Развитие технологии получения новых материалов делает возможной разработку новых и коммерчески выгодных материалов, включая новые твердые материалы. Такие новые твердые материалы включают без ограничения спеченные ультрадисперсные порошки металлов, металломатричные композиты, подвергающиеся термической обработке закаленные стали (твердость согласно Rockwell С составляет между 50 и 65) и высокотемпературные сплавы. Эти новые материалы имеют необычайные сочетания свойств, таких, например, как твердость, прочность, жесткость и износоустойчивость, что позволяет применять их в тяжелой промышленности, в аэрокосмической промышленности, на транспорте и в потребительских продуктах.
Однако эти экстраординарные сочетания свойств создают препятствия для применения существующих способов производства и чистовой обработки таких твердых материалов. Самая простая причина заключается в том, что эти материалы очень трудно и дорого сверлить, резать и штамповать. Для того чтобы реализовать в полной мере коммерческий потенциал этих новых твердых материалов, указанные препятствия должны быть преодолены. Одной из возможностей для решения этих проблем является использование прочных режущих инструментов, в которых используется сверхтвердый материал.
Сверхтвердые материалы являются значительно более твердыми, чем любое другое соединение, и могут быть использованы для того, чтобы сверлить, резать и штамповать другие материалы. Такие материалы включают алмаз и кубический нитрид бора (кBN). Алмаз имеет твердость согласно Кnоор 100 от около 75 гигапаскалей (ГПа) до около 100 ГПа и выше, в то время как кBN имеет твердость согласно Кnоор 100 около 45 ГПа. Следующие далее по твердости материалы, карбид бора (В4С) и диборид титана (TiB2), каждый, имеют твердость только около 30 ГПа.
Алмаз встречается в природе, а также может быть синтезирован. Нитрид бора, включая кBN, является синтетическим (смотри, например, патент США 2947617 Wentorf Jr. ). Как синтетический алмаз, так и синтетический кBN, синтезируют и спекают при условиях высокого давления/высокой температуры (ВД-ВТ)(около 5 ГПа и около 1500oС, смотри, например, Y. Sheng &. L. Ho-yi, "HIGH-PRESSURE SINTERING OF CUBIC BORON NITRIDE" P/M 78-SEMP 5, European Symposium on Powder Metallurgy, Stockholm, Sweden, June 1978, pp. 201-211).
В настоящее время два доминирующих вида коммерческих сверхтвердых режущих инструмента включают режущий инструмент на основе поликристаллического алмаза (пкА) и режущий инструмент на основе поликристаллического кубического нитрида бора (пкВN). Режущие инструменты на основе пкА находят свое применение при обработке твердых, не содержащих железа сплавов и труднообрабатываемых композитов. Режущие инструменты на основе пkВN, как правило, находят применение при обработке твердых материалов на основе железа. В типичном поликристаллическом режущем инструменте (на основе пкА или пкВN) режущая кромка включает сверхтвердый наконечник, полученный по ВД-ВТ-технологии, который впаян в карбидную болванку. Режущий наконечник содержит кристаллы алмаза микронного размера, полученные по ВД-ВТ технологии, или полученного по ВД-ВТ технологии кубического нитрида бора (кВN), выращенные вместе с соответствующим связующим и связанные на подложке из цементированного карбида. Как способ производства при условиях ВД-ВТ, так и способ чистовой обработки этих режущих наконечников требуют больших затрат. В результате режущие инструменты на основе пкА и режущие инструменты на основе пкBN являются очень дорогими.
Кроме затрат, эти режущие инструменты, как правило, включают инструмент только с одним режущим наконечником, где режущий наконечник имеет относительно небольшое число разновидностей с планарной геометрией. Даже, несмотря на то что эти режущие инструменты являются дорогими и имеются в относительно немногих разновидностях, в настоящее время они являются лучшими (а иногда - и единственными) режущими инструментами, пригодными для использования при экономичной обработке этих новых твердых труднообрабатываемых материалов.
При разработке методик осаждения алмаза при низком давлении возможно осаждение конформных слоев (или пленок) из алмаза на подложки режущего инструмента без какого-либо значительного ограничения геометрии режущего инструмента. Хотя режущие инструменты с алмазным покрытием имеют преимущества по сравнению с режущими инструментами пкА, существуют некоторые значительные ограничения на использование режущих инструментов с алмазным покрытием.
Самым главным ограничением для алмазных режущих инструментов (то есть режущих инструментов с алмазным покрытием и на основе пкА) является то, что алмаз окисляется до двуокиси углерода и моноокиси углерода во время применений, требующих высоких температур. Другим принципиальным ограничением алмазных режущих инструментов является высокая химическая активность алмаза (то есть углерода) при взаимодействии с определенными материалами. Более конкретно, материалы, которые содержат один или несколько из следующих элементов: железо, кобальт или никель, растворяют атомы углерода из алмаза. Эти ограничения говорят о том, что, хотя алмазные режущие инструменты и обладают определенными преимуществами, существует множество материалов, которые требуют применения режущего инструмента со сверхтвердым покрытием, но для которых использование режущего инструмента с алмазным покрытием является нежелательным.
Является в полной мере очевидным, что существует необходимость в создании режущего инструмента со сцепленным сверхтвердым покрытием, с помощью которого преодолеваются указанные существующие в настоящее время проблемы, характерные для режущих инструментов с алмазным покрытием. Более конкретно, существует потребность в создании режущего инструмента со сцепленным сверхтвердым покрытием, в котором покрытие не окисляется во время использования при высоких температурах. Также существует необходимость в создании режущего инструмента со сцепленным сверхтвердым покрытием, в котором покрытие не взаимодействует химически с материалами заготовок, содержащими один или несколько из следующих элементов: железо, кобальт или никель.
Единственным сверхтвердым материалом, который пассивируется путем образования защитного оксида (оксидов) при высоких температурах, является нитрид бора. Кроме того, нитрид бора не взаимодействует химически с одним или несколькими из следующих элементов: железо, никель или кобальт, так что заготовка, которая содержит один или несколько из этих компонентов, не растворяет нитрид бора. Эти преимущественные свойства нитрида бора существует в отношении всех кристаллических форм нитрида бора, например, таких как аморфный нитрид бора (aBN), кубический нитрид бора (кBN), гексагональный нитрид бора (гBN) и нитрид бора со структурой вюрцита (вВN), причем кBN обладает особенно хорошими свойствами.
Хотя является возможным синтез нитрида бора, включая кBN, из газообразных предшественников, адгезия на подложке продолжает представлять собой техническую проблему. Например, некоторые покрытия на основе кBN фрагментируются вскоре после осаждения (смотри, например, W. Gissler, "PREPARATION AND CHARACTERIZATION OF CUBIC BORON NITRIDE AND METAL BORON NITRIDE FILMS", Surface and Interface Analysis, Vol.22, (1994), pp. 139-148), в то время как другие отслаиваются от подложки при соприкосновении с воздухом (смотри, например, S. Р. S. Arya & D'amico, "PREPARATION, PROPERTIES AND APPLICATIONS OF BORON NITRIDE FILMS" Thin Solid films. Vol. 157, 1988, pp. 267-282). Несогласованность коэффициентов температурного расширения между покрытием и подложкой вызывает значительные термические напряжения и могла бы объяснить фрагментацию. Образование непрочного слоя между покрытием на основе кBN и подложкой из-за взаимодействия гигроскопичных соединений с влагой из окружающей среды могло бы объяснить отслаивание.
По указанным выше причинам становится очевидным, что существует необходимость в системе покрытий, которая содержит покрытия, включающие бор и азот, предпочтительно - содержит нитрид бора, а более предпочтительно - содержит кBN, которое удовлетворительно сцепляется с подложкой. Предпочтительно система покрытий должна давать возможность нанесения на подложку с получением инструмента, такого как вставки в виде пластин для механической обработки, предназначенного для механической обработки сверлением, резанием и/или штамповкой новых труднообрабатываемых материалов. Таким образом, необходим способ получения сцепляющегося покрытия, содержащего бор и азот, а более предпочтительно - покрытия, содержащего кBN.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение удовлетворяет потребность в системе покрытий, содержащей покрытие, включающее бор и азот, предпочтительно - включающее нитрид бора, и более предпочтительно - включающее кBN, которое удовлетворительно сцепляется с подложкой. Кроме того, настоящее изобретение удовлетворяет потребность в системе покрытий, которая может наноситься на инструмент, например, режущие вставки в форме пластин, для сверления, токарной обработки, измельчения и/или штамповки твердых труднообрабатываемых материалов.
Система покрытий согласно изобретению повышает изностойкость или стойкость к истиранию подложки или как то, так и другое вместе. Удовлетворительно сцепляющаяся система покрытий включает основной слой, первый промежуточный слой, второй промежуточный слой и слой, содержащий бор и азот.
Исходный слой содержит металл, который выбирается исходя из требования совместимости с первым промежуточным слоем. Оно может связывать с помощью геттера любых атомных и/или радикальных частиц, которые адсорбируются на поверхности подложки и которые могли бы в другом случае влиять отрицательно на адгезию любого из последующих слоев. В предпочтительном выполнении основной слой включает титан или подобный ему кондиционирующий металл или сплав. В этом отношении предполагается, что кондиционирующий металл может включать цирконий или гафний, или даже, возможно, алюминий или магний.
Первый и второй промежуточные слои осуществляют переход от основного слоя к слою, содержащему бор и азот. В одном из выполнений изобретения, по меньшей мере, один компонент (например, элемент) является общим между первым промежуточным слоем и вторым промежуточным слоем; по меньшей мере, один компонент является общим между вторым промежуточным слоем и слоем, содержащим бор и азот; и необязательно, по меньшей мере, один компонент является общим для основного слоя и первого промежуточного слоя. Например, поскольку слой, содержащий бор и азот, содержит бор и азот, второй промежуточный слой может включать, по меньшей мере, один элемент из бора и азота. Также первый промежуточный слой может включать один элемент из бора и азота. Однако если второй промежуточный слой дополнительно содержит третий элемент, четвертый элемент и так далее, тогда первый промежуточный слой включает, по меньшей мере, один элемент из бора, азота, третьего элемента, четвертого элемента и так далее.
В другом выполнении изобретения, по меньшей мере, один компонент (например, элемент) является общим для первого промежуточного слоя, второго промежуточного слоя и слоя, содержащего бор и азот. Например, поскольку слой, содержащий бор и азот, содержит как бор, так и азот, первый и второй промежуточные слои содержат бор или азот или оба элемента совместно.
В другом выполнении изобретения, по меньшей мере, один компонент (например, элемент) является общим для основного слоя, первого промежуточного слоя и второго промежуточного слоя. Например, если основной слой содержит титан, первый и второй промежуточные слои содержат титан.
В еще одном изобретении, по меньшей мере, два компонента (например, элемента) являются общими для второго промежуточного слоя и слоя, содержащего бор и азот. Например, поскольку слой, содержащий бор и азот, содержит бор и азот, второй промежуточный слой содержит бор и азот. В этом выполнении, по меньшей мере, один компонент (например, элемент), необязательно, по меньшей мере, два компонента, могут быть общими для первого промежуточного слоя и второго промежуточного слоя. Подобным же образом, по меньшей мере, один компонент (например, элемент) может быть общим для первого промежуточного слоя, второго промежуточного слоя и слоя, содержащего бор и азот, или, альтернативно, по меньшей мере, один компонент может быть общим для основного слоя, первого промежуточного слоя и второго промежуточного слоя.
В любом из предыдущих выполнений изобретения слой, содержащий бор и азот, может представлять собой нитрид бора, включая аморфный нитрид бора (aBN), нитрид бора со структурой вюрцита (вBN), гексагональный нитрид бора (гBN), кубический нитрид бора (кBN) и комбинации из перечисленных выше структур. Предполагается, что слой, содержащий бор и азот, представляющий собой кBN, был бы наиболее предпочтительным, поскольку кBN является сверхтвердым материалом.
В предпочтительном выполнении система покрытий, если характеризовать ее с использованием отражательной инфракрасной Фурье-спектроскопии (FTIR), имеет малый сигнал при около 770 см-1, плечо при около 1480 см-1 и широкий сигнал при около 1200 см-1.
Система покрытий согласно изобретению может быть реализована путем создания основного слоя на подложке, первого промежуточного слоя на основном слое, второго промежуточного слоя на первом промежуточном слое и слоя, содержащего бор и азот, предпочтительно - слоя, представляющего собой нитрид бора, а более предпочтительно представляющего собой кBN, на втором промежуточном слое. Может быть использована любая методика или сочетание методик, которые приводят в результате к получению удовлетворительно сцепляющейся системы покрытий. Например, могут быть использованы химическое осаждение из паровой фазы (ХОПФ), физическое осаждение из паровой фазы (ФОПФ), их варианты и сочетания. В предпочтительном выполнении используется методика ФОПФ с помощью ионного пучка для образования слоя, содержащего бор и азот.
Выполнение изобретения направлено на инструменты, включающие системы покрытий. Например, вставки для механической обработки в форме пластин, включающие систему покрытий, позволяют удовлетворить долго ощущавшуюся потребность в химически инертном, износостойком покрытии инструмента для механической обработки, в том числе сплавов на основе железа. Система покрытий может быть использована с режущими инструментами для механической обработки материалов, которые совместимы с инструментом с алмазным покрытием и, предпочтительно - материалов, которые несовместимы с алмазными покрытиями. Инструменты включают систему покрытий, по меньшей мере, на части материала подложки. Материал подложки может включать любой материал, включая, например, металлы, керамику, полимеры, композиты из их сочетаний и их сочетания. Предпочтительные композитные материалы для подложек включают металлокерамику, предпочтительно цементированные карбиды, а более предпочтительно цементированный с кобальтом карбид вольфрама и керамику.
Изобретение, иллюстративно описываемое здесь, может соответствующим образом быть осуществлено в отсутствие любого элемента, стадии, компонента или ингредиента, который не описывается здесь конкретно.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие особенности, аспекты и преимущества настоящего изобретения станут более понятными со ссылками на следующее далее описание, прилагаемую формулу изобретения и сопровождающие чертежи, где:
на фиг. 1 изображено схематически поперечное сечение системы покрытий, включающей основной слой 4, первый промежуточный слой 6, второй промежуточный слой 8 и слой, содержащий бор и азот 10, нанесенные на подложку 2;
фиг. 2 представляет схематическое изометрическое изображение системы покрытий на рассматриваемом режущем инструменте;
фиг. 3 представляет схему расположения подложки, источника паров с электронным пучком и источника ионов;
фиг.4 представляет схематическое расположение подложек и нагревательного элемента на держателе подложки для получения системы покрытий согласно рабочему примеру;
фиг. 5 представляет схематическое расположение подложек и нагревающего элемента на держателе подложки для получения системы покрытий согласно рабочему примеру;
фиг. 6 представляет схематическое расположение подложек на держателе подложки для получения системы покрытий согласно рабочему примеру;
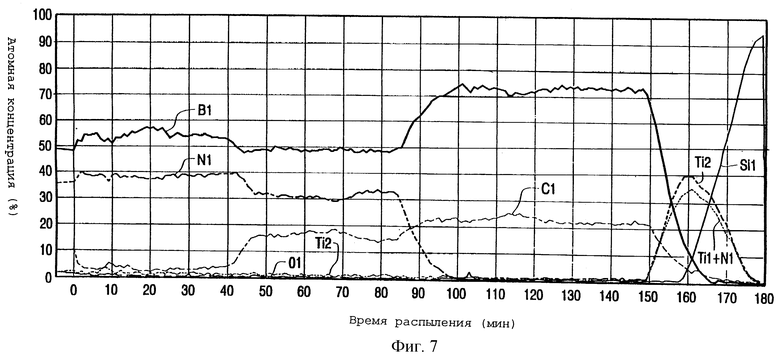
фиг.7 представляет атомную концентрацию бора (В1), азота (N1), кислорода (О1), углерода (С1), титана (Ti2 и Ti1+N1) и кремния (Si1) как функцию времени распыления в системе покрытий, получаемой на кремниевой пластине из примера 1 рабочих примеров;
фиг. 8 представляет атомную концентрацию бора (В1), азота (N1), углерода (С1), кислорода (O1) и кремния (Si1) как функцию времени распыления в слое, содержащем бор и азот, и во втором промежуточном слое системы покрытий, получаемой на подложке из цементированного карбида в примере 2 рабочих примеров;
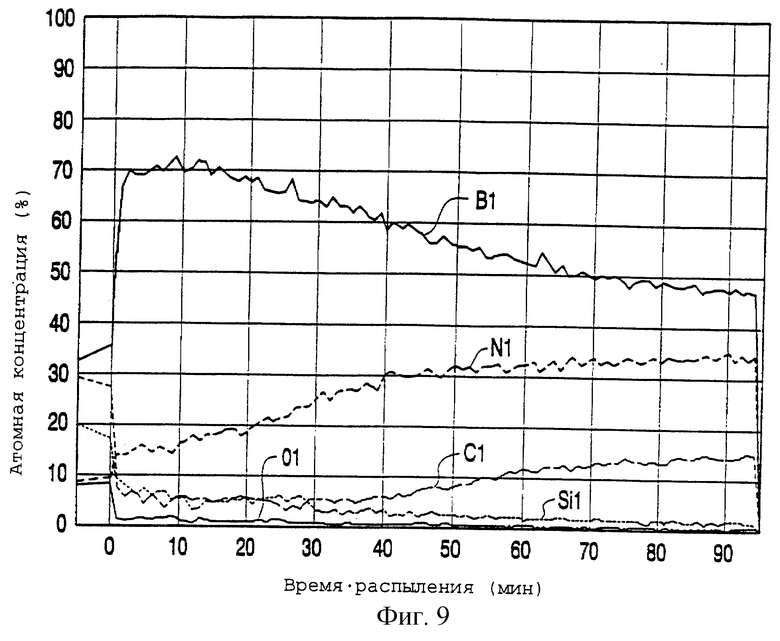
фиг. 9 представляет атомную концентрацию бора (В1), азота (N1), углерода (С1), кислорода (O1) и кремния (Si1) как функцию времени распыления в слое, содержащем бор и азот, и во втором промежуточном слое системы покрытий, получаемой на подложке из цементированного карбида в примере 2 рабочих примеров;
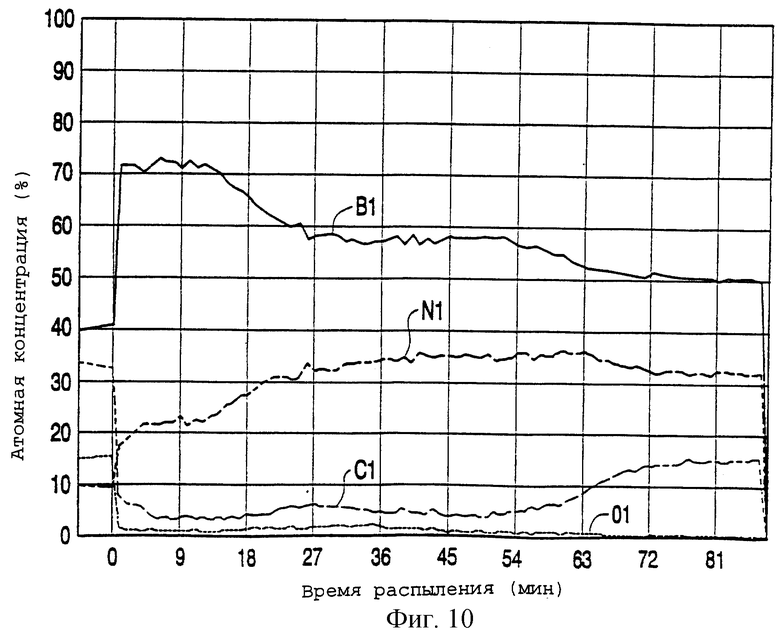
фиг.10 представляет атомную концентрацию бора (В1), азота (N1), углерода (С1) и кислорода (O1) как функцию времени распыления в слое, содержащем бор и азот, и во втором промежуточном слое системы покрытий, получаемой на подложке из цементированного карбида в примере 2 рабочих примеров;
фиг. 11 представляет безразмерный отражательный Фурье-спектр системы покрытий, полученной на подложке из цементированного карбида в примере 2 рабочих примеров;
фиг. 12 представляет безразмерный отражательный Фурье-спектр системы покрытий, полученной на подложке из цементированного карбида в примере 2 рабочих примеров.
ОПИСАНИЕ
На фиг. 1 схематически изображена система покрытий, содержащая основной слой 4, первый промежуточный слой 6, второй промежуточный слой 8 и слой, содержащий бор и азот 10, на подложке 2. Слой, содержащий бор и азот 10, предпочтительно представляет собой нитрид бора, а более предпочтительно - кBN.
Основной слой 4 содержит металл, который кондиционирует подложку таким образом, чтобы она была совместима с последующими слоями, такими как первый промежуточный слой. Хотя основной слой может быть нанесен в виде металла, его взаимодействие с подложкой или с частицами, адсорбированными на подложке, или с ними обоими может преобразовать металл в металлсодержащее соединение. В предпочтительном выполнении основной слой содержит титан. Однако сплавы титана или, для такого случая, любой сплав, который производит подобное же кондиционирование подложки, достигаемое с помощью титана, может быть использовано для создания основного слоя 4.
Первый и второй промежуточные слои 6 и 8 образуют переход от основного слоя 4 к слою, содержащему бор и азот 10. В одном из выполнений изобретения, по меньшей мере, один компонент (например, элемент) является общим для первого промежуточного слоя 6 и второго промежуточного слоя 8; по меньшей мере, один компонент является общим для второго промежуточного слоя 8 и слоя, содержащего бор и азот 10; и необязательно, по меньшей мере, один компонент является общим для основного слоя 4 и первого промежуточного слоя 6. Например, поскольку слой, содержащий бор и азот 10, содержит бор и азот, второй промежуточный слой 8 может содержать, по меньшей мере, один из бора и азота. Также первый промежуточный слой 6 может содержать один из бора и азота. Однако если второй промежуточный слой 8 дополнительно содержит третий элемент, четвертый элемент и так далее, тогда первый промежуточный слой 6 может содержать, по меньшей мере, один из бора, азота, третьего элемента, четвертого элемента и так далее.
В другом выполнении изобретения, по меньшей мере, один компонент (например, элемент) является общим для первого промежуточного слоя 6, второго промежуточного слоя 8 и слоя, содержащего бор и азот 10. Например, поскольку слой, содержащий бор и азот 10, содержит как бор, так и азот, первый и второй промежуточные слои 6 и 8 содержат либо бор, либо азот, либо оба элемента вместе.
В другом выполнении изобретения, по меньшей мере, один компонент (например, элемент) является общим для основного слоя 4, первого промежуточного слоя 6 и второго промежуточного слоя 8. Например, поскольку основной слой 4 содержит титан, первый и второй промежуточные слои 6 и 8 содержат титан.
Еще в одном выполнении изобретения, по меньшей мере, два компонента (например, элемента) являются общими для второго промежуточного слоя 8 и слоя, содержащего бор и азот 10. Например, поскольку слой, содержащий бор и азот 10, содержит бор и азот, второй промежуточный слой 8 содержит бор и азот. В этом выполнении, по меньшей мере, один компонент (например, элемент) необязательно, по меньшей мере, два компонента, могут быть общими для первого промежуточного слоя 6 и второго промежуточного слоя 8. Подобным же образом, по меньшей мере, один компонент (например, элемент) может быть общим для первого промежуточного слоя 6, второго промежуточного слоя 8 и слоя, содержащего бор и азот 10, или, альтернативно, по меньшей мере, один компонент может быть общим для основного слоя 4, первого промежуточного слоя 6 и второго промежуточного слоя 8.
Системы покрытий, содержащие (1) основной слой 4 с титаном; первый промежуточный слой 6, содержащий бор или углерод, предпочтительно - оба; второй промежуточный слой 8, содержащий бор или углерод, или азот, предпочтительно - все три; и слой, содержащий бор и азот 10, содержащий нитрил бора; или (2) основной слой 4 содержит титан; первый промежуточный слой 6 содержит бор или титан, предпочтительно - оба; второй промежуточный слой 8 содержит бор или титан, или азот, предпочтительно - все три; и слой, содержащий бор и азот 10, содержит нитрид бора, включаются в указанные выше выполнения. Первая система покрытий (1) является особенно предпочтительным выполнением изобретения.
Когда промежуточный слой 6 содержит как бор, так и углерод (то есть слой, содержащий бор и углерод), атомное отношение В:С составляет от около 2,7 до около 3,3. Другими словами, атомный процент (ат.%) бора в слое, содержащем бор и азот, составляет от около 73 до около 77, в то время как ат.% углерода составляет, по существу, оставшуюся часть с возможным присутствием небольшого количества примесей.
Когда второй промежуточный слой 8 представляет собой слой, содержащий бор, углерод и азот, отношение B:N может составлять от около 29:71 до 54:46, предпочтительно - от около 29:71 до 41:59 и содержание углерода составляет от около 11 до 26 ат.%. Другими словами, слой, содержащий бор, углерод и азот, может иметь атомное отношение N:C от около 74:26 до 89:11 и ат.% бора от около 29 до 54 атомных процентов.
Слой с бором и азотом 10 может иметь атомные отношения B:N от около 0,6 до около 5,7. То есть бор в слое, содержащем бор и азот, может составлять от около 38 до около 85 ат.%, в то время как азот, по существу, составляет остаток с возможным небольшим присутствием примесей.
В любом из предыдущих выполнений слой с бором и азотом может содержать нитрид бора, включая аморфный нитрид бора (aBN), нитрид бора со структурой вюрцита (вВN), гексагональный нитрид бора (гBN), кубический нитрид бора (кВN) и сочетания структур, указанных выше. Предполагается, что слой с бором и азотом, который содержит кВN, является наиболее предпочтительным, поскольку кBN представляет собой сверхтвердый материал.
Система покрытий, если ее характеризовать с использованием отражательной инфракрасной Фурье-спектроскопии (FTIR), имеет малый сигнал при около 770 см-1, плечо при около 1480 см-1 и широкий сигнал при около 1200 см-1.
Толщина каждого слоя системы покрытий указывается таким образом, чтобы полная толщина системы покрытий была достаточной для обеспечения увеличения срока службы по сравнению с подложкой без покрытия, в то же самое время снижая уровни остаточных напряжений, которые могут отрицательно воздействовать на функционирование системы покрытий.
Инструмент, используемый для штамповки, строгания или формообразования (например, сверления, резания и/или штамповки), представляет собой один из классов подложек, которые получили бы преимущества от использования системы покрытий согласно изобретению. Система покрытий 12 позволяет решить долго ощущаемую потребность в удовлетворительно связывающемся, химически инертном, стойком к износу и к истиранию покрытии. Эти свойства системы покрытий 12 удовлетворяют потребность в сверхтвердом покрытии, которое может наноситься на инструмент для сверления, резания и/или штамповки объектов, выполненных из обыкновенных материалов, а также новых твердых материалов.
При нанесении системы покрытий 12 на инструмент предполагается, что эффективная система покрытий может иметь общую толщину от около 1 микрометра (мкм) до около 5 мкм. Также предполагается, что эффективная толщина основного слоя 4 может находиться в пределах от 1 нанометра (нм) до около 1 мкм или более, предпочтительно составляя, по меньшей мере, около 0,1 мкм; эффективная толщина первого промежуточного слоя 6 может изменяться от около 1 нм до около 1 мкм или более, предпочтительно составляя, по меньшей мере, около 0,2 мкм; эффективная толщина второго промежуточного слоя 8 может изменяться в пределах от около 1 нм до около 1 мкм или более, предпочтительно составляя, по меньшей мере, около 0,2 мкм; и эффективная толщина слоя, содержащего бор и азот 10, может изменяться в пределах от около 0,1 нм до около 2 мкм или более, предпочтительно составляя, по меньшей мере, около 1 мкм.
Система покрытий 12 наносится, по меньшей мере, на часть материала подложки 2. Подложка 2 может содержать любой материал, который обладает требующимися физическими и механическими свойствами и способностью к кондиционированию для восприятия системы покрытий 12. Такие материалы включают металлы, керамику, полимеры, композиты из их сочетаний и их сочетания. Металлы могут быть элементами, сплавами и/или интерметаллическими соединениями. Металлы включают элементы Групп 2-14 согласно номенклатуре IUPAC. Керамика включает борид (бориды), карбид (карбиды), нитрид (нитриды), оксид (оксиды), их смеси, их твердые растворы и их сочетания. Полимеры включают полимеры на органической и/или неорганической основе, которые сохраняют желаемые механические и/или физические свойства после того, как система покрытий наносится на их часть. Композиты включают композит(композиты) с металлической матрицей (ММК), композит (композиты) с керамической матрицей (КМК), композит (композиты) с полимерной матрицей (ПМК) и их сочетания. Хотя предпочтительные композиты включают металлокерамику, цементированный карбид (карбиды) и, в частности, карбид вольфрама, цементированный с кобальтом, композиты могут включать подложки с алмазным покрытием или с припаянным алмазом, пкВN или пкА.
Другие типичные материалы включают материал на основе карбида вольфрама с другими карбидами (например, ТаС, NbC, TiС, VC), присутствующими в виде простых карбидов или в твердом растворе. Количество кобальта может находиться в пределах между около 0,2 мас.% и около 20 мас.%, хотя наиболее типичные пределы заключаются между около 5 мас.% и около 16 мас.%. Должно быть понятным, что и другие связующие материалы могут быть пригодными для использования. В дополнение к кобальту и сплавам кобальта соответствующие металлические связующие включают никель, сплавы никеля, железо, сплавы железа и любые сочетания указанных выше материалов (то есть кобальта, сплавов кобальта, никеля, сплавов никеля, железа и/или сплавов железа). Кроме того, подложка с более высоким содержанием связующего (кобальта) вблизи поверхности подложки, как описывается в патенте США 34180 Nemeth et al. PREFERENTIALLY BINDER ENRICHED CEMENTED CARBIDE BODIES AND METHOD OF MANUFACTURE (принадлежащем автору настоящей заявки на патент), может применяться для обработки с помощью системы покрытий.
Специалисту в данной области ясно, что система покрытий может быть нанесена на любую подложку для придания подложке улучшенных характеристик по сравнению с ее аналогом без покрытия.
В одном из выполнений изобретения подложка служит инструментом, например инструментом для сверления, резания и/или штамповки материалов. В качестве примера такого инструмента может служить режущая вставка 14, изображенная на фиг.2, содержащая многоугольный корпус с верхней поверхностью 16, нижней поверхностью 18 и периферийной стенкой со сторонами 20 и углами 22, проходящими от верхней поверхности 16 до нижней поверхности 18. В пересечении периферийной стенки и верхней поверхности 16 образуется режущая кромка 24. Верхняя поверхность 16 содержит плоскую область 26, прилегающую к режущей кромке 24 и проходящую внутрь по направлению к центру корпуса. Плоская область 26 состоит из плоских областей угловых частей 28 и плоских областей боковых частей 30. Верхняя поверхность 16 также содержит углубление 32 между плоской областью 26 и центром корпуса, которое расположено на более низком уровне, чем плоская область 26. Верхняя поверхность 16 может дополнительно содержать пристенные части 34, наклоненные вниз и внутрь от плоской области 26 до углубления 32. Одно или несколько плато 36 могут быть расположены на углублении 32, на некотором расстоянии от наклонных пристенных частей 34 и с наклонными сторонами, выступающими из углубления 32. Кроме того, нижняя поверхность 18 корпуса может иметь детали, подобные деталям, описанным для верхней поверхности 16. Независимо от ее формы, многоугольная режущая вставка 14, по меньшей мере, частично покрыта системой покрытий 12, и предпочтительно на частях, которые соприкасаются с материалом, который предназначен для механической обработки и/или который механически обрабатывается.
Режущий инструмент, по меньшей мере, частично покрытый предлагаемой системой покрытий, может с преимуществами использоваться при "ТОЧНОЙ ТОКАРНОЙ ОБРАБОТКЕ" или "ТОЧНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ" для замены шлифования. Точная токарная обработка может включать процесс резания твердых сплавов, включая сплавы железа, такие как стали, до конечной или чистовой формы. Твердый сплав может резаться с точностью, по меньшей мере, около ±0,127 мм (0,0005 дюйма), предпочтительно - по меньшей мере, около 0,0076 мм (0,0003 дюйма) и отрабатываться вчистую со среднеквадратичной неточностью, меньшей чем около 20 микрометров, на строгальном или токарном обрабатывающем центре. Скорости резания, подачи и глубины резания (ГР) могут включать любые значения этих параметров, которые совместимы с достижением желаемых результатов. Скорость резания может изменяться в пределах от около 50 до 300 м/мин, предпочтительно - от около 75 до 200 м/мин, а более предпочтительно - от около 80 до 150 м/мин. Подобно этому скорость подачи может изменяться в пределах от около 0,1 до 0,6 мм/оборот, а более предпочтительно - от около 0,3 до 0,6 мм/оборот. Кроме того, значения ГР могут изменяться в пределах от около 0,05 до 1 мм, предпочтительно - от около 0,1 до 0,25 мм, а более предпочтительно - от около 0,1 до 0,3 мм. Приведенные выше параметры резания могут быть использованы либо в присутствии смазывающей или охлаждающей жидкости, либо без них.
Любой способ, который облегчает получение системы покрытий, проявляющей, по меньшей мере, износостойкость, стойкость к истиранию и сцепление, является пригодным для использования. Такой способ включает создание на подложке 2 и, по меньшей мере, на части подложки, основного слоя 4, первого промежуточного слоя 6, второго промежуточного слоя 8 и слоя, содержащего бор и азот 10. Предпочтительно слой, содержащий бор и азот, содержит нитрид бора, а более предпочтительно - кBN.
Хотя примеры настоящего изобретения направлены на методики ФОПФ для образования системы покрытий, автор предполагает, что в настоящем способе может быть использована любая методика или сочетание методик для создания системы покрытий, включая химическое осаждение из паровой фазы (ХОПФ), физическое осаждение из паровой фазы (ФОПФ), их варианты, а также их сочетания.
Методики, представляющие ХОПФ синтез кВМ, включают методики, описанные в М. Murakawa & S. Watanabe, "THE SYNTHESIS OF CUBIC BN FILMS USING A HOT CATODE PLASMA DISCHARGE IN A PARALLEL MAGNETIC FIELD", Coating technology. Vol. 43, 1990, pp. 128-136; "Deposition of Cubic BN on Diamond Interlayers" NASA Tech Briefs, Vol.18, No.8, p.53; Z.Song, F.Zhang, Y.Guo, & G.Chen, "TEXTURED GROWTH OF CUBIC BORON NITRIDE FILM ON NICKEL SUBSTRATES" Applied Physics Letter", Vol.65, No.21, 1994, pp.2669-2671; и M. Kuhr, S. Reinke, & W Kulisch, "DEPOSITION OF CUBIC BORON NITRIDE WITH AN INDUCTIVELY COUPLE PLASMA" Surface and Coating Technology, Vol. 74-75, 1995, pp.806-812. Методики, представляющие ФОПФ синтез кBN, включают, например, методики, описанные М. Mieno & Т. Yoside, "PREPARATION OF CUBIC BORON NITRIDE FILMS BY SPUTTERING" Japanese Journal of Applied Physics, Vol.29, No.7, July 1990, pp. L1175-L1177; D. J. Kester and R. Messier "PHASE CONTROL OF CUBIC BORON NITRIDE THIN FILMS" J. Appl.Phys. Vol.72, No. 2, July 1990; Т. Wada & N. Yamashita, "FORMATION OF CBN FILMS BY ION BEAM ASSISTED DEPOSITION", J. Vac. Sci. Technol. A. , Vol.10, No.3, May/June 1992; Т. Ikeda, Y. Kawate, & Y. Hirai, "FORMATION OF CUBIC BORON NITRIDE FILMS BY ARC-LIKE PLASMA-INDUCED ION PLATING METHOD", J. Vac. Sci. Technoi. A, Vol.8, No.4, July/Aug 1990; и Т. Ikeda, Т. Satou, & H. Stoh, "FORMATION AND CHARACTERIZATION OF CUBIC BORON NITRIDE FILMS BY AN ARC-LIKE PLASMA-ENHANCED ION PLATING METHOD", Surface and Coating Technology, Vol.50, 1991, pp.33-39.
Изобретение поясняется более подробно с помощью следующего далее описания, которое приводится для пояснения различных аспектов изобретения. Следующее далее описание не должно рассматриваться в качестве ограничивающего область действия заявляемого изобретения.
Используют испарительный узел с быстрым циклом электронного пучка (е-пучок) AIRCO TEMESCAL FC 1800 с вакуумной камерой, охлаждаемой водой с температурой 20oС, снабженный четырехкарманной электронной пушкой, с держателем подложки с радиочастотным (РЧ) смещением. Узел также включает анализатор остаточных газов (IQ 200 от Inficon), кварцевую лампу для нагрева камеры, источник ионов (бессеточного типа с конечным отклонением на эффекте Холла от Commonwealth Scientific Corp., Alexandria, VA), сетку Фарадея (соединенную с IQ 6000 от Inficon), и нити или дополнительную кварцевую лампу для вспомогательного нагрева подложки.
На фиг. 3 изображен держатель подложки 40, материал источника паров 44, электронный пучок 42 для получения пара 54 из материала источника паров 44, сетку Фарадея 46 (расположенную на периферии паров 54 на расстоянии около 254 мм (10 дюймов) над плоскостью поверхности материала источника паров 44 и около 165 мм (6,5 дюймов) от центра материала источника паров 44) для измерения скорости испарения материала источника паров 44, и источник ионов 48. Угол α измеряется между плоскостью держателя подложки 40 и линией, перпендикулярной поверхности материала источника 44 и по существу параллельной линии взгляда от материала источника 44. Угол β измеряется между плоскостью держателя подложки и линией взгляда от источника ионов. Здесь представлены три процесса (примеры 1-3), для которых в таблице I представлены геометрические параметры.
Материалы источников паров, используемые в трех процессах, включают титан, карбид бора и бор. Титан и карбид бора содержат, каждый, коммерчески доступные материалы со степенью чистоты 99,9 массовых процентов (мас.%), в то время как бор представляет собой коммерчески доступный материал со степенью чистоты 99,5 мас.%.
Типичный способ включает очистку подложки (подложек), осаждение основного слоя 4, осаждение первого промежуточного слоя 6, осаждение второго промежуточного слоя и осаждение слоя, содержащего бор и азот.
Очистка подложки может включать использование растворителей и/или пескоструйную очистку, и/или бомбардировку подложек ионным пучком. Когда для очистки используют пучок ионов азота, скорость потока азота может составлять от около 3 до 10 кубических сантиметров в минуту при стандартных условиях (см3/мин), давление в камере может составлять от около 1•10-6 до 5•10-2 Паскалей (Па), температура подложки может составлять от около 100oС до 650oС, энергия ионного пучка может составлять от около 125 до 170 эВ, и длительность может составлять от около 9 до 45 мин. Таблица II содержит условия очистки для трех рассматриваемых примеров.
Осаждение основного слоя 4 для трех примеров включает испарение титана. Когда титан осаждается, настройка электронного пучка может составлять от около 5 до 11%, давление в камере может составлять от около 0,07•10-4 до 10•10-4 Па, температура подложки может составлять от около 100 до 650oС, скорость испарения может составлять от около 0,2 до 0,65 нм/с, и продолжительность может составлять от около 3 до 10 мин. Таблица III представляет условия осаждения титана для трех рассматриваемых примеров.
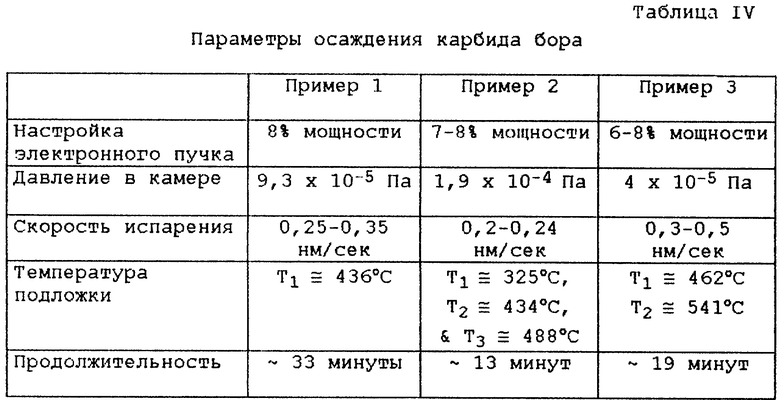
Осаждение промежуточного слоя 6 для трех примеров включает осаждение карбида бора. Когда осаждают карбид бора, настройка электронного пучка может составлять от около 6 до 10 процентов, давление в камере может составлять от около 0,007•10-3 до 6•10-3 Па, температура подложки может составлять от около 200 до 650oС, скорость испарения может составлять от около 0,05 до 0,5 нм/с и продолжительность может составлять от около 5 до 35 мин. Таблица IV представляет условия осаждения карбида бора для трех рассматриваемых примеров.
Осаждение второго промежуточного слоя 8 для трех примеров включает одновременное нитридирование и осаждение карбида бора. Когда карбид бора одновременно нитридируется и осаждается, энергия пучка ионов азота может составлять от около 10 до 170 эВ, скорость потока азота может составлять около 10 см3/мин при стандартных условиях, настройка электронного пучка может составлять от около 6 до 10%, давление в камере может составлять от около 0,05•10-2 до 2•10-2 Па, температура подложки может составлять от около 200 до 650oС, скорость испарения может составлять от около 0,05 до 0,5 нм/с и продолжительность может составлять от около 10 до 40 мин. Таблица V представляет условия одновременного нитридирования и осаждения карбида бора для трех рассматриваемых примеров.
Осаждение слоя, содержащего бор и азот 10, для трех примеров включает одновременное нитридирование и осаждение бора. Когда бор одновременно нитридируется и осаждается, энергия ионного пучка может составлять от около 100 до 170 эВ и больше, скорость потока азота может составлять около 10 см3/мин при стандартных условиях, настройка электронного пучка может составлять от около 6 до 11%, давление в камере может составлять от около 0,01•10-2 до 2•10-2 Па, температура подложки может составлять от около 200 до 650oС, скорость испарения может составлять от около 0,1 до 0,35 нм/с и продолжительность может составлять от около 10 до 70 мин. Таблица VI представляет условия одновременного нитридирования и осаждения бора для трех рассматриваемых примеров.
В примере 1, проиллюстрированном на фиг.4, покрытие наносится на четыре подложки, включая кремниевые пластины (р-типа) (не показаны на фиг.4), керамическую вставку из SiAlON SNGA432 56 и две вставки из карбида вольфрама, цементированного с кобальтом SNMA432, одна - с поверхностью, которую не
обрабатывают дополнительно 58, и другая - с поверхностями, подвергающимися пескоструйной обработке 60.
Керамика из SiAlON представляет собой бинарную фазу оксинитрида кремния и алюминия (α-SiAlON и β-SiAlON), которую получают по существу с помощью способов патента США 4563433 и которая имеет плотность около 3,26 г/см3, твердость согласно Кnоор 200 г около 18 ГПа, прочность на излом (КIC) около 6,5 МПа м1/2, модуль упругости около 304 ГПа, модуль сдвига около 119 ГПа, модуль всестороннего сжатия около 227 ГПа, коэффициент Пуассона около 0,27, прочность на разрыв около 450 МПа, прочность при поперечном разломе около 745 МПа и предельную прочность при сжатии около 3,75 ГПа.
Цементированный кобальтом карбид вольфрама (далее упоминается как композиция 1) содержит около 6 мас.% процентов кобальта, около 0,4 мас.% процента карбида хрома, остальное карбид вольфрама. Для композиции 1 средний размер зерна карбида вольфрама составляет около 1-5 мкм, пористость соответствует А04, B00, C00 (согласно обозначениям стандарта ASTM В276-86, озаглавленного "Standard Test Method for Apparent Porosity in Cemented Carbides", плотность около 14900 килограммов на кубический метр (кг/м3), твердость согласно Rockvell А составляет 93, магнитное насыщение составляет около 90%, при этом 100% равно примерно 202 микротесла на кубический метр и на килограмм кобальта (мкТм3/кг) (около 160 Гаусс на кубический сантиметр и на грамм кобальта (Гаусс-см3/г)), коэрцитивная сила составляет около 585 эрстед и прочность при поперечном разломе составляет около 3,11 Гигопаскалей (ГПа).
Вставки прикрепляют к держателю подложек 40 с помощью винта 62; однако могут быть использованы любые пригодные для использования средства. Пластины из кремниевого материала подложки прикрепляют к держателю подложки 40 путем зажима пластин между керамической подложкой 56 и держателем подложки 40. Между подложкой 58 и держателем подложки 40 для контроля температур подложки во время процесса нанесения покрытия укрепляют термопару.
Покрытие на одной из кремниевых пластин из примера 1 анализируют с использованием Оже-спектроскопии и определения профиля по глубине. Как представлено на фиг.7, атомная концентрация бора (В1 по отношению к KLL переходу для бора), азота (N1 по отношению к KLL переходу для азота), кислорода (O1 по отношению к KLL переходу для кислорода), углерода (С1 по отношению к KLL переходу для углерода), титана (Ti2 по отношению к LMM переходу для титана), кремния (Si1 по отношению к LMM переходу для кремния) определяется как функция времени распыления. Площадь напыления выбирают равной примерно 3 квадратным миллиметрам (мм2), при этом скорость распыления калибруется с использованием оксида тантала (Та2О3) до значения около 14,2 нанометра в минуту (нм/мин). Результаты по атомным концентрациям, времени распыления и скорости напыления могут быть использованы для определения атомной концентрации как функции глубины. На фиг.7 представлено выполнение системы покрытий согласно изобретению. Она содержит слой, содержащий бор и азот (время напыления ~ 0-40 мин на фиг.7); затем слой, содержащий бор, углерод и азот (время напыления ~50-80 мин на фиг.7); слой, содержащий бор и углерод (время напыления ~100-150 мин на фиг.7); и слой, содержащий титан (время напыления ~ 160-180 мин на фиг.7). Необходимо заметить, что обозначения Ti2 и Ti1+N1 используется для определения слоя, содержащего титан. Сигналы от Ti1 и N1 совпадают: однако слой, содержащий титан, может содержать либо титан, либо нитрид титана, либо их оба. Анализ, получаемый по данным определения профиля по глубине, показывает, что: слой, содержащий бор и азот, содержит в пределах около 56-61 ат.% бора и в пределах около 39-44 ат.% азота; слой, содержащий бор, углерод и азот, содержит в пределах около 48-52 ат.% бора, в пределах около 29-34 ат.% азота и в пределах около 13-18 ат.% углерода; и слой, содержащий бор и углерод, содержит в пределах около 72-77 ат.% бора и в пределах около 22-28 ат.% углерода.
Керамическая вставка из SiAlON SNGA432 56 с нанесенным покрытием из примера 1 испытывается при точной механической обработке инструментальной стали D3 (55≤HRc≤60) в течение примерно 15 с. Испытание проводится при сухом процессе обработки (то есть без смазывающей жидкости) с использованием скорости около 150 SFM, подачи 0,0045 дюйма/об (0,0114 см/об), глубины резания 0,02 дюйма (0,0508 см) и ведущего угла - 5o. Дополнительно также испытывают для сравнения керамическую вставку из SiAlON SNGA432 без покрытия. Прежде всего результаты показывают, что покрытие удовлетворительно сцепляется с керамической подложкой и удерживается на ней при жестких условиях испытания.
В примере 2 с помощью фиг.5 покрытия наносятся на семь подложек, включая кремниевую (р-типа) (не показана на фиг.5), одну керамическую вставку из SiAlON SNGA432 76 и шесть вставок из карбида вольфрама цементированного с кобальтом, CNMA432, композиция 1, с поверхностями, не подвергавшимися обработке, 72, 74, 78, 80, 82 и 84. Три термопары размещаются преимущественно в плоскости держателя подложек 40 для контроля температур подложек во время процесса нанесения покрытий. Первая термопара закрепляется между образцом 76 и держателем подложки 40. Температура, измеряемая с помощью первой термопары, обозначается в таблицах как Т1. Вторая термопара закрепляется между контрольной подложкой (не показана на фиг.5) и держателем подложек 40 вслед за подложкой 82 и на одной линии с подложкой 82 и подложкой 84. Температура, измеряемая с помощью второй термопары, обозначается в таблицах как Т2. Третья термопара укрепляется на верху контрольной подложки вслед за подложкой 82 и на одной линии с подложкой 82 и подложкой 84. Температура, измеряемая с помощью третьей термопары, обозначается в таблицах как Т3. Относительное положение подложек на держателе подложек и нагревательного элемента 68 обуславливает градиент температуры среди трех рядов подложек.
Как говорят данные, представленные в таблицах, подложки из примера 2 находятся при различных температурах в зависимости от положения образца по отношению к нагревательному элементу сопротивления. Ввиду этих различий можно ожидать различий в составе полученных покрытий. Для оценки каких-либо различий производят Оже-спектроскопию и определение профиля по глубине на вставках 72, 76 и 84, композиция 1, с нанесенным покрытием.
Результаты анализов с помощью Оже-спектроскопии представлены на фиг.8, 9 и 10 соответственно. Определение профиля по глубине ограничивается слоем, содержащим бор и азот, и слоем, содержащим бор, углерод и азот. Для подложки с нанесенным покрытием 72 слой, содержащий бор и азот, содержит в пределах около 65-85 ат.% бора и в пределах около 15-35 ат.% азота; слой, содержащий бор, углерод и азот, содержит в пределах около 30-34 ат.% бора, в пределах около 44-48 ат.% азота и в пределах около 18-24 ат.% углерода.
Для подложки с нанесенным покрытием 76 слой, содержащий бор и азот, содержит в пределах около 42-66 ат.% бора, в пределах около 28-47 ат.% азота и в пределах около 5-11 ат.% углерода; и слой, содержащий бор, углерод и азот, содержит в пределах около 31-39 ат.% бора, в пределах около 46-48 ат.% азота и в пределах около 13-20 ат.% углерода.
Для подложки с нанесенным покрытием 84 слой, содержащий бор и азот, содержит в пределах около 37-76 ат.% бора, в пределах около 22-51 ат.% азота и в пределах около 0-12 ат.% углерода; и слой, содержащий бор, углерод и азот, содержит в пределах около 31-38 ат.% бора, в пределах около 42-51 ат.% азота и в пределах около 11-22 ат.% углерода.
Дополнительно производят инфракрасную Фурье-спектроскопию (FTIR) подложек с нанесенными покрытиями 78, 80 и 82. Отражательные спектры FTIR для подложек с нанесенными покрытиями 78 и 80 представлены на фиг.11 и 12 соответственно. Эти спектры содержат плечо приблизительно при 1480 см-1, широкий примерно при 1200 см-1 и пик примерно при 770 см-1. Спектр от подложки с нанесенным покрытием 82 имеет подобные же характеристики, в частности, широкий пик примерно при 1200 см-1. Спектр отражения на фиг.12 получают с использованием Spectra Tech IR-Plan Microscope, соединенного с ИК Фурье-спектрометром Nicolet MAGNA IR 550. Система содержит источник инфракрасного излучения, детектор МСТ/В и расщепитель лучей на КВr. Данные при анализе собирают в режиме отражения с золотым зеркалом в основании с использованием 128 сканирований со спектральным разрешением около 4 см-1 без коррекции и с аподизацией по Хаппу-Гензелю. В окончательном формате отражательный FTIR спектр представлен как коэффициент прохождения.
Измеренная твердость согласно Кnоор (с использованием нагрузки в 25 граммов) подложки с нанесенным покрытием 82 находится в пределах от около 50 ГПа до около 41 ГПа, причем среднее значение составляет около 34 ГПа. Подобным же образом, твердость согласно Vicker (с использованием нагрузки в 25 граммов) подложки с нанесенным покрытием 82 находится в пределах от около 21 ГПа до около 32 ГПа, причем среднее значение составляет около 25 ГПа.
Достаточность адгезии покрытий на подложках, представленных в примере 2, проверяют путем определения критической нагрузки для первого появления отслаивания с использованием определителя Rockwell A Brale, по существу такого, как описывается В P.C.Jindal, D.T.Quinto, & G.J.Wolfe "ADHESION MEASUREMENTS OF CHEMICALLY VAPOR DEPOSITION AND PHYSICALLY VAPOR DEPOSITED HARD COATINGS ON WC-CO SUBSTRATES", Thin Solid Films Vol. 154, pp.361-375, 1978. Покрытия в целости противостоят нагрузке в 60 килограммов (кг), при этом некоторые покрытия проявляют начало отслаивания при нагрузке 100 кг.
Подложка из CNMA432 с нанесенным покрытием 82 используется при испытаниях с точной механической обработкой инструментальной стали D3 (55≤HRc≤60) в течение 20 с. Толщина покрытия на подложке 82, как измерено, составляет от около 1,2 до около 1,4 мкм (определяется из измерения с помощью Calotte Scar). Испытания представляют собой сухой процесс (то есть без использования смазывающей жидкости) при скорости 150 SFM, подаче 0,045 дюйма (0,1143 см) за оборот, глубине резания 0,02 дюйма (0,0508 см) и ведущем угле - 5o. Кроме того, для сравнения также испытывают подложку из CNMA432 без покрытия. Прежде всего результаты показывают, что покрытие удовлетворительно сцепляется с подложкой из цементированного карбида вольфрама и остается на ней при жестких условиях испытания.
В примере 3 согласно фиг.6 покрытия наносятся на семь подложек, включая одну керамическую вставку из SiAlON SNGA432 86, три вставки из цементированного с кобальтом карбида вольфрама SNMA432, композиция 1, 88, 94 и 98 и три вставки из карбида вольфрама, цементированного с кобальтом, SNMA432, композиция 2, 90, 92 и 96.
Композиция 2 содержит около 5,7 мас.% кобальта, 2 мас.% ТаС, остальное карбид вольфрама. Для композиции 2 средний размер зерен карбида вольфрама составляет около 1-4 мкм, пористость соответствует А06, B00, C00 (согласно обозначениям стандарта ASTM B276-86), плотность около 14950 кг/м3, твердость согласно Rockwell А составляет 92,7%, магнитное насыщение составляет около 92%, коэрцитивная сила составляет около 265 эрстед и прочность при поперечном разломе составляет около 1,97 Гигапаскалей (ГПа).
Вставки укрепляются на держателе подложки 40 с помощью винтов 62. Две термопары размещаются по существу в плоскости держателя подложек 40 для контроля температур подложек во время процесса нанесения покрытий. Первая термопара закрепляется между подложкой 92 и держателем подложки 40. Температура, измеряемая с помощью первой термопары, обозначается в таблицах как Т1. Вторая термопара закрепляется между подложкой 92 и держателем подложек 40. Температура, измеряемая с помощью второй термопары, обозначается в таблицах как Т2.
Все патенты и другие документы, указанные в настоящей заявке, тем самым включаются в нее в качестве ссылки.
Описанные ранее версии настоящего изобретения имеют множество преимуществ, включая предоставление возможности использования покрытий, содержащих бор и азот, предпочтительно - кBN, в инструменте, например, таком как режущие вставки для токарной обработки и измельчения, для сверл, мельниц тонкого помола, фрезеров-расширителей и других многогранных, а также немногогранных режущих вставок. Кроме того, этот инструмент может быть использован для механической обработки металлов, керамики, полимеров, композитов из их комбинаций и их комбинаций. В частности, этот инструмент может быть использован для резания, сверления и штамповки материалов, которые являются несовместимыми с алмазом, например, таких как сплавы на основе железа, сплавы на основе никеля, сплавы на основе кобальта, сплавы на основе титана, закаленные стали, высокоуглеродистый чугун, низкоуглеродистый чугун и спеченные материалы на основе железа.
Хотя настоящее изобретение описано со ссылками на его определенные предпочтительные варианты выполнения, другие выполнения также являются возможными. В качестве примеров можно назвать покрытия на изнашиваемых деталях для таких применений, как разъемы печатных плат для применений в электронике, фильеры и штампы; покрытия на углеродистых наконечниках горного оборудования, строительное оборудование, инструменты для бурения грунта и инструменты для скального бурения; тонкие покрытия на скользящих контактах, используемых на магниторезистивных (МР) компьютерных дисководах; и прозрачные покрытия на окнах сканеров для сканирования ценовых кодов. При этом область действия и идея настоящего изобретения не должны ограничиваться описанием предпочтительных выполнений, содержащихся здесь.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 1991 |
|
RU2071869C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 1996 |
|
RU2136449C1 |
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, УПЛОТНЕННАЯ КЕРАМИЧЕСКАЯ КОМПОЗИЦИЯ, СПОСОБ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, СПОСОБ УПЛОТНЕНИЯ ИЗДЕЛИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН, КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ | 1994 |
|
RU2107607C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ НА ОСНОВЕ ПОЛИКРИСТАЛЛИЧЕСКОГО КУБИЧЕСКОГО НИТРИДА БОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2161087C2 |
| ПЛАСТИНА РЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2173241C2 |
| КОМПОЗИТНЫЕ ВРАЩАЮЩИЕСЯ РЕЖУЩИЕ ИНСТРУМЕНТЫ ИЗ ЦЕМЕНТИРОВАННОГО КАРБИДА И ЗАГОТОВКИ ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2536015C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2623937C2 |
| КЕРАМИКА НА ОСНОВЕ НИТРИДА КРЕМНИЯ И РЕЖУЩИЙ ИНСТРУМЕНТ ИЗ НЕЕ | 1993 |
|
RU2110369C1 |
| ПОКРЫТОЕ ИЗДЕЛИЕ С НАНОСЛОЙНОЙ СИСТЕМОЙ ПОКРЫТИЯ | 2008 |
|
RU2487781C2 |
| ЭЛЕМЕНТ ДЛЯ РЕЗАНИЯ, ПОКРЫТЫЙ ТВЕРДЫМ МАТЕРИАЛОМ | 2009 |
|
RU2501887C2 |












Режущий инструмент содержит систему покрытий, состоящую из основного слоя, первого промежуточного слоя, содержащего бор и углерод, второго промежуточного слоя, содержащего бор, углерод и азот, и слоя, содержащего бор и азот. Система покрытий позволяет повысить прочность сцепления его с подложкой и является совместимой с инструментом для сверления, токарной обработки, измельчения и/или штамповки твердых, труднообрабатываемых материалов. Система покрытий применяется для режущих вставок, состоящих из металлокерамики или керамики, с использованием методики физического осаждения из паровой фазы. Слой, содержащий бор и азот, предпочтительно является нитридом бора и предпочтительно кубическим нитридом бора. 4 с. и 18 з.п. ф-лы, 6 табл., 12 ил.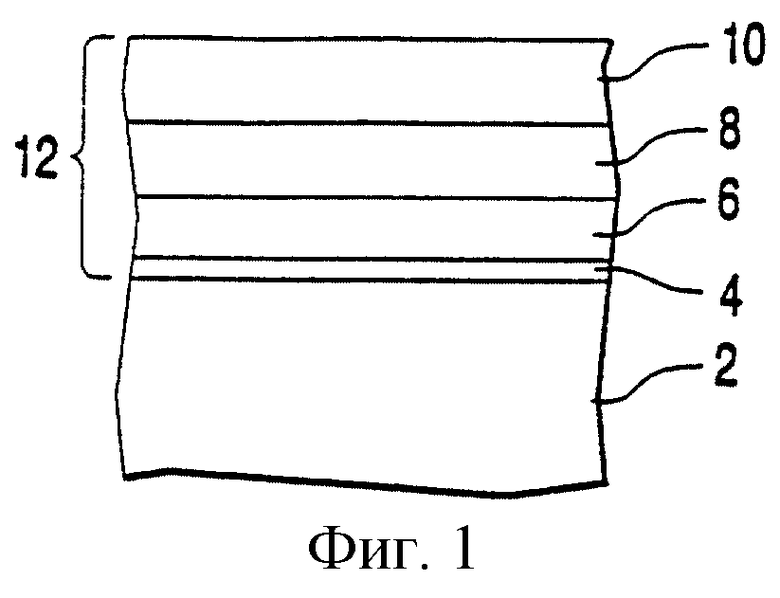
| RU 93026417 А, 20.03.1996 | |||
| RU 92012837 А, 27.01.1996 | |||
| ПРУЖИННАЯ ПОДВЕСКА ВИБРОБУНКЕРА | 0 |
|
SU179582A1 |
| US 5266388 А, 30.11.1993 | |||
| JP 07316816, Database WPIL, АН 96-056509, Derwent publications htcl, London. | |||
