Изобретение относится к обработке металлов давлением, а именно к устройствам для передачи оправок с оси подачи и установки их на ось прокатки. Наиболее эффективно изобретение может быть использовано в трубопрокатном производстве при прошивке гильз или раскатке труб на короткой оправке, особенно из нержавеющих сталей.
Известно устройство для поперечной передачи заготовки с оси подачи на ось прокатки [1], содержащее поворотный рычаг с профильной рабочей поверхностью, установленный на раме на приводном валу, шарнирно установленные на поворотном рычаге прижимной рычаг с зажимной губкой и силовой цилиндр прижима, рычажную систему, связывающую прижимной рычаг с приводным валом, привод вращения вала.
Такое конструктивное выполнение устройства не обеспечивает надежности работы при использовании его при зарядке оправки. Это связано с тем, что перемещаемая при зарядке оправка, воздействуя на зажимную губку, должна отжимать прижимной рычаг. Однако запирание рычажной системы, переход шарнира системы в мертвую точку исключают возможность раскрытия рычагов, что может привести к их поломке при зарядке.
Наиболее близким к предлагаемому по технической сущности является устройство для передачи с оси механизма подачи оправок на ось прокатки и зарядки, используемое в устройстве для смены оправок на короткооправочном стане [2].
Это устройство содержит установленный шарнирно на раме двуплечий поворотный рычаг, связанный со штоком силового цилиндра его поворота и размещенный между осями механизма подачи оправки на ось прокатки и зарядки. Силовой цилиндр также шарнирно закреплен на раме. По разные стороны от оси, перпендикулярной оси прокатки, на раме выполнены опорные площадки, упоры, при помощи которых осуществляется регулирование положения оправки в момент ее разворота.
Разворот оправки и возврат кантующих механизмов в исходное положение осуществляется рычагом при выдвижении штока силового цилиндра. При помощи данного устройства осуществляется разворот оправки с оси механизма подачи оправки на ось прокатки и зарядки.
Недостаток известной конструкции устройства заключается в том, что при зарядке перемещаемая оправка преодолевает усилие прижатия ее цилиндром, что может привести к поломке захвата и рычага.
Задачей изобретения является создание устройства, обеспечивающего повышение надежности работы за счет улучшения условий зарядки оправки.
Поставленная задача достигается тем, что устройство для передачи оправки с оси механизма подачи оправки на ось прокатки и зарядки, содержащее раму с размещенными на ней упорами, шарнирно закрепленные на раме силовой цилиндр и поворотный рычаг, размещенный между осью механизма подачи оправок и осью прокатки и зарядки, снабжено прижимным рычагом, шарнирно закрепленным на поворотном рычаге и штоке силового цилиндра таким образом, что плоскость, расположенная между осями шарниров крепления цилиндра и его штока, пересекает плоскость, расположенную между осями шарниров крепления поворотного и прижимного рычагов, каждый из упомянутых рычагов имеет пару ограничителей поворота прижимного рычага на оси механизма подачи оправок и оси прокатки и зарядки, причем каждый из ограничителей на поворотном рычаге установлен с возможностью взаимодействия с соответствующим ограничителем на прижимном рычаге, на поворотном рычаге размещены опорные площадки с возможностью их поочередного взаимодействия с упорами, при этом прижимной рычаг имеет один механизм для центрирования оправки, а поворотный рычаг - два упомянутых механизма и ограничитель осевого перемещения оправки.
Кроме того, средства для центрирования оправок выполнены в виде подпружиненных регулируемых роликов.
Такое конструктивное выполнение устройства для передачи оправки с оси механизма подачи оправок на ось прокатки и зарядки позволяет обеспечить точность установки поворотного и прижимного рычагов соосно с осями подачи оправки, прокатки и зарядки с помощью опорных площадок, ограничителей поворота на рычагах и упоров на раме.
Кроме того, за счет центрирования конусной части оправки специальными средствами, фиксирования цилиндрической части и торца оправки регулируемыми винтами и ограничителем осевого перемещения оправки обеспечивается надежное удержание оправки при зарядке стержнем и их перемещение на ось прокатки без передачи усилия на шток цилиндра привода. При этом равномерное отжатие всех роликов (в виде которых выполнены специальные средства) обеспечит перемещение оправки точно по оси прокатки без увода стержня в сторону.
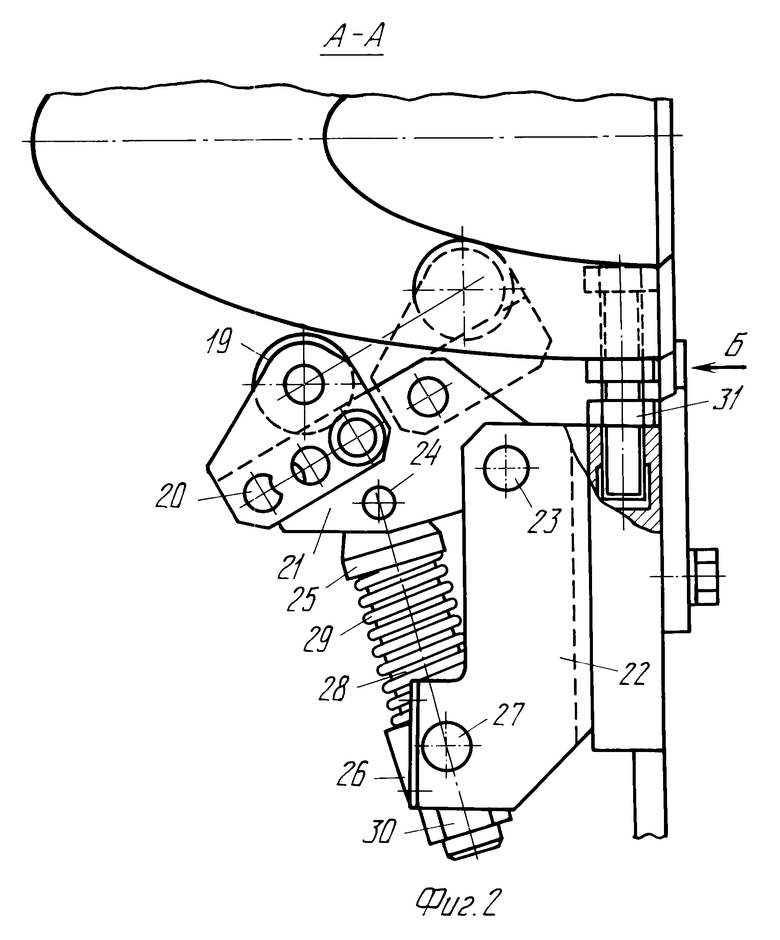
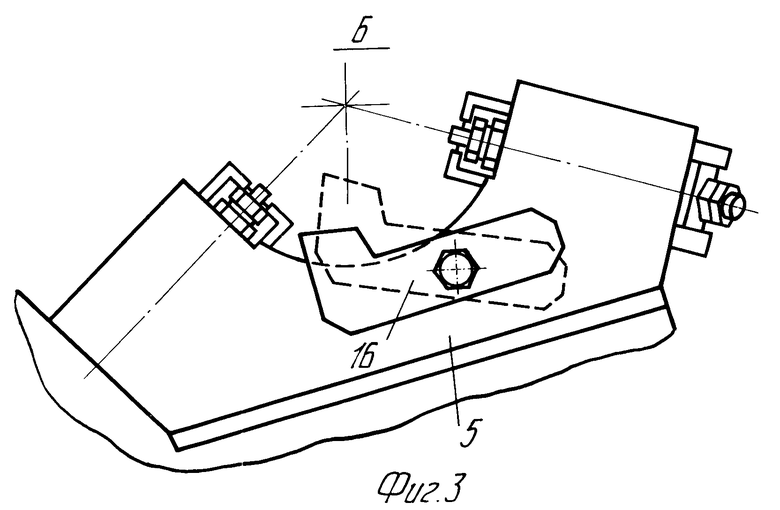
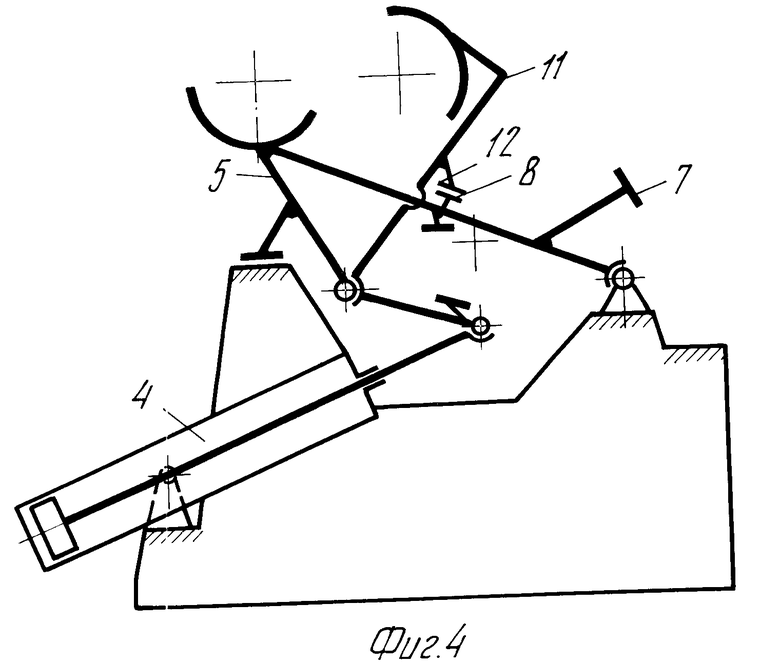
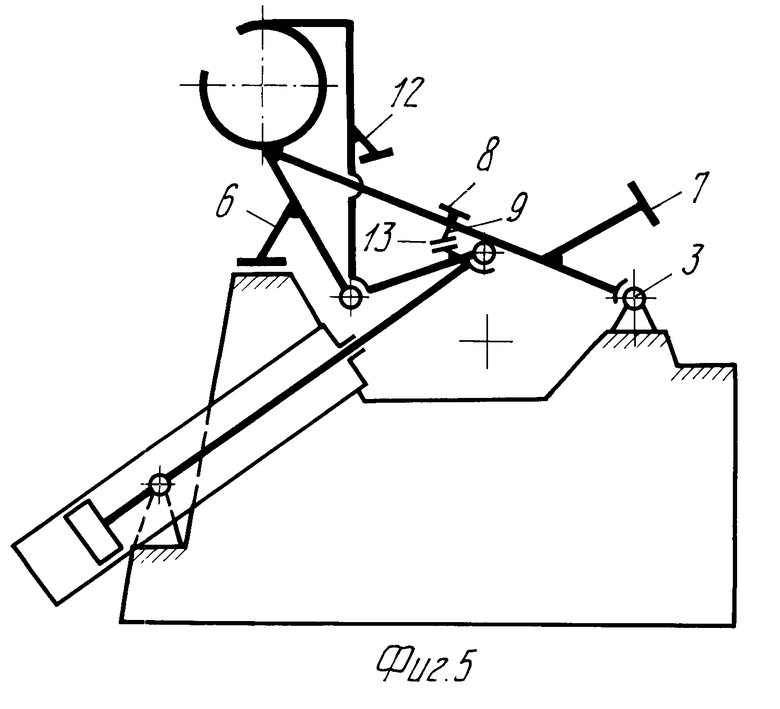
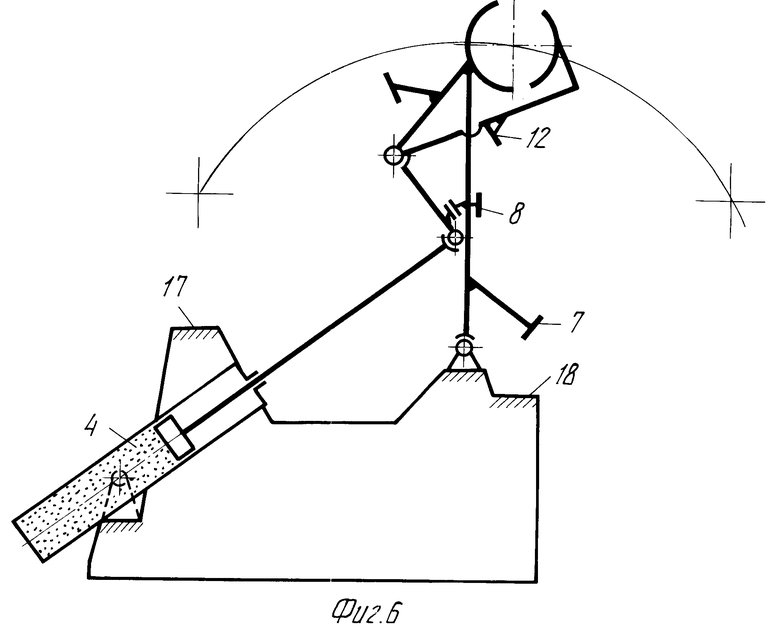
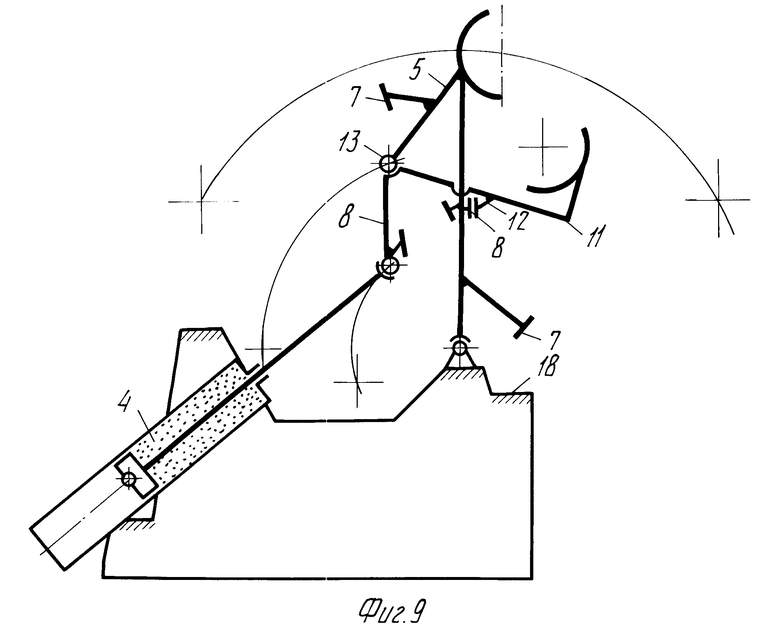
На фиг. 1 изображено устройство для передачи оправки с оси механизма подачи оправок на ось прокатки и зарядки, положение приема оправки (слева) и в момент зарядки оправки (справа); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - кинематическая схема устройства, положение приема оправок; на фиг. 5 - то же, положение захвата оправки; на фиг. 6 - то же, момент передачи оправки на ось прокатки и зарядки; на фиг. 7 - то же, момент зарядки; на фиг. 8 - то же, момент отвода прижимного рычага; на фиг. 9 - то же, момент передачи на ось механизма подачи оправок.
Устройство для передачи оправки с оси механизма подачи оправок на ось прокатки и зарядки содержит смонтированные на раме 1 с помощью шарниров 2 и 3 силовой цилиндр 4 и поворотный рычаг 5 с опорными площадками 6 и 7 и ограничителями поворота 8 и 9, посредством шарнира 10 закрепленный на поворотном рычаге прижимной рычаг 11 с ограничителями поворота 12 и 13, шарниром 14 связанный со штоком 15 силового цилиндра 4, а также ограничитель осевого перемещения оправки в виде рычага 16, закрепленного на поворотном рычаге и три средства для центрирования конусной части оправки, два из которых размещены на поворотном рычаге на стороне, противоположной ограничителю 16, а третье - на прижимном.
Поворотный рычаг 5 размещен между осью механизма подачи оправок и осью прокатки и зарядки. Его опорные площадки 6 и 7 имеют возможность контактирования с предусмотренными на раме упорами 17 и 18, а ограничители поворота 8 и 9 на поворотном рычаге, предназначенные для ограничения поворота прижимного рычага относительно оси шарнира его крепления на поворотном рычаге соответственно на оси механизма подачи оправок и на оси прокатки и зарядки, - с соответствующими ограничителями 12 и 13 на прижимном рычаге.
Силовой цилиндр 4 установлен на раме таким образом, чтобы плоскость, проходящая через оси шарниров 2 и 14 крепления цилиндра на раме 4 и штока цилиндра с прижимным рычагом, пересекала плоскость, расположенную между осями шарниров 3 и 10 крепления поворотного рычага на раме и прижимного рычага на поворотном.
Средства для центрирования конусной части оправки выполнены в виде подпружиненных регулируемых роликов 19. Каждый ролик установлен в одном отверстии 20 двуплечего рычага 21, концы которого шарнирно связаны с кронштейном 22 и жестко закреплены на поворотном или прижимном рычагах.
Причем один конец связан с кронштейном осью 23, а другой через узел подпружинивания двуплечего рычага 21. Узел подпружинивания включает соединенную осью 24 с рычагом 21 опорную шайбу 25, регулируемую шайбу 26, соединенную осью 27 с кронштейном, и ось 28 с охватывающей ее пружиной 29, которая концом жестко установлена в опорной шайбе 25, а другим концом - в отверстии регулируемой шайбы 26 и закреплена гайкой 30.
Поворотный и зажимной рычаги выполнены с профильными рабочими поверхностями и регулируемыми винтами 31 на них для захвата цилиндрической части оправки, два из которых размещены на поворотном, а один на прижимном рычаге.
Устройство работает следующим образом.
В исходном положении, в положении приема оправки шток 15 цилиндра 4 втянут, опорная площадка 6 на поворотном рычаге контактирует с упором 17 на раме и рабочая поверхность поворотного рычага соосно установлена с осью механизма подачи оправок, при этом прижимной рычаг откинут до контакта ограничителей 8 и 12 поворотного и прижимного рычагов, а центрирующие элементы - регулируемые винты 31, подпружиненные ролики 19 и рычаг 16 ограничителя осевого перемещения оправки - настроены на используемый типоразмер оправки по наибольшему диаметру (фиг. 4).
Оправка устанавливается на два винта и два подпружиненных ролика, смонтированных на поворотном рычаге, причем рычаг 16 ограничителя осевого перемещения оправки препятствует ее перемещению в этом направлении. Включается силовой цилиндр 4, шток которого первоначально перемещает прижимной рычаг 11 относительно шарнира 10 до контакта ограничителей 9 и 13 на поворотном и прижимном рычагах. Винты и ролики располагаются под углом 120o один к другому (фиг. 5).
При дальнейшем выдвижении штока цилиндра поворотный рычаг с прижимным рычагом и сцентрированной оправкой поворачивается относительно шарнира 3 до контакта опорной площадки 7 поворотного рычага с упором 18 на раме, устанавливая оправку на ось прокатки и зарядки (фиг. 6 и 7).
Стержень стана (не показано), перемещаясь к клети по оси прокатки, входит в соединение с оправкой и выталкивает ее из центрирующих элементов. При этом ролики 19, равномерно упруго отжимаясь, обкатываются по конусной поверхности оправки, а затем по стержню, чем обеспечивают благоприятные условия зарядки без увода стержня с оси прокатки (фиг. 2).
Взаимодействие ограничителей 9 и 13 препятствует сведению рычагов и захвату стержня между винтами. После зарядки давление подается в другую полость цилиндра. При этом первоначально поворачивается прижимной рычаг 11 относительно шарнира 10 до контакта ограничителей 8 и 12 (фиг. 8). При дальнейшем ходе штока поворачивается рычаг 5 с откинутым прижимным рычагом относительно шарнира 3, что предотвращает пересечение траекторий движения рычагов со стержнем на оси прокатки. При полном втягивании штока цилиндра элементы устройства занимают исходное положение (фиг. 9 и 14).
Предлагаемое устройство для передачи оправки с оси механизма подачи оправок на ось прокатки и зарядки по сравнению с известными позволяет повысить надежность работы за счет улучшения условий зарядки оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ТРЕХРОЛИКОВЫЙ ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 1993 |
|
RU2040350C1 |
| УСТРОЙСТВО ДЛЯ СБОРА ВИТКОВ ПРОВОЛОКИ В БУНТ | 1992 |
|
RU2015766C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗКИ В ОПРАВКУ | 1993 |
|
RU2039619C1 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| УСТАНОВКА ДЛЯ ОБВЯЗКИ БУНТОВ | 1993 |
|
RU2054363C1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ГИЛЬЗ И СТЕРЖНЕЙ | 1992 |
|
RU2042444C1 |
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2138350C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |


Устройство может быть использовано в трубопрокатном производстве при прошивке гильз или раскатке труб на короткой оправке. Устройство содержит смонтированные на раме с помощью шарниров силовой цилиндр и поворотный рычаг с опорными площадками и ограничителями поворота. На поворотном рычаге закреплен посредством шарнира прижимной рычаг с ограничителями поворота, шарнирно связанный со штоком силового цилиндра. При этом плоскость, проходящая через оси шарниров крепления цилиндра и штока цилиндра, пересекает плоскость, расположенную между осями шарниров крепления поворотного и прижимного рычагов. Устройство также содержит ограничитель осевого перемещения оправки и механизм для центрирования оправки на рабочих поверхностях рычагов. Такое конструктивное выполнение устройства обеспечивает повышение надежности работы за счет улучшения условий зарядки оправки. 1 з.п. ф-лы, 9 ил.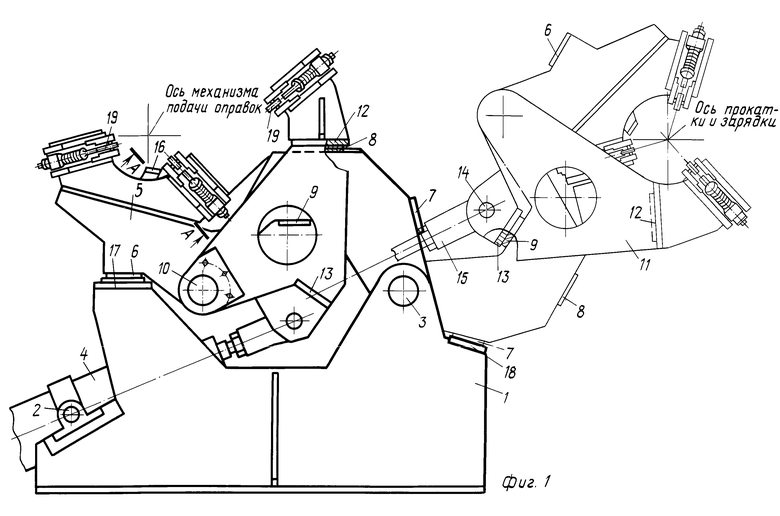
| SU, авторское свидетельство, 486825, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| RU, патент, 2052307, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
