Изобретение относится к отраслям промышленности, производящим различные композиции биметаллов, преимущественно к металлургии, и может быть использовано для изготовления облицовочных планок, защищающих поверхности оборудования от повреждений и износа под действием ударных нагрузок, например для изготовления планок станин рабочих клетей прокатных станов и подушек прокатных валков.
Известен способ изготовления износостойких биметаллических планок, включающий наплавку защитного металлического покрытия на пластины из листового металла и их последующую прокатку (Астров Е.И. Плакированные многослойные металлы. -М.: Металлургия, 1965, с. 25).
Недостатком этого способа является одновременное повышение твердости защитного покрытия и основы из листового металла пластины при их термообработке (закалке и отпуске), что не позволяет достигнуть разной твердости покрытия и основы применять планки для одновременного выполнения функции защиты поверхностей от износа и воздействия динамических (ударных) нагрузок. Это приводит к разбиванию защищаемых планками поверхностей, снижению долговечности соответствующего оборудования, увеличению его простоев и снижению производительности.
Наиболее близким техническим решением к предлагаемому, принятому за прототип, является способ изготовления износостойких биметаллических планок, включающий наплавку износостойкого защитного покрытия из закаливаемого твердого металла на пластины из мягкого незакаливаемого металла, последующий нагрев и прокатку наплавленных пластин, их термическую и механическую обработку по торцам до получения заданных размеров по периметру и сверление отверстий в пластинах для крепления к защищаемой поверхности (Беняковский М.А. и др. Технология прокатного производства. кн. 2/Справочник. -М.: Металлургия, 1991, с. 851 - 852).
В известном способе обеспечивается возможность получения различной твердости защитного покрытия и основы из листового металла при термообработке благодаря применению соответственно закаливаемого металла покрытия и незакаливаемого - основы. Однако деформация и поводки пластин с покрытием после термообработки требуют правки пластин и приводят к растрескиванию закаленного покрытия, его быстрому выкрашиванию при эксплуатации под действием динамических (ударных) нагрузок и быстрому выходу планки из строя. В результате деформации пластин после термообработки при их окончательной механической обработке необходимо снизить больший слой металла по поверхностям пластин, соответственно применять большую исходную толщину покрытия и основы, что удорожает планку и увеличивает трудоемкость ее изготовления.
Целью изобретения является повышение долговечности, снижение трудоемкости изготовления и стоимости биметаллических планок, а также повышение долговечности защищаемых планками поверхностей оборудования за счет достижения большей твердости материала покрытия и меньшей - основы.
Поставленная цель достигается тем, что в способе изготовления износостойких биметаллических планок, включающем наплавку износостойкого защитного покрытия из закаливаемого твердого металла на пластины из пластичного незакаленного металла, последующей нагрев и прокатку наплавленных пластин, их термическую и механическую обработку по торцам до получения заданных размеров по периметру и сверление отверстий в пластинах для крепления к защищаемой поверхности, сверление отверстий в пластинах производят после соединения их попарно по поверхностям незакаливаемого металла, закрепляют их совместно с помощью болтов, устанавливаемых в отверстиях по посадке с натягом, пластины в собранном виде подвергают закалке и отпуску, разъединяют, шлифуют закаленный наплавленный слой и обрабатывают противоположную незакаленную поверхность пластичного металла до получения требуемой толщины планки.
В случае появления некоторых остаточных деформаций пластины после разъединения подвергают правке.
На фиг. 1 изображена пластина в сборе, вид в плане;
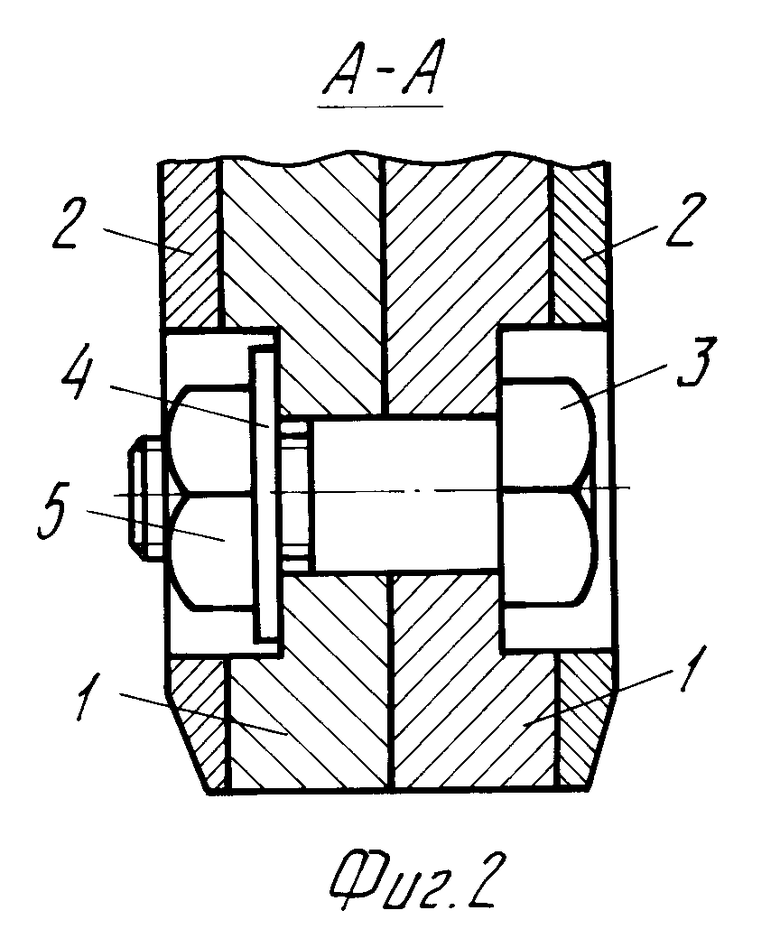
на фиг. 2 - сечение А-А на фиг. 1.
Способ изготовления износостойких биметаллических планок рассмотрим на уже указанном примере изготовления планки станин рабочих клетей широкополосного стана горячей прокатки.
Для изготовления планок вырезают с допусками на последующую механическую обработку пластины 1 из мягкого незакаливаемого металла, например из листовой стали 0 или стали 20. Эти стали практически не подвержены закалке, так как при повышении температуры нагрева у них практически отсутствует рост зерна. На пластины ленточными электродами, например, на установке для наплавки слябов, или методом электрошлаковой наплавки наплавляют износостойкое защитное покрытие 2 из закаливаемого твердого металла, например, из стали 55Г или 65Г. Толщина наплавляемого слоя принимается в пределах 0,2 - 0,25 от толщины пластины. При таком соотношении обеспечивается минимальные внутренние напряжения в материалах покрытия и пластины и соответственно минимальные их деформации и поводки при последующей термообработке.
Наплавленные пластины нагревают и прокатывают на толстолистовом стане или на черновых клетях широкополосного стана до толщины, включающей припуск на последующую механическую обработку поверхностей покрытия и основы. После прокатки пластины подвергают механической обработки по торцам (по контуру) до получения заданных габаритных размеров в плане и сверлят в них отверстия для болтов крепления на защищаемой поверхности станины. Отверстия выполняются с гнездами для установки головок болтов.
Предварительно механически обработанные пластины соединяют между собой попарно поверхностями пластин 1 с помощью болтов 3, шайб 4 и гаек 5. Болты 3 устанавливают в отверстиях пластин 1 по посадке с натягом или применяют указанные болты.
Собранные попарно пластины помещают в закалочную ванну и подвергают закалке в воде или масле с нагревом до температуры более 870oC с последующим отпуском. Температура отпуска принимается в зависимости от требуемой твердости покрытия. Например, для покрытия из стали 55Г требуемая твердость 60 HRC достигается при 100oC. При температурах отпуска соответственно 200 и 300oC твердость равна 55 и 48 HRC. Материал основы (сталь 0 или сталь 20) закалке не поддается и имеет практически ту же небольшую твердость, оставаясь существенно мягче, чем закаленное покрытие (не более 156 HB).
Попарное соединение наплавленных пластин 1 с помощью приданных болтов 3 практически исключает относительную тепловую деформацию и поводку пластин и покрытия 2 в процессе термообработки. Соответственно исключается растрескивание покрытия. Благодаря применению призонных болтов 3 и отсутствию относительной тепловой деформации пластин и покрытия при термообработке, напряжения в них после отпуска стабилизируются. После термообработки пластины разъединяют и вследствие взаимной уравновешенности (стабилизации) напряжений в основе и покрытии, пластины остаются недеформированными и не требуют правки. Благодаря этому снижаются допуски на поверхностную обработку пластин, трудоемкость их изготовления и стоимость. Если же при некоторых сочетаниях материалов покрытия и основы возникают поводки, то они весьма невелики и пластины легко правятся, например, на прессе или правильной машине без разрушения и растрескивания наплавленного слоя.
Окончательная обработка пластин заключается в шлифовке закаленного слоя и механической обработке (строжке или фрезеровке) поверхности мягкой основы до получения требуемой толщины планки.
Предлагаемый способ обеспечивает одновременное выполнение планками двух важнейших функций - защиту закаленной поверхности от износа и задиров при контактном взаимодействии с подушкой прокатного валка и благодаря низкой твердости основы защиту поверхности, стойкости станины, на которую крепится планка, от остаточных деформаций, выбоин, вдавливания и потери геометрической формы под действием продольных ударов (вдоль оси прокатки) со стороны подушки. Благодаря этому обеспечивается высокая точность прокатки и качества прокатываемых полос, повышается долговечность станины, снижается интенсивность роста зазоров между подушками и станинами, число простоев стана на замену планок и повышается его производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЛИЦОВОЧНАЯ БИМЕТАЛЛИЧЕСКАЯ ПЛАНКА ПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2263580C1 |
| Способ упрочнения лезвийной поверхности детали | 2016 |
|
RU2640515C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ И ПОЛОС | 1993 |
|
RU2076793C1 |
| БИМЕТАЛЛИЧЕСКАЯ ПОЛОСА, НАПРИМЕР ДЛЯ СВАРНЫХ ТРУБ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2068324C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ СЛЯБОВОЙ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1995 |
|
RU2085327C1 |
| АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ УПРОЧНЯЮЩЕЙ НАПЛАВКИ | 1994 |
|
RU2067041C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2528687C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2094484C1 |
| Способ термической обработки бурильной трубы | 1989 |
|
SU1754791A1 |
| МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС | 1996 |
|
RU2116515C1 |
Способ может применяться для изготовления биметаллических облицовочных планок, защищающих поверхности оборудования от повреждений и износа под действием ударных нагрузок, например, в металлургической промышленности. На пластины из пластичного незакаливаемого металла наплавляют износостойкое защитное покрытие из закаливаемого твердого металла. Нагревают и прокатывают наплавленные пластины. Термообрабатывают и механически обрабатывают по торцам до получения заданных размеров по периметру. После соединения пластин попарно по поверхностям незакаливаемого металла сверлят отверстия для крепления к защищаемой поверхности. Закрепляют их совместно с помощью болтов. Болты устанавливают в отвертиях по посадке с натягом. Пластины в собранном виде подвергают закалке и отпуску. Разъединяют и шлифуют закаленный наплавленный слой. Противоположную незакаленную поверхность пластичного металла обрабатывают до получения требуемой толщины планки. 1 з.п. ф-лы, 2 ил.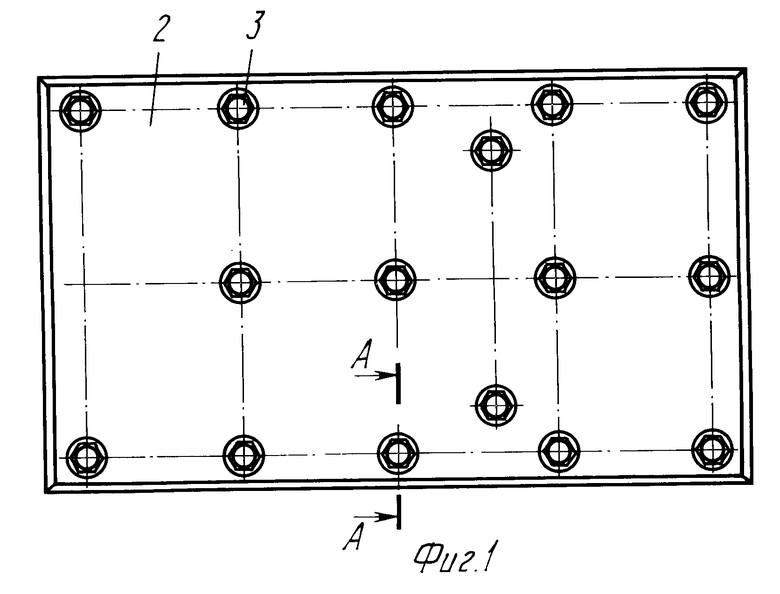
| Беняковский М.А | |||
| и др | |||
| Технология прокатного производства | |||
| Т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник | |||
| - М.: Металлургия, 1991, с | |||
| Приспособление для подачи коробок в машинах для наполнения коробок | 1925 |
|
SU851A1 |

