слишком тонкая для таких условий). При скорости резания 213 м/мин пластины по изобретению сохраняют равномерную скорость износа, которая существенно ниже, чем у прототипа. Скорость в 213 м/мин также очевидно значительно превышает полезный диапазон для испытанных карбидов без покрытия, которые испытывали чрезвычайный локализованный износ менее, чем за две минуты.
В попытке определить верхний предел скорости резания для изобретения был проведен тест при скорости в 304,8 м/мин (табл. 4). Пластина отказала через две минуты из-за поломки. Пластина из цементированного карбида по прототипу испытывала чрезмерный локализованный износ и выкрашивание передней и задней поверхностей менее, чем за одну минуту.
На основе вышеприведенных примеров ясно, что режущие пластины, подвергшиеся холодному прессованию, спеканию и горячему прессованию по изобретению имеют такие же возможности по обработке материалов на основе титана, как и горячепрессованные пластины по изобретению. Изобретение позволяет работать на скоростях резания, значительно превышающих полезные диапазоны скоростей для цементированного карбида без покрытия. Далее было установлено, что изобретение может противостоять более глубоким царапинам при износе без увеличения скорости износа по сравнению с типичными резцами из цементированного карбида.
Изобретатели полагают, что свойства резания металлов изобретения могут быть дополнительно улучшены, продлевая срок службы режущей кромки и/или увеличивая скорость резания, за счет специального покрытия на передней поверхности, задней поверхности и режущей кромки. Покрытие может наноситься известными методами PVD или CVD, которые применяются в настоящее время для нанесения покрытий на режущий инструмент. Такое одно или многослойное покрытие предпочтительно состоит из следующих преломляющих материалов: окись алюминия и бориды, карбиды, нитриды и карбонитриды циркония, гафния и титана, их твердых растворов друг в друге и их сплавов. Далее предлагается использовать такое преломляющее покрытие для повышения уровней упрочняющих присадок или WC + Co для улучшения спекаемости композиции по изобретению, одновременно сводя к минимуму неблагоприятное влияние такого увеличения на скорость износа при обработке титановых сплавов.
Режущие пластинки по изобретению можно снабжать также стружколомами, которые вышлифовываются или формируются штампованием. Примеры стружколомов, которые можно использовать в пластинках по изобретению, описаны в патенте США N 5141367. Стружка титановых сплавов известна тем, что ее трудно дробить. Это может быть вызвано, в частности, низкими скоростями резания, применяемыми для пластин из цементированного карбида без покрытия, которые используются для обработки титановых сплавов. Мы полагаем, что более высокие скорости резания, достигаемые с помощью изобретения, в комбинации со стружколомами, могут привести к улучшенному управлению сходом стружки при точении титановых сплавов.
Тексты всех упомянутых патентов и других источников целиком включены в предлагаемое описание путем отсылки.
Специалистам будут очевидны другие варианты изобретения, выведенные из приведенного описания или практики его применения. Описание и примеры являются лишь иллюстративными, тогда как истинный объем и дух изобретения определяется по прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 1991 |
|
RU2071869C1 |
| РЕЖУЩАЯ ВСТАВКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ, РЕЖУЩИЙ ИНСТРУМЕНТ, ПОКРЫТИЕ, ПО МЕНЬШЕЙ МЕРЕ, ЧАСТИ ПОДЛОЖКИ, СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2195395C2 |
| ИЗДЕЛИЯ ИЗ КОМПОЗИТНОГО КЕРМЕТА | 1995 |
|
RU2135328C1 |
| КОМПОЗИТНЫЕ ВРАЩАЮЩИЕСЯ РЕЖУЩИЕ ИНСТРУМЕНТЫ ИЗ ЦЕМЕНТИРОВАННОГО КАРБИДА И ЗАГОТОВКИ ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2536015C2 |
| КЕРАМИЧЕСКИЕ ИНСТРУМЕНТЫ ИЗ AlO СО СЛОЕМ, УСИЛЕННЫМ ДИФФУЗИОННЫМ СВЯЗЫВАНИЕМ | 2005 |
|
RU2392350C2 |
| ТВЕРДОСПЛАВНАЯ РЕЖУЩАЯ ВСТАВКА | 2008 |
|
RU2465098C2 |
| КЕРАМИКА НА ОСНОВЕ НИТРИДА КРЕМНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ ИЗ НЕЕ | 1993 |
|
RU2110369C1 |
| КЕРМЕТ, СОДЕРЖАЩИЙ СВЯЗУЮЩЕЕ С ПОВЫШЕННОЙ ПЛАСТИЧНОСТЬЮ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2212464C2 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ КАРБИДА БОРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2396232C1 |
| КОМПОЗИЦИОННЫЕ ИЗДЕЛИЯ | 2008 |
|
RU2467085C2 |
Предлагается уплотненная мелкозернистая керамическая композиция на основе диборида титана с наличием вольфрама и кобальта. Композиция в частности применима в качестве режущего инструмента для обработки титановых сплавов на высоких скоростях. Режущая пластина имеет режущую кромку ограниченную перед ней и задней поверхностями. 8 с. и 29 з.п.ф-лы, 6 ил., 4 табл.