Изобретение относится к производству холоднокатаных труб.
Рост потребления холоднокатаных труб и повышенных требований к их качеству выдвигают ряд проблем, важнейшими из которых являются качество внутренней поверхности и низкая стойкость инструмента. Одним из факторов возникновения этих проблем является неэффективная смазка оправки и прилегающей поверхности заготовки во время прокатки. Отсутствие сплошной смазочной пленки между оправкой и заготовкой приводит к частому заеданию, в результате чего оправка повреждается или вообще ломается.
Известно устройство для подачи смазки на оправку [1] содержащее смазочную головку с кольцами, установленными на стержне оправки.
Недостатком данной конструкции является то, что кольца на стержне закреплены жестко, что требует в дальнейшей работе точного фиксирования стержня с оправкой и подающей трубы. Это усложняет конструкцию и снижает надежность работы.
Наиболее близким к изобретению по технической сущности является устройство [2] содержащее раму с направляющей, смазочную головку с кольцами и механизм установки на ось оправки.
Недостаток этой конструкции заключается в том, что кольца в неподвижной смазочной головке установлены жестко, что требует точной установки оправки на ось колец при ее перемещении во время смазки. При дальнейшем отклонении от оси прокатки оправка может не попасть точно в смазочную головку, что приводит к поломкам. Кроме того, при осуществлении зарядки стана смазочную головку требуется убрать с оси оправки, т.е. перемещение смазочной головки и оправки осуществляется от разных приводов, что усложняет конструкцию устройства. При этом для зарядки стана требуется дополнительная проводка.
Техническим результатом изобретения является расширение технологических возможностей, упрощение конструкции и повышение надежности.
Технический результат достигается тем, что в устройстве для подачи смазки в оправку, содержащем раму с горизонтальной направляющей, смазочную головку с кольцами и механизм установки смазочной головки на ось оправки, согласно изобретению механизм установки смазочной головки на ось оправки выполнен в виде установленного на горизонтальной направляющей рамы ползуна, его привода перемещения и размещенного в ползуне с возможностью поворота вокруг оси направляющей корпуса, имеющего снаружи ролик, под который в раме выполнен копирный фигурный паз, и внутренние полости, к одной из которых, выполненной под смазочную головку, подведен трубопровод подачи смазки, при этом уплотняющие кольца в смазочной головке установлены с возможностью радиального перемещения.
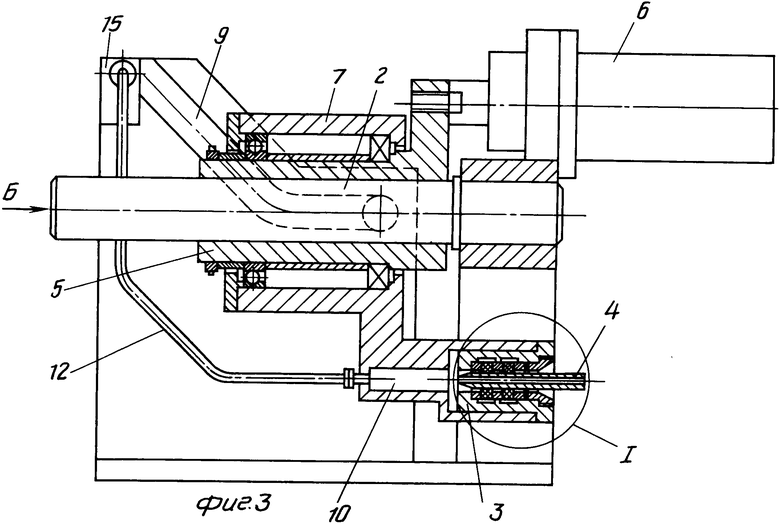
Такое конструктивное выполнение позволяет расширить технологические возможности устройства, так как в зависимости от того, какая полость установлена по оси оправки, данное устройство может быть использовано как для зарядки стана (фиг. 1, 2), так и для смазки оправки (фиг. 3, 4). Кроме того, такое конструктивное выполнение позволяет упростить конструкцию и повысить ее надежность. Это достигается за счет того, что для установки смазочной головки на ось оправки и перемещения ее на оправку используется один привод. При этом за счет возможности радиального перемещения уплотняющих колец в смазочной головке не требуется точно выставлять ось оправки и ось смазочной головки, что упрощает весь процесс.
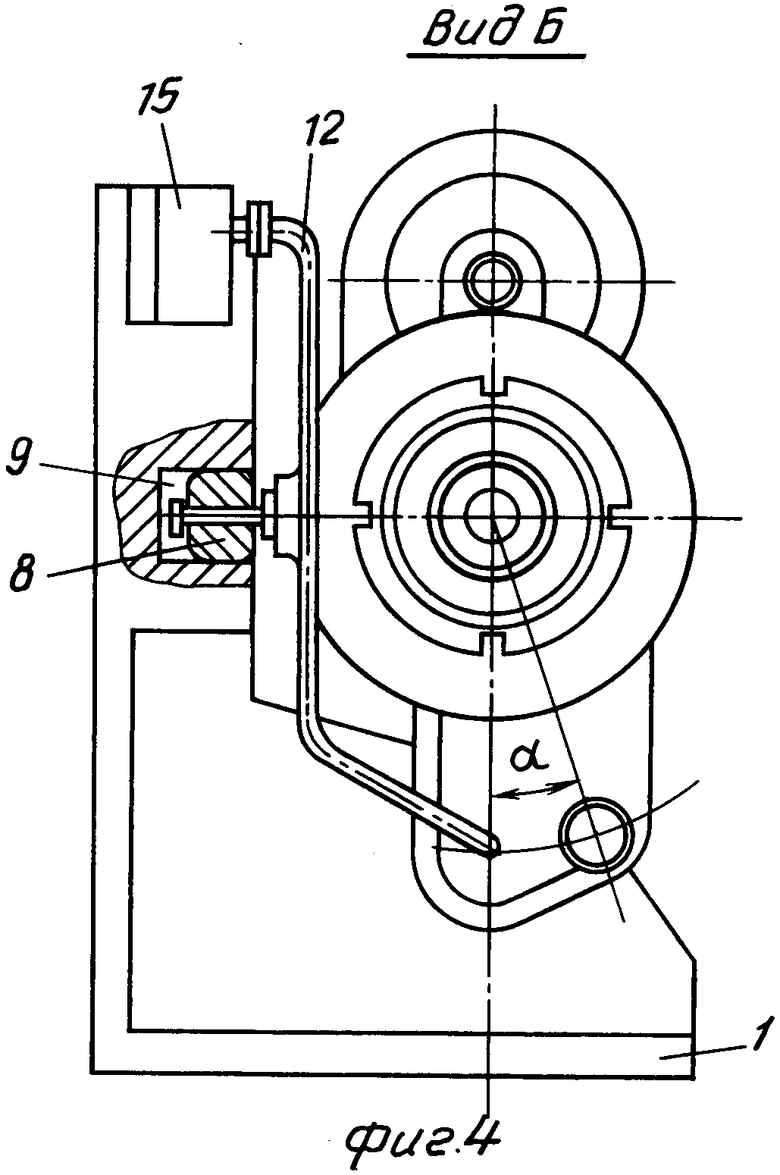
На фиг. 1 изображено устройство для подачи смазки в оправку, положение при зарядке; на фиг. 2 показан вид А на фиг. 1; на фиг. 3 изображено устройство для подачи смазки в оправку, положение при подаче смазки; на фиг. 4 показан вид Б на фиг. 3; на фиг. 5 узел I на фиг. 3.
Установленное в линии стана ХПТ устройство для подачи смазки в оправку содержит раму 1 с жестко закрепленной на ней горизонтальной направляющей 2, смазочную головку 3 и механизм установки ее на ось оправки 4. Механизм установки смазочной головки на ось оправки выполнен в виде установленного на горизонтальной направляющей ползуна 5, его привода 6 перемещения и размещенного в ползуне с возможностью поворота вокруг оси направляющей корпуса 7, имеющего снаружи ролик 8, под который в раме выполнен фигурный паз 9. В нижней части корпуса на одинаковом расстоянии от оси направляющей выполнены смещенные относительно друг друга на угол α две полости 10 и 11, одна 11 из которых выполняет функцию проводки, а к другой 10, выполненной под смазочную головку, подведен трубопровод 12 подачи смазки. Уплотняющие кольца 13 в смазочной головке установлены с возможностью радиального перемещения за счет имеющихся зазоров 14. Подача жидкой смазки осуществляется посредством клапана 15 подачи.
Устройство работает следующим образом.
В исходном положении шток цилиндра привода 6 выдвинут, механизм установки смазочной головки 3 расположен в крайнем положении, при этом корпус 7 его раздвинут на угол α относительно вертикальной оси и по оси прокатки расположена полость 11, выполняющая функцию проводки, происходит зарядка стана. Клапан 15 подачи смазки в этот момент закрыт.
При подаче жидкости в штоковую полость цилиндра 6 происходит перемещение штока, в месте с ним ползуна 5 механизма установки смазочной головки 3, при этом ролик 8, перемещаясь по наклонному участку копира 9, осуществляет поворот корпуса 7 на угол α и смазочная головка устанавливается по оси прокатки, где расположена оправка 4.
При дальнейшем перемещении штока цилиндра ролик перемещается по горизонтальному участку копира 9, при этом смазочная головка наезжает на оправку. Так как уплотняющие кольца 13 смазочной головки имеют возможность радиального перемещения, то наезд смазочной головки на оправку осуществляется надежно без поломок. Включается клапан 15 подачи смазки и жидкая смазка по трубопроводу 12 подается через отверстие оправки в зону деформации.
Перед зарядкой новой заготовки в стан клапан отключается, смазочная головка с включением цилиндра съезжает с оправки (ролик 8 перемещается по горизонтальному участку), откидывается (ролик перемещается по наклонному участку паза) и дает возможность осуществить зарядку заготовки на оправку.
Предложенное устройство для подачи смазки в оправку по сравнению с известными имеет более широкие технологические возможности, конструктивно проще и более надежно в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОБВЯЗКИ БУНТОВ | 1993 |
|
RU2054363C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ОПРАВКИ С ОСИ МЕХАНИЗМА ПОДАЧИ ОПРАВОК НА ОСЬ ПРОКАТКИ И ЗАРЯДКИ | 1994 |
|
RU2108176C1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2172220C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| СПИРАЛЬНЫЙ НАКОПИТЕЛЬ ПОЛОСЫ | 2001 |
|
RU2227074C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1995 |
|
RU2103081C1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |



Изобретение относится к трубопрокатному производству холоднокатанных труб и касается усовершествования инструкции устройства для подачи смазки на оправку. Механизм установки смазочной головки в устройстве для подачи смазки в оправку выполнен в виде установленного на горизонтальной направляющей ползуна с поворотным относительно него корпусом, на котором закреплен ролик, размещенный в выполненном на раме фигурном копирном пазу. В нижней части корпуса выполнены две расточки, одна из которых выполняет функцию проводки, а к другой подведен трубопровод и в ней размещена смазочная головка с уплотнительными, установленными с возможностью радиального перемещения за счет имеющихся зазоров. 5 ил.
УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗКИ В ОПРАВКУ, содержащее раму с горизонтальной направляющей, смазочную головку с кольцами и механизм установки смазочной головки на ось оправки, отличающееся тем, что механизм установки смазочной головки на ось оправки выполнен в виде установленного на горизонтальной направляющей рамы ползуна, его привода перемещения и размещенного в ползуне с возможностью поворота вокруг оси направляющей корпуса, имеющего снаружи ролик, под который в раме выполнен копирный фигурный паз, и внутренние полости, к одной из которых, выполненной под смазочную головку, подведен трубопровод подачи смазки, при этом уплотняющие кольца в смазочной головке установлены с возможностью радиального перемещения.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 2988211, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
